вкр. ВКР от 02.03. Объект работа штанговых скважинных насосных установок (шсну)
 Скачать 2.49 Mb. Скачать 2.49 Mb.
|

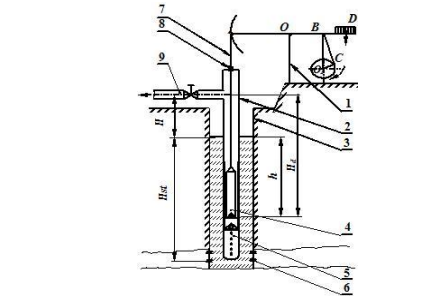 Рисунок 8 - Принципиальная схема штанговой глубинно-насосной установки На рисунке обозначено: 1 – станок-качалка; 2 – насосно-компрессорные трубы (НКТ); 3 – эксплуатационная колонна; 4 – штанговый глубинный насос; 5 – фильтр, устанавливаемый на входе в насос; 6 – перфорационные отверстия в эксплуатационной колонне; 7 – устьевой шток, соединённый с колонной насосных штанг; 8 – устьевой сальник; 9 – выкидная линия для отвода продукции скважины; Нst – высота столба жидкости в скважине – статический уровень, м; Н – высота подъёма жидкости, м; h – глубина погружения насоса под статический уровень жидкости в скважине; Нd – высота жидкости в подъёмных трубах; А – точка подвеса колонны насосных штанг на головке балансира; О – ось качания балансира; О1 – ось вращения кривошипа; В – точка сочленения шатуна и балансира; С – точка сочленения кривошипа и шатуна; D – точка приложения центра тяжести уравновешивающего груза. На поверхности возле устья скважины устанавливается индивидуальный привод – станок-качалка 1, в передней части балансира в точке А на гибкой связи подвешивается устьевой шток, соединённый с колонной насосных штанг 7, в нижней части которой крепится плунжер глубинного насоса 4. В верхней (или в нижней) части плунжера установлен нагнетательный шаровой клапан. Корпус глубинного насоса, представляющий собой цилиндр, внутри которого перемещается плунжер, крепится к нижней части насосно-компрессорных труб 2, спускаемых в скважину. В нижней части цилиндра установлен всасывающий шаровой клапан, аналогичный нагнетательному, но больший по размеру. На входе насоса встраивается фильтр 5, предохраняющий от попадания в него механических примесей из перфорационных отверстий забоя 6. Насос погружается в скважину под статический уровень жидкости на величину h. Необходимо указать, что подбирается такой режим работы скважины, при котором динамический уровень по мере отбора жидкости не падал ниже статического уровня. При спуске НКТ в скважину уровень жидкости в самих трубах будет таким же, как уровень в самой скважине, т. е. в эксплуатационной колонне 3. Работа глубиннонасосной установки происходит следующим образом. Балансир относительно точки О совершает колебательные движения вверх-вниз. При этом точка подвеса насосных штанг А благодаря наличию гибкой связи перемещается строго по вертикали, описывая ход станка-качалки. Вместе с точкой А перемещается плунжер глубинного насоса, подвешенный к штангам. При перемещении его из крайнего нижнего положения в крайнее верхнее из-за разрежения в корпусе цилиндра насоса под плунжером открывается всасывающий клапан, и жидкость под напором Нs начинает поступать во внутреннюю полость насоса. При обратном ходе плунжера сверху вниз всасывающий клапан закрывается, а через открытый нагнетательный клапан жидкость начинает поступать в подъёмные трубы, в полость над плунжером, т. е. насос пропускает жидкость через себя. Описанные признаки характеризуют глубинный штанговый насос как плунжерный насос одинарного действия. При каждом последующем ходе плунжера в цилиндр поступает одно и то же количество жидкости, которое затем переходит в НКТ и постепенно поднимается к устью скважины. Таким образом, после многократных перемещений плунжера постепенно заполняются подъёмные трубы на высоту Нd и в итоге жидкость из скважины начинает поступать на поверхность через выкидную линию на пункты подготовки нефти к дальнейшему