Автомобили Вариант 7. 1. Информационное обеспечение работоспособности и диагностика автомобилей
 Скачать 275.29 Kb. Скачать 275.29 Kb.
|

|
Вариант 7 1. Информационное обеспечение работоспособности и диагностика автомобилей. Процесс эффективного управления системой базируется на непрерывной, полной и достоверной информации об окружающей обстановке и внутренних изменениях в системе, поступающей в управляющие органы в соответствии с определённым уровнем иерархии принятия решений. При принятии решений в технической эксплуатации автомобилей используют два вида информации: вероятностную, характеризующую состояние совокупности объектов (автомобилей, агрегатов, деталей) и дающую представление о средних значениях показателей, и индивидуальную, характеризующую состояние или показатели работы конкретного объекта - автомобиля в целом, агрегата, детали. Точность и достоверность статистической информации оценивается на основе применения методов математической статистики, заключающихся в определении доверительных границ интервала, который с заданной доверительной вероятностью покрывает истинное значение показателя. Индивидуальную (диагностическую) информацию можно получить по отчётным данным для конкретного автомобиля (агрегата) или путём непосредственного измерения параметров технического состояния данного автомобиля. Статистическая и диагностическая информации дополняют друг друга в процессе принятия решения. Процесс передачи информации реализуется с помощью первичных носителей информации, в качестве которых выступают различные документы. Информация в документах может быть представлена в формализованном либо в неформализованном виде. При этом учитывается человеко-машинный характер обработки документа с использованием ЭВМ. В инженерно-технической службе автомобильного транспорта при оперативном управлении в качестве первичных используются следующие основные документы: «Листок учёта ТО и ремонта», «Требование на запасные части», «Лицевая карточка автомобиля», «План-отчёт ТО». Эти первичных документа являются основой организации документооборота ИТС, т.е. организации документопотоков по подсистемам управления и их трансформации в этом процессе. В процессе оперативного управления работоспособностью автомобилей наряду с общей статистической информацией необходима индивидуальная информация, отражающая уровень технического состояния конкретного автомобиля, системы, агрегата, детали. Получение такой информации возможно путём непосредственного измерения параметров технического состояния данного автомобиля и сравнения их текущих значений с нормативами. С точки зрения оценки состояния системы и проявления её свойств различают параметры структурные и выходные. Каждый из элементов системы, которой является автомобиль или агрегат, и каждое простейшее сопряжение можно оценить с помощью одного или нескольких структурных и выходных параметров. Система же оценивается по совокупности параметров, отражающих состояние отдельных элементов, сопряжений и их свойств. На основании анализа и классификации по методу назначения или определения нормативные значения параметров можно разбить на три группы: - нормативные значения, задаваемые на уровне государственных стандартов или других руководящих документов общегосударственного значения; - нормативы параметров, изменение которых не зависит от условий эксплуатации автомобилей, а определяется только конструктивными и технологическими факторами, такими, как применяемые материалы, технология изготовления, форма и размеры и т.п.; - нормативы для параметров, на изменение которых в зависимости от наработки существенное влияние оказывают условия эксплуатации. Для принятия персоналом инженерно-технической службы автомобильного транспорта эффективных решений по оперативному управлению производственными процессами технической эксплуатации автомобилей возникает необходимость в использовании достоверной информации о техническом состоянии каждого отдельно взятого автомобиля. Основными источниками этой информации на автомобильном транспорте являются технический контроль, включающий в себя осмотр и инструментальное диагностирование. На современном этапе развития производства технический контроль выполняет две основные функции: выявление и отбраковка продукции, не соответствующей требованиям технических условий; получение дополнительной информации о производственном процессе и его результатах для выработки управляющих воздействий, направленных на поддержание заданного уровня качества продукции. При этом необходимо, чтобы получение указанной информации было доступным, не требовало разборки