ковш. 1. Определение параметры ковша 10 1Определение центра тяжести корпуса порожнего сосуда 19
 Скачать 1.24 Mb. Скачать 1.24 Mb.
|

|
Содержание Введение 4 1.Определение параметры ковша 10 2.1Определение центра тяжести корпуса порожнего сосуда 19 2.2 Определение центра тяжести футеровки порожнего сосуда 22 3 Опрокидывающие моменты сосудов с жидким металлом 25 3.1Опрокидывающий момент в зависимости от веса порожнего сосуда 25 3.2Опрокидывающий момент в зависимости от сил трения в опорах 25 Заключение 34 Список использованных источников 35 Введение Разливка стали в крупные слитки осуществляется из сталеразливочных ковшей. При этом сталь в ковше подвергается, как правило, комплексной внепечной обработке, включающей доводку металла по химическому составу и температуре. Сталеразливочный ковш предназначен для транспортировки жидкой стали от плавильного агрегата к месту расположения изложниц, внепечной обработки стали и последующей разливки. В настоящее время большинство цехов для производства крупных кузнечных слитков оснащено установками ковш-печь и вакуумирования в ковше. Соответственно технологическая система, предполагающая комплексную внепечную обработку стали в ковше накладывает дополнительные условия на износостойкость футеровки ковша. Отличительной особенностью сталеразливочных ковшей для разливки в крупные слитки является наличие в цехе ковшей разной вместимости, что обеспечивает возможность отливки слитков различной массы. Более того, при производстве крупных и сверхкрупных слитков производители сталкиваются с тем фактом, что масса слитка значительно превышает массу плавки. Это предопределяет наличие в цехе сталеразливочных ковшей, имеющих вместимость по меньшей мере 2-3 плавки. При этом на заключительной стадии разливки металла в слитки также может использоваться технологический прием доливки горячего металла в прибыль из небольшого ковша. Соответственно, вместимость сталеразливочных ковшей для отливки крупных слитков может составлять от нескольких тонн до 100-150 тонн. Корпус разливочного ковша выполняется сварным из стального листа, а для обеспечения безопасного пребывания металла внутренняя поверхность сталеразливочного ковша футеруется определенными видами огнеупорных изделий(рис.1). 