транспортированию либо в товарный парк, терминал, либо непосредственно на нефтеперерабатывающие заводы. Очень важно отметить, что поступление жидкости будет осуществляться не только при ходе плунжера вверх, но и при ходе плунжера вниз, при этом подаваемый объём жидкости по закону Архимеда будет равен объёму жидкости, вытесняемой штангами в течение хода. 23 Современные комплексы нефтедобычи имеют тенденцию к увеличению своей автономности24. Главной обособленной единицей нефтедобывающего комплекса является нефтяное месторождение. Для его эффективной эксплуатации требуется увеличение интегральности и интеллектуализации всех входящих в него систем. Одним из направлений такого развития является создание системы автоматического управления операциями по добыче нефти, которые призваны оптимизировать как интегральную модель месторождения, так и модель управления добычей. 2 Возможности автоматизации систем для штанговых скважинных насосных установок 2.1 Виды контроллеров для штанговой скважинной насосной установки российского и иностранного производства Современный подход к автоматизации процессов нефтедобычи диктует жесткие требования к программно-аппаратным комплексам контроля и управления штанговыми глубинными насосами (ШГН). Это связано с истощением ресурсов нефтяных пластов, высокой стоимостью электроэнергии, стремлением нефтяных компаний снизить затраты на ремонт скважин и более эффективно использовать свой персонал. Если раньше технические средства позволяли лишь эпизодически измерять технологические параметры на скважинах операторами с помощью переносных комплектов оборудования, то стационарно установленные на месторождениях современные микропроцессорные контроллеры позволяют осуществлять непрерывный автоматический контроль. Применительно к скважинам, эксплуатируемым штанговыми глубинными насосами, это означает измерение таких технологических параметров, как динамограмма (зависимость усилия на полированном штоке от перемещения точки подвеса штанг), динамический уровень, ваттметрограмма (зависимость потребляемой мощности от перемещения точки подвеса штанг), влияние газового фактора, давление на устье скважины, суточная производительность скважины и других. При этом функции управления должны обеспечивать дистанционное включение и отключение приводного электродвигателя, аварийное отключение установки, периодический режим эксплуатации, плавное регулирование скорости вращения при помощи преобразователя частоты 25 В 2007 году были известны целый ряд разработчиков и производителей контроллеров и станций управления для установок ШГН. Среди зарубежных фирм это “Lufkin Automation” (США), “eProduction Solutions” (США), “ABB” (США), “Automation Electronics” (США), “DrSCADA Automation” (США), “R&M Energy Systems” (США), “International Automation Resources” (США) и “ SPOC Automation” (США). Известны также отечественные разработчики, среди которых можно выделить НПФ «Экос» (Уфа), НПФ «Интек» (Уфа), ГУПНН «Авитрон-Ойл» (Уфа), НПО «Интротест» (Екатеринбург), НПФ «Интеграл +» (Казань), «Шатл» (Казань), ЗАО «Линт» (Казань), ООО «Аякс» (Ульяновск) и других26. Однако в 2014 году в своем исследование Хакимьянов М.