агрегатов и механизмов и больших затрат труда. На первых этапах развития специфика производственных процессов технической эксплуатации автомобилей, характеризующихся высокой степенью неоднородности, определила возможность применения на АТП в основном субъективных методов определения технического состояния автомобиле при осмотре квалифицированным персоналом. Однако с ростом мощности автотранспортных предприятий в связи с проводимой технической политикой, направленной на концентрацию производства, процесс управления работоспособностью всё более сложным, а требования к индивидуальной информации повышались. В связи с этим на автомобильном транспорте появилась и начала развиваться техническая диагностика, поначалу называемая просто контролем, способствующая повышению производительности труда ремонтных рабочих, надёжности и безопасности движения автомобилей, снижению трудоёмкости работ, экономии топливно-энергетических и материальных ресурсов. Различают понятие диагностики как отрасли знаний и как области практической деятельности. В первом случае используется термин «техническая диагностика»; во втором - «техническое диагностирование». Техническая диагностика - отрасль знаний, исследующая технические состояния объектов, диагностирования и проявления технических состояний, разрабатывающая методы их определения, а также принципы построения и организацию использования систем диагностирования. Техническое диагностирование - процесс определения технического состояния объекта диагностирования с определённой точностью. Диагностирование завершается выдачей заключения о необходимости проведения исполнительской части операций ТО или ремонта. Важнейшее требование к диагностированию - возможность оценки состояния объекта без его разборки. Диагностирование является качественно новой, более совершенной формой проведения контрольных работ. Возникновение потребности в объективной и достоверной информации, получаемой с помощью инструментальных методов контроля, объясняется действием на автомобильном транспорте двух важных факторов усложнения обеспечить поддержание работоспособности автомобилей в условиях низкой обеспеченности квалифицированными кадрами. В условиях нехватки квалифицированных кадров при прочих равных условиях ухудшается качество проведения работ по ТО и ремонту автомобилей, а некоторые сложные виды работ не могут быть выполнены. Использование инструментальных методов контроля позволяет повысить полноту и качество выполнения операций ТО и ремонта при определённом снижении требований к квалификации персонала. В последние годы отмечается тенденция усложнения и совершенствования диагностического оборудования за счёт широкого применения микропроцессорной техники, автоматизации рабочих процессов, упрощения подключения и приведения в действие оборудования. Применение объективных методов инструментального контроля обеспечивает при определённом повышении затрат на оборудование существенную экономию на подготовке кадров. Важное значение имеет для персонала инженерно-технической службы АТП возможность определения показателей эксплуатационных свойств каждого конкретного автомобиля. Проведение планового или заявочного диагностирования позволяет в значительной степени сократить эти затраты и обеспечить своевременное выявление автомобилей с отклонениями и устранение выявленных неисправностей. Значительную роль в снижении затрат при проведении ТО и ремонта сыграли широко проводимые в нашей стране мероприятия по концентрации подвижного состава на крупных автотранспортных предприятиях и внедрению на них централизованной системы управления производством. В этих условиях повысилось значение необходимости совершенствования методов информационного обеспечения процессов управления производством ТО и ремонта автомобилей, т.к. низкое качество используемой субъективной информации значительно затрудняло управление и снижало надёжность функционирования системы. Персонал ИТС, получая информацию типа «пережог топлива», «не держат тормоза», «шум в главной передаче», не имеет возможности при принятии решения придать ему нормативную форму, обеспечивающую поэтапный количественный и качественный контроль его выполнения. В этом случае инженер теряет свои управленческие функции, превращается в регистратора факта поступления автомобиля в ремонт, а ответственность за принятие конкретного решения перекладывается с помощью общего указания «найти и устранить неисправность» на непосредственного исполнителя. Эффективность функционирования системы поддержания работоспособности автомобилей при этом определяется уровнем её самоорганизации, зависящим от квалификации исполнителей, их материальной и моральной заинтересованности, трудовой дисциплины и т.