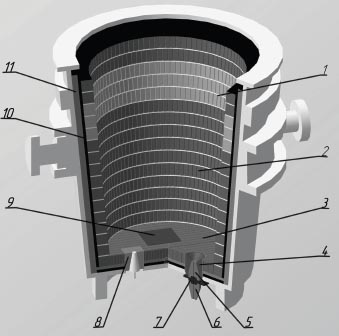 Рисунок 1 - Схема футеровки сталеразливочного ковша: 1 - шлаковый пояс; 2 - рабочий слой стен ковша; 3 - днище ковша; 4 - гнездовой блок; 5 - верхний стакан разливочного узла; 6 - нижний стакан разливочного узла; 7 - шиберный затвор; 8 - продувочный узел с гнездовым блоком; 9 - бойное место; 10 - набивочная масса; 11 - защитный стол. Оптимизация выбора огнеупорных материалов для сталеразливочного ковша в агрегатах ковш-печь является актуальной задачей, при решении которой необходимо учитывать не только общие принципы построения футеровки, но также принимать во внимание условия эксплуатации ковшей, как неотъемлемого элемента технологической цепочки всего сталеплавильного цеха. К числу главных факторов, которые необходимо учитывать при конструировании футеровки ковша, следует отнести: удельную стоимость огнеупоров и их гарантируемое качество (стойкость); способ изготовления и методы ремонта элементов футеровки (в том числе промежуточные); методы контроля износа элементов футеровки в ходе эксплуатации; степень влияния футеровки на качество стали (загрязненность неметаллическими включениями); вероятность быстрого аварийного разрушения футеровки в экстремальных условиях. Учитывая стремление большинства сталеплавильщиков к максимальному снижению удельного расхода огнеупоров, следует считать, что одним из базовых принципов конструирования футеровки должен быть принцип обеспечения равной и высокой стойкости различных участков футеровки и универсальности заменяемых отдельных элементов. Обобщая известные данные по характеру износа футеровки и огнеупорных элементов сталеразливочных ковшей и агрегатов ковш-печь, выделим наиболее быстро и неравномерно изнашиваемые зоны: зона шлакового пояса и область, прилегающая к шлаковому поясу снизу; зона контакта футеровки с падающим из печи металлом (днище или нижняя часть стенки); зона контакта футеровки (стена) с быстро движущимися восходящими потоками (при донной продувке инертным газом); область днища, непосредственно прилегающая к продувочному узлу; продувочный узел и гнездовой блок. На практике скорость износа вышеперечисленных зон достаточно сильно различается между собой и в несколько раз превышает скорость износа остальных участков футеровки ковша. Соответственно повышенный (критический) износ одной из зон предполагает вывод ковша из эксплуатации с целью локального ремонта футеровки или ее полной замены. Однако полная замена футеровки приводит к значительному увеличению удельных затрат на огнеупоры. Поэтому наиболее рациональной схемой представляется организация конструкции футеровки ковша по