И 27 уже отмечает, что из главных изменений на рынке средств автоматизации для нефтедобывающей промышленности, произошедших за последние 5-10 лет – это вытеснение с рынка мелких разработчиков и производителей. В связи с этим большинство контроллеров, представленных выше, в настоящее время уже не производятся и не эксплуатируются, а их разработчики переключились на другие виды деятельности. В 2019 году Солодкий Евгений Михайлович, отмечает, что на рынке автоматизации работы ШСНУ появляются контроллеры и станций управления добычей нефти следующих фирмы28 :НПФ «Экос» (Уфа), НПФ «Интек» (Уфа), НПО «Интротест» (Екатеринбург), НПФ «Интеграл +» (Казань), «Шатл» (Казань), ЗАО «Линт» (Казань), Danfoss (Дания), LufkinAutomation (США), eProductionSolutions (США), «ABB» (США), AutomationElectronics (США), DrSCADAAutomation (США), R&M EnergySystems(США), International Automation Resources (США) и SPOC Automation (США). Рассмотрим далее виды контроллеров для ШСНУ российского и иностранного производства. Сегодня Лафкин Индастриз разрабатывает, производит, поставляет продукцию нефтяной отрасли. Занимает лидирующее положение в мире как изготовитель и поставщик станков-качалок штанговых насосных систем. Охватывает оборудование, маркированные Lufkin, Churchill, American, LeGrand, Bethlehem, National и.т.д. Также Lufkin Automation является лидером отрасли в автоматизации процессов добычи нефти, в оптимизации режимов и обслуживании (контроллеры, динамометрирование, оборудование замера уровней, анализ скважин, программы анализа и подбора, консультации по подбору, анализу и обучению) С приобретенными Delta-X и Nabla и с помощью тысяч сервисных контроллеров, Lufkin Automation продолжает традиции Лафкина по оказанию помощи нефтяникам в снижении затрат и росте эффективности нефтедобычи29. Приводы с регулируемой скоростью являются решением Lufkin для управления скоростью насоса на скважинах с существующими контроллерами, такими как Lufkin Well Manager. Используя собранные данные привод регулирует скорость насоса, чтобы соответствовать входному значению каждого хода на основании предыдущего. Это позволяет оптимизировать процесс закачки, обеспечивая наилучшую производительность. Контроллеры штангового насоса Well Manager с помощью запатентованного алгоритма контроллеры штангового насоса Well ManagerTM контролируют и анализируют штанговые насосные скважины, обеспечивая повышение производительности, снижая затраты на электроэнергию, уменьшение времени простоя и затрат на обслуживание30. Контроллер SAM Well Manager фирмы Lufkin (рисунок 9) предусматривает подключение аналоговых датчиков усилия, а также дискретных датчиков положения, расположенных на валу электродвигателя и выходному валу редуктора 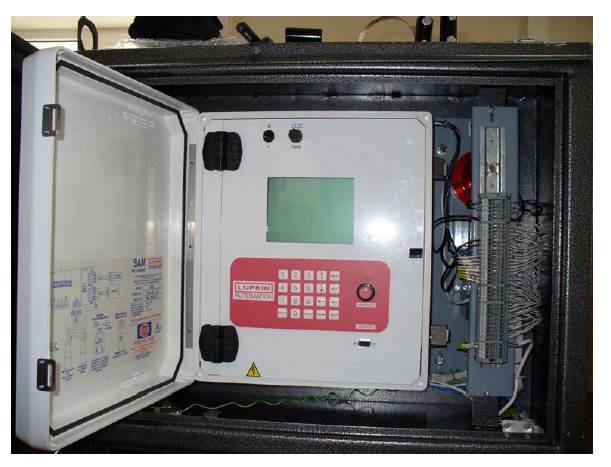 Рисунок 9 - Контроллер SAM Well Manager Данные с этих датчиков используются для контроля и управления работой насосной установки и визуального отображения графических данных на жидкокристаллическом дисплее или на экране портативного компьютера в легком для понимания формате (рисунок 10).  Рисунок 10 - Экран портативного компьютера31 Станции управления LWM VSD и REGEN построены на базе контроллера “SAM Well Manager” фирмы Lufkin Automation (США). Станция управления REGEN предназначена для работы с ШГН и винтовыми насосами. В СУ используется скважинный контроллер Lufkin Well Manager и частотный преобразователь ACS 800 производства фирмы ABB При эксплуатации скважин с использованием контроллера «Lufkin automation» выявлены Садыковой Р. Ш., Абдуллиновой Л. А следующие преимущества32:  Рисунок 11 - Преимущества использование контроллера фирмы «Lufkin» LUFKIN Well Manager™ 2.0 усовершенствован для удовлетворения завтрашних потребностей в интеллектуальном управлении уже сегодня. Это устройство нового поколения имеет интуитивно понятный интерфейс и самые передовые интеллектуальные решения для управления, чтобы максимизировать производительность скважины и улучшить работу оборудования для механизированной добычи. Функции: Точные данные = лучшая производительность Расширенные возможности управления Гибкое программирование Модульная конструкция с несколькими коммуникационными портами Функции крутящего момента редуктора Мониторинг тегов насоса Комплект обновления LUFKIN Well Manager 2.0 (рисунок 12) обеспечивает новые расширенные функции и вычислительную мощность LWM 2.0, которые можно легко установить во все существующие корпуса LWM первого поколения с минимальным временем простоя.  