д. Повысить надёжность и эффективность работы технической службы позволяет применение диагностирования для уточнения и локализации неисправностей в случае неоднозначной информации и принятия на этой основе персоналом инженерно-технической службы обоснованных решений, обеспечивающих их доведение до исполнителей в чёткой нормативной форме и предварительную подготовку производства. Это в значительной степени снижает простои автомобилей в ремонте и повышает качество его проведения. 2. Назначение и состав комплектов и комплексов для определения технического состояния автобусов, легковых и грузовых автомобилей. Современные комплекты средств диагностики позволяют проводить комплексное диагностирование технического состояния автомобиля. Подбор комплекта осуществляется по признаку специализации. Комплекты могут быть ориентированы как на тип транспортного средства, так и на заданную группу элементов автомобиля. Наиболее полным является диагностический комплект для легковых автомобилей. Комплект предназначен для определения технического состояния легковых автомобилей массой в снаряженном состоянии до 4000 кг с шириной колеи от 1100 до 1800 мм. Комплект включает прибор для проверки бензонасосов, карбюраторный анализатор, секундомер, аккумуляторный пробник, пневмотестер, тяговый автоматизированный стенд, наконечник для воздухораздаточного шланга, линейку для проверки схождения колес автомобилей, инструмент для технического обслуживания электрооборудования автомобиля, компрессометр, индикатор плотности, газоанализатор, комбинированный прибор, стробоскоп, расходомер, стетоскоп, приспособление для проверки свободного и рабочего ходов педалей тормоза и сцепления, тележку. Оборудование, входящее в комплект, позволяет определять тяговые и экономические показатели автомобилей; состояние цилиндропоршневой группы, газораспределительного механизма, систем зажигания и электрооборудования двигателя; давление в бензопроводе, развиваемое бензонасосом; содержание окиси углерода в отработавших газах двигателя; давление воздуха в шинах; свободный и рабочий ходы педалей тормоза и сцепления. Диагностические комплексы представляют собой комплекты оборудования, размещенные на одном посту для диагностирования различных систем автомобилей с помощью компьютера, к которому подключается все оборудование постового комплекса. Комплектование комплекса в зависимости от специализации может отличаться. При необходимости допустимо расширение функциональных возможностей комплексов посредством модульного наращивания, Т.е. подключения новых устройств и обновления программного обеспечения. Минимальный комплект оборудования для диагностического комплекса включает: устройство централизованного управления (компьютерный блок 1) диагностическим анализатором, газоанализатором для карбюраторных и дымомером для дизельных двигателей, тормозным стендом, стендами для диагностирования подвески, рулевого управления и «схождения» колес, а также платформами для трекинга. Кроме того, пост оснащается прибором контроля света и при необходимости подъемником, стендом контроля амортизаторов, стендом контроля точности показаний спидометра и прибором контроля качества тормозной жидкости. Диагностическое оборудование предназначено для проверки технического состояния как автомобиля в целом, так и основных его узлов и систем. Техническое состояние в целом оценивается уровнем безопасности движения, воздействием на окружающую среду, тягово-экономическими характеристиками. Основным принципом деления средств технического диагностирования (СТД) является его функциональное назначение, т. е. отнесение к соответствующему виду работ (рис. 1).  Рис. 1. Классификация диагностического оборудования 3. Техническое обслуживание и текущий ремонт агрегатов и механизмов трансмиссии На агрегаты трансмиссии: сцепление, коробку передач (КП), гидромеханическую передачу (ГМП), карданную передачу, ведущие мосты приходится 15…20 % отказов и 20…30 % материальных и трудовых затрат на их устранение. Это связано с тем, что основные рабочие детали трансмиссии большую часть времени находятся под действием высоких удельных знакопеременных нагрузок. Основными неисправностями сцепления являются: отсутствие свободного хода педали сцепления функциональных накладок; ослабление пружин; неполное выключение сцепления из-за большого свободного хода; перекос рычажков или коробление ведомого диска; нагрев, стуки и шумы в связи разрушением подшипника выключения; ослабление