мультизональному принципу: использование более прочных огнеупоров в зонах повышенного износа (например, продувочного узла или шлакового пояса) и поддержание кратности стойкости наиболее изнашиваемых зон к общему времени эксплуатации футеровки ковша. Последнее позволяет осуществлять промежуточные локальные ремонты футеровки в ходе эксплуатации. В основу выбора элементов футеровки ковшей для агрегатов ковш-печь могут быть положены два альтернативных принципа: применение для футеровки ковша только кирпичных изделий различной прочности и толщины; использование в рабочем слое стен и днища наливных тиксотропных масс, которые дают возможность осуществлять общий ремонт футеровки за счет ее многократной доливки. По существу, ведущие производители огнеупоров (а их насчитывается в мире более двух десятков) для сталеплавильной технологии располагают весьма широкими возможностями в части получения огнеупорных изделий с различными эксплуатационными параметрами, что позволяет реализовать принцип равностойкости различных зон ковша. Этот принцип достигается как за счет варьирования номенклатуры (химического состава и механических свойств) изделий, так и за счет разной толщины футеровки в зависимости от скорости износа. На практике это означает, что при выборе огнеупоров первоначально определяется (задается) стойкость наиболее изнашиваемых элементов, стойкость которых определяет эксплуатационные показатели работы ковша в целом. Как показали исследования, такими элементами являются шлаковый пояс и продувочный узел. В настоящее время представляется возможным и экономически целесообразным обеспечивать соотношение стойкости футеровки ковша к стойкости шлакового пояса либо 2:1, либо 1:1. Аналогичным образом подбираются огнеупоры для днища ковша. При этом стойкость продувочного узла выбирается на уровне стойкости днища или шлакового пояса. Преимущество таким образом спроектированной кирпичной футеровки заключается в уменьшении затрат на промежуточные ремонты, снижении чувствительности футеровки к длительному пребыванию в ней металла, снижении затрат на огнеупоры за счет использования изделий отечественных производителей в местах, которые меньше подвержены износу, повышении качества стали и т.