Рисунок 12 - Комплект обновления LUFKIN Well Manager 2.0 Функции Специально разработанный комплект оборудования для модернизации существующих LWM Полноценные возможности управления LWM 2.0 следующего поколения Простой и интуитивно понятный интерфейс33 Фирма “eProduction Solutions” (США) входящая в состав компании Weatherford International, является мировым лидером в предоставлении решений по оптимизации добычи для фонтанирующих скважин и всех форм механизированной добычи. Решения, предоставляемые eProduction Solutions, Inc, увеличивают производительность и снижают затраты на подъем. Они предоставляют гибкие, хорошо поддерживаемые продукты и услуги, которые способствуют внедрению инновационных подходов к оптимизации производства, что помогает компаниям работать лучше, эффективнее и быстрее. Более 100 000 скважин в настоящее время эксплуатируются с продуктами и услугами eProduction Solutions, Inc. С момента своего создания компания eP демонстрирует экспоненциальный рост благодаря как агрессивной программе приобретения, так и органическому росту основных продуктов и услуг34 Данная фирма предлагает сразу целый ряд контроллеров для установки на скважинах ШГН. Это контроллеры CAC2000, CAC8800, ePIC, ePAC и iBEAM (рисунок 13)  Рисунок 13 - Контроллер CAC8800 фирмы eProduction Solutions (США) 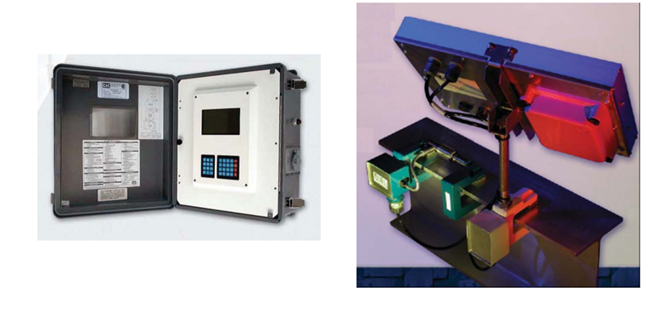 Рисунок 14 - Контроллер фирмы iBEAM (США) Наиболее оригинальной разработкой фирмы является устанавливаемый на балансире станка-качалки контроллер iBEAM (рисунок 14). На его верхней поверхности размещена солнечная батарея, обеспечивающая автономную работу. Для работы в ночное время предусмотрена аккумуляторная батарея. Поскольку в такой системе отсутствуют кабельные соединения, то измеренные и рассчитанные динамограммы передаются с помощью маломощного радиопередатчика на терминал, размещенный возле блока управления приводным двигателем. Такая система обладает большей надежностью, но является достаточно дорогостоящей в установке35. В данной системе полностью исключаются подвижные кабели от датчиков и кабели подвода питания, а соответственно повышается надежность и долговечность. В настоящее время контроллером iBEAM оснащено около 25 тысяч скважин во всем мире36. Контролеры компании Automation & Electronics выделяется от других большой разрешающей способностью АЦП. Компания Automation & Electronics предоставляет комплексные услуги в области контрольно-измерительных приборов и программного обеспечения, а также электрические, электронные и управляющие услуги для нефтегазовой, угледобывающей, промышленной и коммунальной отрасли водоснабжения и водоотведения37. Контроллер AEPOC 2100 фирмы “Automation Electronics” (США) отличается от остальных высокой разрешающей способностью АЦП (рисунок 15). Довольно распространенными являются контроллеры ALC600 фирмы ABB 38, которые эксплуатируются по всему миру. Блоки управления с этим контроллером предназначены для электродвигателей мощностью от 6 до 100 кВт.  