заклепок накладок диска; поломка демпферных пружин; износ шлицевого соединения. К неисправностям карданной передачи относятся: биение вала, увеличенные зазоры в шарнирах, что сопровождается вибрацией, стуками и шумом во время работы, особенно при переключении передач в режиме разгона автомобиля. Характерными неисправностями механической коробки передач, раздаточной коробки, главной передачи являются: самовыключение передачи из-за разрегулировки привода, износ подшипников, зубьев, шлицов, валов, фиксаторов; шумы и стуки при переключении передач из-за неисправностей синхронизатора; повышенные вибрации, нагрев, люфт из-за износа или поломки зубьев шестерен, износа подшипников, разрегулировки зацепления зубчатых пар, малого уровня или отсутствия смазки в редукторах. К основным неисправностям гидромеханической коробки передач относятся: не включение передач при движении автомобиля из-за выхода из строя электромагнитов, заклинивания главного золотника, отказа гидравлических клапанов, разрегулировки системы автоматического управления переключения передач; несоответствие моментов переключения передач вследствие разрегулировки системы автоматического переключения передач или неисправностей силового и центробежного регуляторов; пониженное давление масла в главной магистрали из-за износа деталей масляных насосов или внутренних утечек масла в передаче; повышенная температура масла на сливе из гидротрансформатора вследствие коробления или износа дисков фрикционов. Для переднеприводных легковых автомобилей могут дополнительно возникать неисправности: повреждение чехлов, закрывающих шарниры равных угловых скоростей (ШРУСов); деформация приводных валов; износ самих шарниров. При общем диагностировании трансмиссии определяют механические потери на прокручивание ведущих колес стендом тяговых качеств, оценивают плавность включения передач, шумы и стуки при работе элементов трансмиссии, величину их нагрева. При поэлементном диагностировании определяют техническое состояние каждого из агрегатов. Техническое состояние сцепления достаточно полно определяется величиной свободного хода педали, полнотой выключения сцепления и его пробуксовкой. Свободный ход педали измеряется с помощью линейки или специальными устройствами типа КИ-8929. При этом на педаль нажимают рукой, перемещая ее от первоначального состояния до возникновения усилия на педали. Для большинства автомобилей он должен быть в пределах 15…45 мм (меньшие значения имеют автомобили с механическим или гидравлическим приводом сцеплений). При несоответствии свободного хода его регулируют изменением зазора между концами нажимных рычажков и выжимным подшипником, для чего в тяге привода предусмотрен резьбовой регулировочный узел. Полнота выключения сцепления оценивается по легкости включения передач. Буксование сцепления определяется при работе автомобиля под нагрузкой на стенде тяговых качеств с помощью электронного стробоскопа, включенного в цепь системы зажигания или с помощью стробоскопа, подключаемого к форсунке первого цилиндра (для дизельного двигателя). Во время подачи высокого напряжения на свечу первого цилиндра или впрыске форсункой топлива на стробоскоп подаются импульсы, приводящие к дискретным вспышкам лампы стробоскопического устройства, осуществляемым синхронно вращению коленчатого вала двигателя. При отсутствии буксования сцепления карданный вал, освещаемый вспышками лампы стробоскопа, будет казаться неподвижным, так как он вращается с коленчатым валом как одно целое. Если карданный вал будет ощутимо вращаться в свете лампы стробоскопа, то сцепление пробуксовывает. Такую проверку целесообразно проводить совместно с оценкой мощностных свойств автомобиля. Гидро- или пневмопривод сцепления оценивается по герметичности. Техническое состояние коробки передач определяют по ее тепловому состоянию, шумам, стукам, вибрациям, по суммарному угловому люфту на каждой передаче и осмотром с помощью эндоскопа. Тепловое состояние КП определяют с помощью специальных термометров после возвращения автомобиля с линии, чтобы агрегаты трансмиссии не остыли. Температура не должна превышать 35…50 °С. Большие ее значения свидетельствуют о наличие износов или недостаточном количестве масла в картере коробки передач. При диагностировании по параметрам шума и вибрации используют стетоскопы. Данный метод сочетается с прослушиванием характерных шумов элементов трансмиссии при имитации движения автомобиля на стендах тяговых качеств при небольшой нагрузке. При этом дополнительно выявляются легкость переключения передач, места повышенного нагрева и т.