п. Метод изготовления наливной футеровки на основе высокоглиноземистых тиксотропных масс получил распространение в Западной Европе и Японии в последние два десятилетия. На первый взгляд, основным преимуществом различных типов наливной футеровки принято считать высокую степень автоматизации процесса изготовления и последующей подготовки ковшей к эксплуатации, а также возможность периодического ремонта футеровки за счет ее подливки после каждых 40 - 70 плавок. Однако, использование ковшей с наливной футеровкой требует оснащения участка подготовки ковшей специальным оборудованием: смесителями для приготовления наливной массы с выдачей материала и точным дозированием воды, шаблоном для формирования внутренней поверхности футеровки, виброустановками для уплотнения бетона, специальными сушильными агрегатов для длительной (в течение нескольких суток) термообработки футеровки по заданному режиму, специального участка в цехе, в котором поддерживается положительная температура в зимнее время и пр. Между тем, сравнительно быстрый цикл изготовления футеровки ковша (2 - 3 часа) не обеспечивает дальнейших преимуществ в силу того, что длительность периода «выдержка – сушка – разогрев» ковша составляет, по меньшей мере, двое суток. В этих условиях негативным фактором следует считать невозможность оперативного ввода ковша в эксплуатацию, так как персонал цеха должен планировать вывод ковша из работы за 3 - 4 суток, что при значительном износе футеровки представляется достаточно сложной производственной задачей. На практике наибольшее распространение для зоны шлакового пояса получили периклазоуглеродистые изделия с содержанием MgO > или = 97%. Определенное влияние на стойкость шлакового пояса также оказывает требование проведения вакуумирования стали в ковше. Наиболее характерные свойства периклазоуглеродистого кирпича с высоким содержанием плавленого магнезита с добавлением комбинированных антиоксидантов и органической (полимерной) связки выглядят следующим образом: химический анализ,%: MgO > 97,5; CaO < 2,0; SiO2 < 0,5; Fe2O3 < 0,5; Al2O3 < 0,2; СаО/SiO2 > или = 2; остаточный углерод, мас.% >12(сверх 100%); физические свойства (при нормальной температуре): кажущаяся плотность 2,99г/см3; пористость открытая < 5,0%; прочность >25 Н/мм2; физические свойства (при температуре 1000 более оС): кажущаяся плотность 2,97 г/см3; пористость открытая < 8,0 %; прочность при комнатной температуре >30 Н/мм2; термическое расширение 1,1 %; теплопроводность (при температуре 1000 оС) 7 Вт/м*К; теплоемкость в диапазоне 20-1000 оС 1,38 кДж/кг*К. При рациональной эксплуатации ковша стойкость шлакового пояса может составить 70 - 90 