Рисунок 15 - Фирма “Automation Electronics” (США) контроллер AEPOC 2100 Мировой лидер в производстве силовой электроники компания “ABB” (США) выпустила контроллер ALC 600. Контроллеры производства компании ABB – одни из самых быстрых и надежных из существующих на сегодняшний день. Контроллер (рисунок 16) предусматривает подключение датчиков усилия и положения и рассчитан на совместную работу с преобразователем частоты.  Рисунок 16 - Контроллер ALC 600 фирмы АВВ (США) После установки Системы ALC 600, система автономно поддерживает оптимальный режим нефтедобычи. За счет этого потребление электроэнергии снижается на 30%, примерно на столько же увеличивается срок службы нефтедобывающих установок, минимум на 20% возрастает производительность скважины. Кроме того, ALC 600 позволяют существенно экономить на обслуживании оборудования. Достаточно всего одного контрольного выезда специалистов на место установки этих систем в течение полугода и даже года. Они рассчитаны на бесперебойную работу в самых суровых погодных условиях, в том числе Крайнего Севера России. Системы ALC 600 разработаны в различных исполнениях, как в блок-боксе – для установки на кластере станков-качалок, так и для работы на открытом воздухе. Для России предусмотрен, в частности, «арктический вариант». Он имеет рабочую температуру и температуру хранения – 50 С, выдерживает скорость ветра до 80 км/час и высоту снежного покрова до 1,5 м, – сообщается в пресс-релизе компании АББ. Уникальность оборудования состоит также в том, что оно предлагает интегрированное решение для систем управления работой на скважинах с различными методами добычи нефти – и там, где используются станки-качалки, и где применяют центробежные или погруженные электрические насосы. Специалисты «АББ Автоматизация» еще в 2002 году были убеждены, что системы ALC 600 смогут поднять отечественную нефтедобывающую отрасль на новый качественный уровень, значительно повысить надежность и производительность работы на скважинах39. Итак, контроллер компании ABB имеет ряд преимуществ, которые нельзя не отметить:  Рисунок 17 - Преимущества контроллера компании ABB Один из лидеров в области электроприводной техники фирма Danfoss предлагает СУ для скважинных насосов с частотно-регулируемым приводом. Главная особенность СУ VLT SALT – это «бездатчиковое» управление, контроллер управляет режимом работы электродвигателя только по результатам измерения электрических параметров. При этом подключения дополнительных датчиков не требуется. В СУ имеются дополнительные цифровые и аналоговые входы для подключения датчиков давления и температуры, но их сигналы не используются для управления электроприводом, и имеют лишь защитную функцию – выключение установки при достижении параметром предельного значения. Управление электроприводом в бездатчиковых системах осуществляется по моменту на валу двигателя, который определяется по информации о мощности и скорости вращения вала. Несмотря на отсутствие датчиков динамометрирования, СУ VLT SALT (по информации фирмы – производителя) при работе с ШГН обеспечивает выполнение таких функций, как определение срыва подачи и запарафинивания скважины, а также расчет дебита. Для определения дебита скважины должны быть заданы диаметр и коэффициент полезного действия насоса, а также длина хода штока. В данной станции управления используется преобразователь частоты Danfoss FC-302 Automation Drive со встроенным контроллером SALT MCO-360 В станции управления ШГН фирмы Unico к контроллеру подключаются датчики динамометрирования и ваттметрирования. Станция управления ШГН фирмы Unico показана на рисунке . |