д. Суммарные угловые люфты по передачам определяются с помощью динамометра-люфтомера (рис.2). 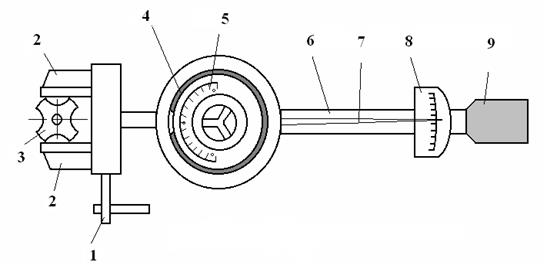 1 – винтовой зажим; 2 – подвижные губки; 3 – фланец крестовины; 4 – жидкостный уровень; 5 – угловой лимб; 6 – рессора; 7 – стрелка динамометра; 8 – шкала динамометра; 9 – рукоятка Рисунок 2 – Схема динамометра-люфтомера С помощью зажима 1 он крепится к фланцу крестовины карданной передачи, связанному с вторичным валом КП. Нажимают на рукоятку 9 с усилием 15…25 Н×м, фиксируемому по шкале 8 динамометра и замечают положение пузырька жидкостного уровня 4 по угловой шкале 5. Затем нажимают на рукоятку 9 с таким же усилием в противоположную сторону, чтобы выбрались зазоры и по жидкостному уровню и шкале 5 определяют суммарный угловой зазор. Проверку осуществляют при последовательном включении всех передач. Величина суммарного углового люфта на передачах не должна превышать 6…10 °. Большие значения люфта говорят о наличии износов в зубчатых парах. Диагностирование гидромеханических передач проводят на стенде тяговых качеств с заданием необходимых скоростных и нагрузочных режимов — разгона, торможения, установившегося движения на каждой передаче. При этом используют переносные приборы, подключаемые к электромагнитам первой и второй передач, к магистрали подачи масла от главного золотника к клапану блокировки гидротрансформатора. Здесь же определяются моменты переключения передач по скорости при плавном «разгоне» автомобиля на ненагруженных роликах стенда. При этом моменты переключения определяются по колебаниям стрелки спидометра. Механизмы ГМП регулируют при помощи специального винта, изменяя положение главного золотника для обеспечения требуемых режимов автоматического переключения передач (например, для ГМП автобуса ЛиАЗ при разгоне с полностью открытой дроссельной заслонкой переключение с понижающей передачи на прямую должно происходить при скорости 25…30 км/ч, блокировка гидротрансформатора - при скорости 35…42 км/ч). Регулируют также ход конца продольной тяги управления силовым регулятором и зазор в механизме управления золотниками периферийных клапанов с целью снижения в процессе эксплуатации износа дисков двойного фрикциона. Карданная передача диагностируется по радиальному биению. При этом вывешивается одно ведущее колесо и с помощью прибора определяют радиальное биение (рис.3). Оно равно разности максимального и минимального значений показаний индикатора перемещений при повороте карданного вала на 360° (для этого вручную прокручивают вывешенное колесо). Допустимое значение биения для грузовых автомобилей составляет 0,9…1,1 мм, для легковых – 0,4…0,6 мм. Износы в шарнирах и шлицевых соединениях оцениваются визуально по их относительному перемещению при поворачивании карданного вала в обе стороны вручную. Не должно быть ощутимого люфта и стука. Суммарный угловой люфт может быть также замерен с помощью динамометра-люфтомера. При этом один конец карданной передачи должен быть защемлен (для автомобилей типа ГАЗ, ЗиЛ используется стояночный тормоз). Его величина не должна превышать 2…4°. Ведущие мосты диагностируются по тем же параметрам и теми же средствами, что и механические коробки передач. Суммарный угловой люфт для одинарных главных передач должен быть не более 35…40°, для двойных – 45…60° (при проверке в коробке передач должна быть включена нейтральная передача). 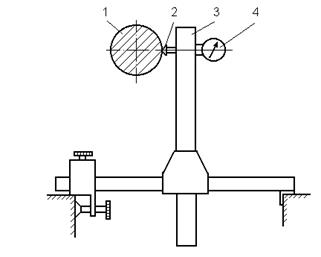 1 – карданный вал; 2 – наконечник индикатора; 3 – штатив с упорами; 4 – индикатор линейных перемещений Рисунок 3 – Схема прибора для проверки биения карданного вала Эти работы могут проводиться параллельно с проведением профилактических операций. Так при ТО-1 должен проверяться свободный ход педали сцепления и герметичность гидро- или пневмопривода. По коробке передач проверяется действие механизма переключения передач при неподвижном автомобиле. По ГМП проверяется правильность регулировки механизма управления периферийными золотниками. По карданной передаче проверяется люфт шарнирных и шлицевых соединений, состояние промежуточной опоры. Кроме того, при ТО-1 осуществляется проверка креплений элементов трансмиссии и герметичность соединений КП и ведущего моста. При ТО-2 дополнительно по ГМП проверяются правильность регулировки режимов переключения передач, давление масла в системе и исправность датчика температуры масла, по ведущему мосту – крепление гайки фланца ведущей шестерни главной передачи (при снятом карданном вале). При технических обслуживаниях приводов передних колес ограничиваются их осмотром и прослушиванием шумов и стуков в ШРУСах при прокручивании