плавок и более, а согласование стойкости стен ковша и шлакового пояса обычно достигается путем регламентирования марки кирпича и толщины футеровки шлакового пояса. При этом наиболее предпочтительными вариантами следует считать либо равную стойкость шлакового пояса и стен ковша (преимущественно для ковшей с кирпичной футеровкой стен), либо использование двух шлаковых поясов для одного цикла эксплуатации футеровки стен (предпочтительно при использовании монолитных бетонных футеровок). Функционально важным и аварийно опасным элементом футеровки ковша является его днище. Характерной особенностью эксплуатации футеровки днища сталеразливочного ковша является ее контакт с падающей при выпуске струей стали, которая интенсивно размывает футеровку в месте контакта. С другой стороны, футеровка днища ковша обязательно имеет определенные конструктивные ослабления, которые формируются в местах установки продувочных узлов и сталевыпускных стаканов. Таких отверстий в футеровке днища ковша может быть от 2 до 4 штук. При этом каждое отверстие оформляется специальным набором керамических изделий, которые имеют свою скорость износа и свои коэффициенты линейного расширения материала. В условиях различных температурных деформаций отдельных элементов футеровки днища это приводит к неравномерности распределения внутренних напряжений и повышает вероятность появления трещин и разрушений футеровки днища на всем протяжении периода эксплуатации. Определение параметры ковша
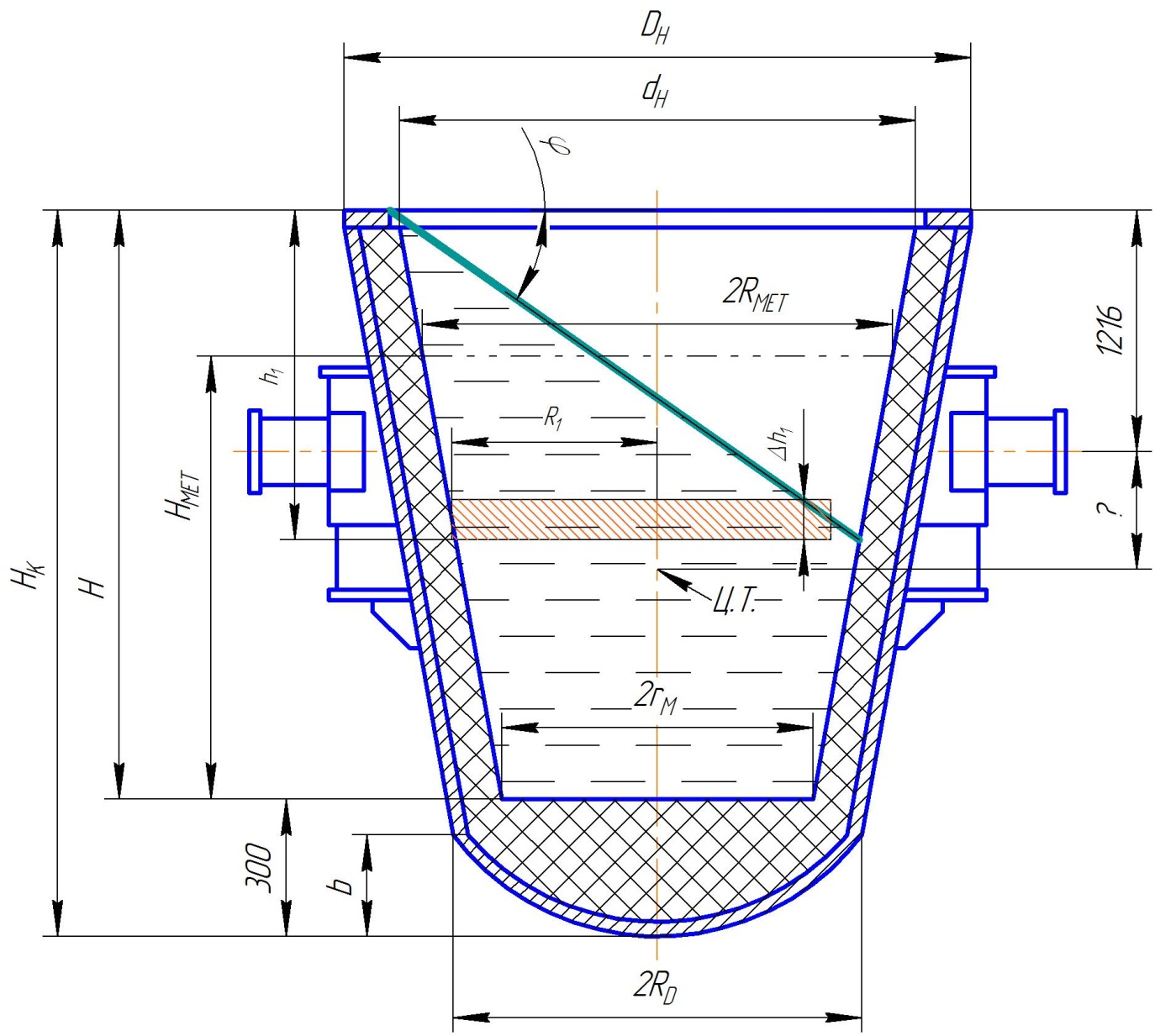 Рисунок 2 – Расчёт сталеразливочного ковша Разделим корпус ковша на 2 части (рис.3) 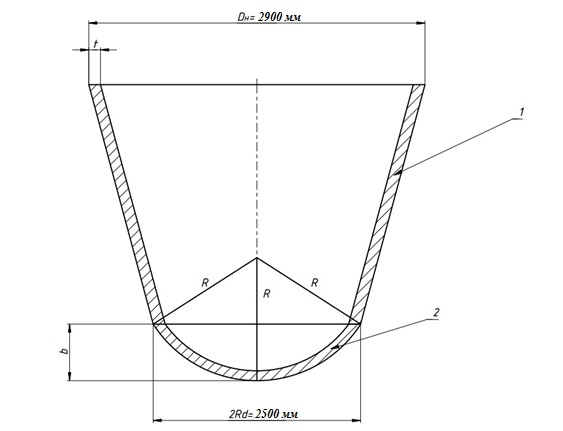 Рисунок 3 – параметры корпуса ковша Объем корпуса ковша:  где   Объем конусной части корпуса:  Отсюда следует:  где  - высота конусной части корпуса; - высота конусной части корпуса;R,r – наибольшой и наименьший наружные диаметры конуса; t – толщина стены корпуса.    Отсюда следует:  Формула определения объема сегмента шара:  где  - высота сегмента шара; - высота сегмента шара;R – диаметр сегмента шара. У нас:  Отсюда  Следуем:  Объем сегмента шара:   От выражений (4) и (5), следуем:   Мы знаем, что:  где   Принимаем t = 20 мм = 0,02 м Следуем:   Из уравнения (6) с помощью компьютера «Quichmath» получаем:    Рисунок 4 – Нахождение параметра b Разделим футеровку ковша на 3 части (рисунок 4) 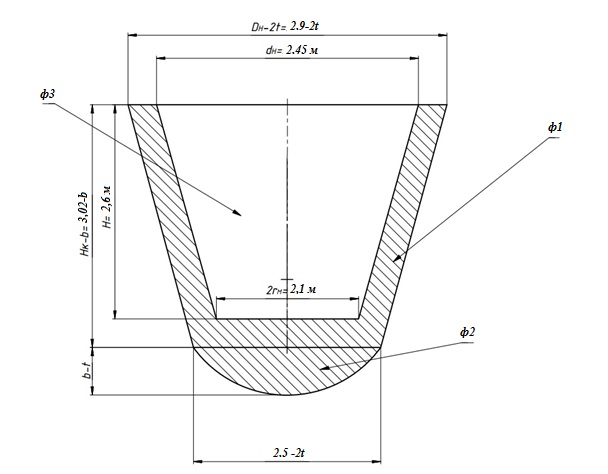 Рисунок 5 – Футеровка ковша Объем футеровки:  где    