колес. При обнаружении неисправности негодные элементы (резиновые чехлы, ШРУСы) заменяют. При замене ШРУСа в него закладывают смазку ШРУС-4 (УЛи 4/12-д2), которая не пополняется до следующей его замены. Работы по восстановлению агрегатов трансмиссии выполняют в агрегатном участке после их демонтажа с автомобиля. Сцепление снимают после демонтажа коробки передач, как правило, вместе с кожухом, предварительно отсоединив его привод. После снятия очищают нажимной и ведомый диски. Ведомый диск дефектуют на износ фрикционных пластин и биение. Изношенные накладки заменяют новыми. При торцевом биении ведомого диска более 1 мм осуществляют его правку. При всех других неисправностях ведомый диск заменяют. Нажимной диск выбраковывают при его значительном износе или других дефектах. Установку сцепления приводят в порядке, обратном разборке. Чтобы сцентрировать ведомый диск относительно маховика, используют специальную шлицевую оправку или вспомогательный первичный вал коробки передач, вставляя его в шлицевое отверстие ведомого диска и подшипник фланца коленчатого вала. После чего окончательно подтягивают кожух сцепления к маховику. Причем подтягивать необходимо постепенно и последовательно в 2…3 приема. Если сцепление имеет гидропривод, то его прокачивают для удаления воздуха, а затем регулируют свободный ход педали. При ремонте КП из нее сливают масло. Затем КП снимают с автомобиля, подвергают наружной очистке и мойке и доставляют в агрегатный участок. Первоначально снимают крышку коробки передач с механизмом переключения передач. Чтобы выпрессовать первичный вал, используют специальное приспособление (рис.4). 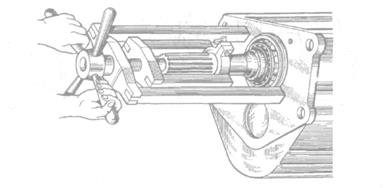 Рисунок 4 – Приспособление для выпрессовки подшипника первичного вала Подшипник вторичного вала вместе с валом выпрессовывается молотком с помощью оправки. Промежуточный вал выпрессовывают с помощью съемника. Для разборки промежуточного вала также используются специальные приспособления. После окончательной разборки все детали промывают в керосине или моющем растворе (при наличии установки для мойки деталей) и дефектуют. Изношенные элементы заменяют. 4. Порядок хранения агрегатов, запасных частей и ремонтных материалов. Запасные части хранят в закрытых складах на многоярусных стеллажах закрытого (клеточного) и открытого (полочного) типов или в шкафах. Агрегаты автомобилей хранят на стеллажах или устанавливают на деревянном настиле пола. Номенклатура хранимых в автохозяйствах технических материалов достигает 3500 наименований. Обычно эти материалы разбивают на 10 основных групп: металлы инструменты и приспособления электротехнические материалы скобяные товары москательные товары и химикаты ремонтностроительные материалы вспомогательные материалы спецодежда станки и принадлежности к ним разные материалы Для удобства работы склада каждая из групп в свою очередь делится на 10 подгрупп по признаку однородности материалов и получает свой второй номенклатурный номер. Каждую подгруппу подразделяют на 10 частей, из которых каждая получает свой номенклатурный номер и т. д. Таким образом, каждый материал имеет определенный трех- или четырехзначный номер, который полностью характеризует его, что дает возможность расположить материалы на складе в определенной последовательности. Такая классификация материала носит название лестничной и широко применяется на складах автохозяйств. Материалы располагают на специальных стеллажах, позволяющих быстро отыскивать необходимый сортамент. Металлы в прутках хранят на многоярусных стеллажах в горизонтальном положении; тяжеловесные куски металлов диаметром поперечного сечения более 100 мм — на низких роликовых стендах. Листовые металлы можно хранить как в кипах, так и в вертикальном положении в клетках. Легковоспламеняющиеся материалы и кислоты (лаки, краски, серную и соляную кислоты) хранят в огнестойком изолированном помещении. Бутыли с кислотой устанавливают отдельно в отгороженном помещении в специальной мягкой таре. Промежуточные кладовые устраивают в крупных цехах (цехах текущего ремонта, технического обслуживания, механическом и агрегатном) для ускорения получения необходимых материалов или деталей. Инструментально-раздаточная кладовая предназначена для хранения монтажных, режущих, контрольно-измерительных инструментов и приспособлений, необходимых для выполнения работ в цехах. В этой кладовой проверяют качество инструментов и производят их мелкий ремонт (например, заточку). Инструменты, требующие более сложного ремонта, сдают по нарядам в производственные цехи. Инструменты хранят в многоярусных клеточных стеллажах так, чтобы каждый номенклатурный номер имел свою отдельную ячейку. Кладовая инструментов водителей служит для хранения и выдачи инструментов, закрепленных за автомобилями. Здесь же проверяют комплектность и техническое состояние инструментов, сдают в ремонт неисправные инструменты и заменяют изношенные. Инструменты хранятся в стандартных ящиках или брезентовых сумках на клеточных стеллажах. Количество ячеек стеллажа должно соответствовать количеству автомобилей. Над каждым гнездом укрепляют ярлык с надписью, указывающей гаражный номер автомобиля. На каждый автомобиль заводят инструментальную книжку, в которую записывают инструменты, выданные на автомобиль. В такелажной кладовой хранят и выдают погрузочный инвентарь-такелаж (брезенты, веревки, цепи, ломы, лопаты), а также ремонтируют и просушивают его, учитывают и пополняют. Для хранения такелажа применяют полочные многоярусные стеллажи, а для сушки устраивают сушильные отделения с вешалками. На склад утиля принимают от производства негодное имущество и материалы, сортируют их по степени возможного использования и сдают соответствующим организациям для вторичного использования. 5. Состав и задачи группы организации управления производством. Процесс производства осуществляется путем преобразования предметов труда в конечный продукт. Для этого создаются цеха рабочих, специалистов, которые объединяют в бригады. Так происходит сочетание производственного и информационного процессов. Чтобы в итоге получилось то, что запланировано, важно качественное управление производством. Управление производством - это деятельность, направленная на формирование, поддержание и развитие системной, процессной и функциональной деятельности предприятии на основе технологий, полноценной деятельности производственной системы и создания эффективного процесса производственной безопасности, охватывающих все стороны деятельности предприятия. Организация производства - это совокупность принципов, методов и форм согласования действий работников предприятий, направленных на рациональное использование производственных ресурсов и эффективного ведения производства. Система управления (СУ) организацией включает в себя совокупность всех служб организации, всех подсистем и коммуникаций между ними, а также процессов, обеспечивающих заданное функционирование. Управление организацией - это непрерывный процесс влияния на производительность работника, группы или организации в целом для наилучших результатов с позиций достижения поставленной цели. "Управлять - значит вести предприятие к его цели, извлекая максимальные возможности из всех имеющихся в его распоряжении ресурсов", - так охарактеризовал процесс управления Г. Файоль. Процесс управления предусматривает согласованные действия, которые и обеспечивают в конечном счете осуществление общей цели или набора целей, стоящих перед организацией. Для координации действий должен существовать специальный орган, реализующий функцию управления. Поэтому в любой организации выделяются управляющая и управляемая части. Схема взаимодействия между ними показана на рис. 5. В управляющую часть входит дирекция, менеджеры и информационные подразделения, обеспечивающие работу руководящего звена. Эту часть организации принято называть административно-управленческим аппаратом. Входным воздействием и конечным продуктом управляющей части является информация. Управляющее звено - необходимый элемент любой организации. 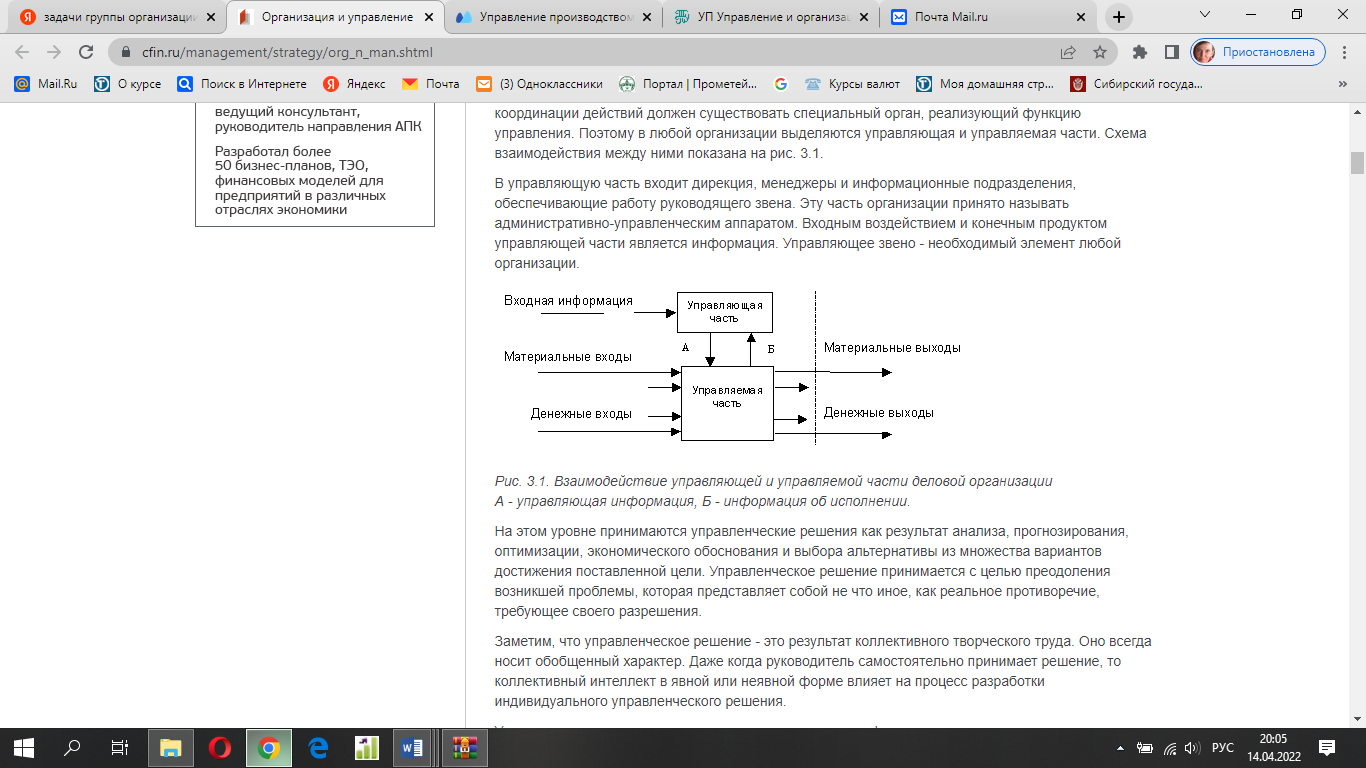 Рис. 5 - Взаимодействие управляющей и управляемой части деловой организации А - управляющая информация, Б - информация об исполнении. На этом уровне принимаются управленческие решения как результат анализа, прогнозирования, оптимизации, экономического обоснования и выбора альтернативы из множества вариантов достижения поставленной цели. Управленческое решение принимается с целью преодоления возникшей проблемы, которая представляет собой не что иное, как реальное противоречие, требующее своего разрешения. Заметим, что управленческое решение - это результат коллективного творческого труда. Оно всегда носит обобщенный характер. Даже когда руководитель самостоятельно принимает решение, то коллективный интеллект в явной или неявной форме влияет на процесс разработки индивидуального управленческого решения. Управляемая часть - это различные производственные и функциональные подразделения, занятые обеспечением производственного процесса. То, что поступает на вход управляемой части, и то, что является ее выходом, зависит от типа организации. Так например, если речь идет о деловой организации, осуществляющей управление финансами, скажем, о банке, то на его вход поступают денежные средства или их заменители (ценные бумаги, векселя, акции и т.