От формулы объем усеченного конуса:  Следуем:  где        Объем внутренней конусной части футеровки:  где        Объем полный сегмент шара футеровки:  где   Отсюда   Следуем  Объем футеровки:  Плотность материала футеровки ковша:  Определение центра тяжести порожнего сосуда Таблица 1 - Формулы для определения объема и центра тяжести некоторых фигур 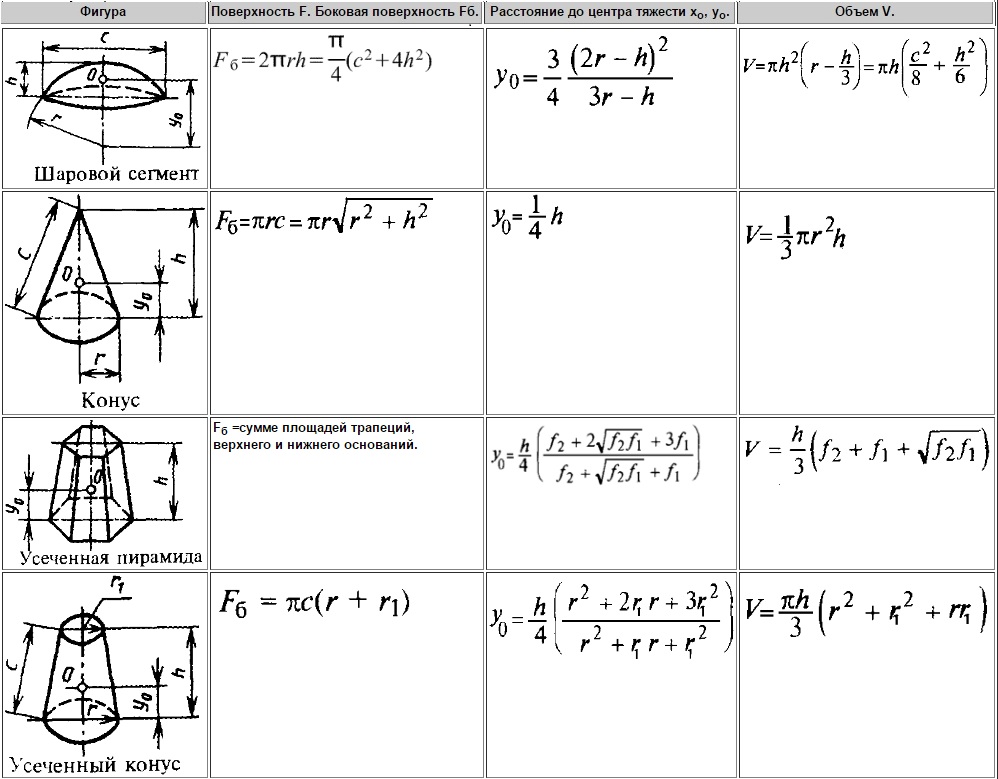 Определение центра тяжести корпуса порожнего сосуда 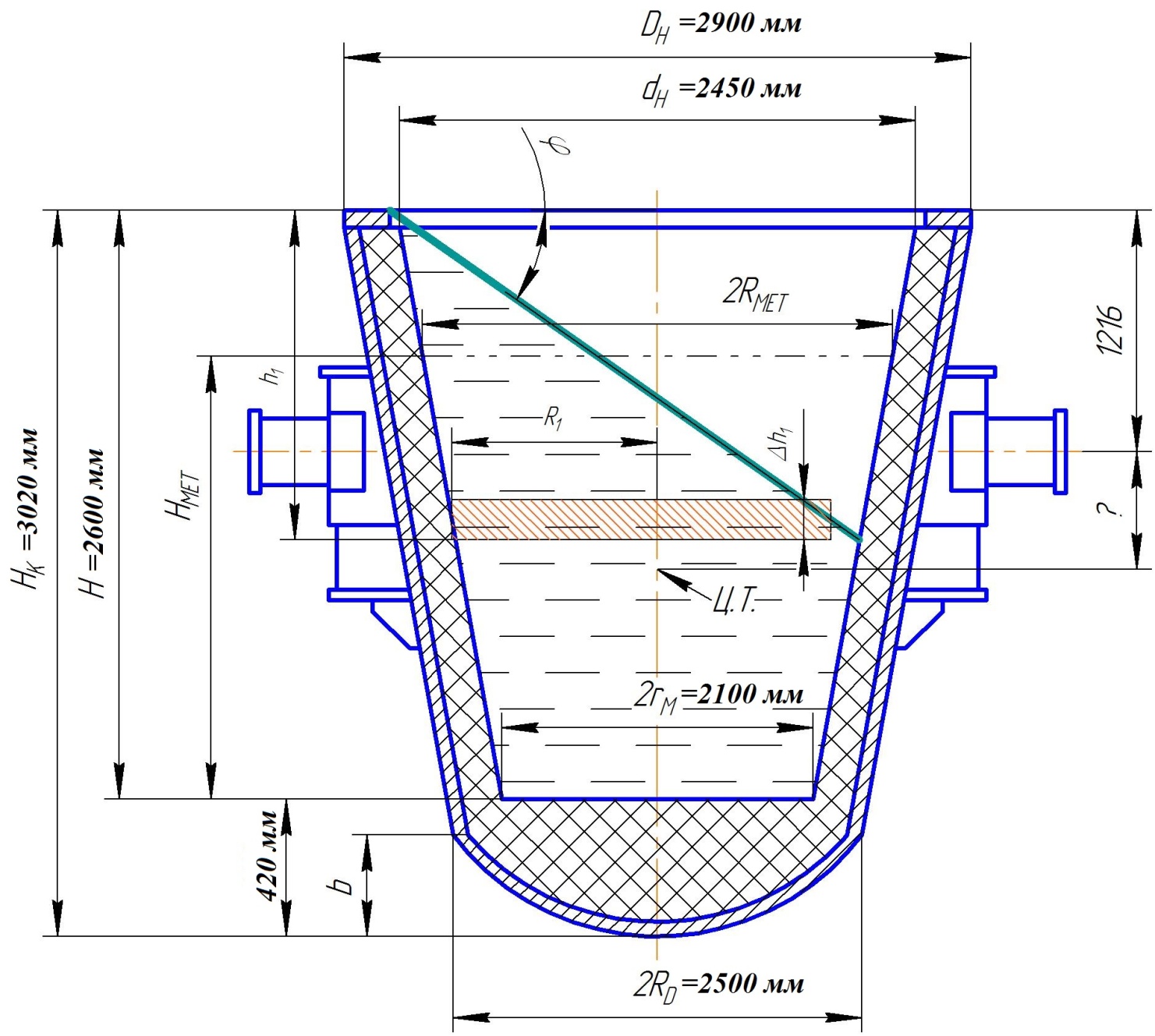 Рисунок 6 – Параметры ковша Центра тяжести корпуса определяем по формуле:      Разбиваем конусную часть ковша на полный конус и пустой конус:  Определяем центр тяжести и объем полного усеченного конуса с помощью таблицы 1   Следуем:  где    . .     Аналогично определяемцентр тяжести и объем пустого усеченного конуса с помощью таблицы 1:      Тогда мы знаем:  Разбиваем сферическую часть корпуса на полный и пустой шаровой сегмент:  Определяем центр тяжести и объем полного шарового сегмента с помощью таблицы 1:   Следуем:  где       Определяем центр тяжести и объем пустого шарового сегмента с помощью таблицы 1     Тогда мы знаем:  Получаем:  Определение центра тяжести футеровки порожнего сосуда Для определения центра тяжести футеровки порожнего сосуда мы разбиваем корпус футеровки ковша на 3 части: полный конусный и пустой конусный и шаровой сегмент. Центра тяжести футеровки определяем по формуле:   Центр тяжести полного усеченного конуса футеровки совпадает с центром тяжести пустой усеченной конусной части корпуса. Поэтому:  Центр тяжести шарового сегмента футеровки совпадает с центром тяжести пустого шарового сегмента корпуса. Поэтому:  Определяем центр тяжести пустой конусной части футеровки с помощью таблицы 1      Получаем центра тяжести футеровки:  Определяем центр тяжести ковша:  Опрокидывающие моменты сосудов с жидким металлом Опрокидывающий момент в зависимости от веса порожнего сосуда Расстояние от центра тяжести порожнего сосуда до оси его вращения равно:  d – ордината оси вращения   Опрокидывающий момент от веса порожнего сосуда:  Опрокидывающий момент в зависимости от сил трения в опорах Момент от силы трения в опорах сосуда с жидким металлом  где G – вес порожнего сосуда; Q – вес металла при данном угле наклона; f – коэффициент трения в подшипниках цапф;  - радиус цапфы, м. - радиус цапфы, м.   Выбираем  для ковша с емкостью для ковша с емкостью   | ||||||||||||||||||||||||||||||||||