п.). Выходом является информация по управлению финансовыми потоками и денежными средствами. Во многих случаях банк осуществляет выплату наличных денежных средств. Чтобы координировать действие управляемой части, необходимо использовать систему научного управления, обоснованную Ф. Тейлором в его книге "Принципы научного управления", вышедшей в свет в 1911 году. Ф. Тейлор впервые отделил процесс планирования труда от самого труда, выделив, таким образом, одну из основных управленческих функций. Основные положения системы научного управления по Тейлору формулируются следующим образом: создание научного фундамента, заменяющего собой традиционные, практически сложившиеся методы работы; отбор и обучение сотрудников на основе научных критериев; взаимодействие между администрацией и исполнителями с целью практического внедрения научно разработанной системы организации труда; равномерное распределение труда и ответственности между администрацией и исполнителями. Позже Г. Эмерсон сформулировал 12 принципов производительности труда, относящиеся к звену управления организацией, определив истинную миссию и назначение управленческого труда: отчетливо поставленные цели; здравый смысл; компетентная консультация; дисциплина; справедливое отношение к персоналу; быстрый, надежный, полный, точный, постоянный учет; диспетчирование; нормирование операций; эффективное планирование; нормализация условий труда; стандартные письменные инструкции; вознаграждение за производительность. Наиболее четко задачи управления организацией сформулировал Г. Файоль, ученик и последователь Ф. Тейлора и один из основателей научной теории управления. Он выделил 6 областей деятельности предприятия, которыми необходимо управлять: техническую, коммерческую, финансовую, бухгалтерскую, административную и защитную. По его мнению, наиболее характерными задачами звена управления являются: планирование общего направления действия и предвидение конечного результата; "организовывание", т.е. распределение и управление использованием материальных и человеческих ресурсов; выдача распоряжений для поддержания действий работников в оптимальном режиме, координация различных действий для достижения общих целей; выработка норм поведения членов организации и проведение мероприятий по соблюдению этих норм; контроль за поведением членов организации. Файоль сформулировал характерные признаки процесса управления в начале ХХ века. С тех пор в деятельности организаций произошли значительные изменения. Усложнилась их структура, научно-техническая революция в области естественных наук привела к возникновению новых сложных технологий, стремительное внедрение средств вычислительной техники в различные области человеческой деятельности заметно повлияло на технологию принятия управленческих решений и на процедуру, которая носит название "контроль за исполнением решения". Изменилась технология управления финансами. В последнее время многие преобразования в этой сфере связаны с внедрением электронных систем расчетов и электронных заменителей денег. Список литературы 1. Беднарский, В.В. Техническое обслуживание и ремонт автомобилей: Учебник / В.В. Беднарский. - Рн/Д: Феникс, 2007. - 456 c. 2. Виноградов, В.М. Техническое обслуживание и ремонт автомобилей: Основные и вспомогательные технологические процессы. Лабораторный практикум / В.М. Виноградов. - М.: Academia, 2017. - 313 c. 3. Виноградов, В.М. Технологические процессы технического обслуживания и ремонта автомобилей: Учебник / В.М. Виноградов. - М.: Академия, 2019. - 240 c. 4.Виноградов, В.М. Организация производства технического обслуживания и текущего ремонта автомобилей: Учебное пособие / В.М. Виноградов. - М.: Академия, 2018. - 112 c. 5. Виноградов, В.М. Технологические процессы технического обслуживания и ремонта автомобилей: Учебник / В.М. Виноградов. - М.: Academia, 2017. - 199 c. 6. Виноградов, В.М. Технологические процессы ремонта автомобилей: Учебное пособие / В.М. Виноградов. - М.: Academia, 2018. - 140 c. 7. Виноградов, В.М. Технологические процессы ремонта автомобилей / В.М. Виноградов. - М.: Academia, 2018. - 160 c. 8. Виноградов, В.М. Технологические процессы ремонта автомобилей: Учебное пособие / В.М. Виноградов. - М.: Academia, 2018. - 160 c. 9. Виноградов, В.М. Техническое обслуживание и текущий ремонт автомобилей. Механизмы и приспособления: Учебное пособие / В.М. Виноградов, А.А. Черепахин, И.В. Бухтеева. - М.: Форум, 2019. - 312 c. |