Курсовая работа Панасюк 42-ТО. 1 раздел Теоретические основы разрабатываемой технологии организации и проведения операций по комплектованию деталей и сборке двигателя легкового автомобиля
 Скачать 0.59 Mb. Скачать 0.59 Mb.
|

|
2 раздел: Практическая часть 2.1. Система организации и проведения операций по комплектованию деталей и сборке двигателя легкового автомобиля Снятие и установка двигателя. Снятие двигателя с автомобиля производится, как правило, при необходимости замены или ремонта Деталей кривошипно-шатунного механизма — блока цилиндров, его гильз, деталей поршневой группы (поршневых колец, поршней, поршневых пальцев), при ремонте или замене коленчатого вала и вкла дышей его коренных и шатунных подшипников, кроме головки бло ка цилиндров, крышки головки, поддона масляного картера и их прокладок. Необходимость снятия двигателя с автомобиля для ре монта определяется по результатам проверки его технического со стояния. В связи с тем, что двигатели изучаемых автомобилей конструк тивно объединены с коробкой передач и сцеплением в единый сило вой агрегат, который крепится к кузову автомобиля на амортизирую щих опорах, при необходимости ремонта двигателя обычно удобнее снимать с автомобиля целиком весь силовой агрегат (кроме автомо биля АЗЛК-2141 с двигателем ВАЗ-2106, у которого сначала снима ют коробку передач в сборе с картером сцепления, а затем уже сни мают непосредственно двигатель). Для снятия силового агрегата автомобиль устанавливают на смот ровую канаву или подъемник и после отсоединения двигателя от ку зова вынимают силовой агрегат из моторного отсека вверх с помо щью тали или любого другого подъемного устройства грузоподъем ностью не менее 200 кгс. На переднеприводных автомобилях возможно снятие двигателя из моторного отсека вниз. В этом случае используется один подъем ник без грузоподъемного устройства, а двигатель после отсоедине ния его от кузова устанавливается на подведенную под стоящий на подъемнике автомобиль специальную тележку. В зависимости от компоновки и конструктивных особенностей силовых агрегатов на изучаемых автомобилях последовательность и технология выполнения отдельных работ по их снятию и установке может несколько различаться, однако общий порядок выполнения этих работ примерно одинаков для всех рассматриваемых автомоби лей и приводится ниже:
Разборка двигателя. Разборка двигателя производится после его наружной очистки и мойки на специальном стенде, позволяющем поворачивать двигатель для обеспечения удобства выполнения разборочно-сборочных работ. Для того чтобы обеспечить высокое каче ство последующей сборки двигателя и не нарушить уравновешенно сти его деталей, необходимо устанавливать годные детали на пре жние, приработанные места. Для этого при разборке детали метят без повреждения кернением, краской, бирками или надписями. К таким деталям относятся гильзы, поршни, поршневые кольца, паль цы и шатуны с крышками, коленчатый вал и маховик, маховик и сцепление, блок цилиндров и крышки коренных подшипников и кар тер маховика. Разборка двигателя имеет примерно одинаковую последователь ность для всех изучаемых двигателей и выполняется в следующем порядке. Если с автомобиля был снят силовой агрегат, то перед раз боркой двигателя нужно снять стартер, коробку передач с картером сцепления и сцепление. Снять приборы системы зажигания (распределитель или датчик-распределитель зажигания, его привод, провода высокого напряже ния, свечи) и генератор. Отсоединить шланги систем питания и охлаждения двигателя, снять бензонасос, карбюратор, вентилятор, жидкостный насос, тер мостат. Снять указатель уровня масла и трубку, в которую он вставлен, снять масляный фильтр. Снять с носка коленчатого вала шкив привода генератора, для чего заблокировать маховик фиксирующим штифтом и отвернуть болт крепления шкива. Отвернуть переднюю крышку и, отсоединив механизмы натяже ния, снять зубчатый ремень или цепь привода механизма газорасп ределения. Снять впускной и выпускной газопроводы, крышку головки и головку цилиндров с прокладками. Перевернуть двигатель картером вверх и снять масляный картер с прокладкой, масляный насос и маслоприемник. Снять крышки шатунов, отвернув гайки болтов их крепления, и аккуратно, чтобы не повредить зеркала (рабочей поверхности) ци линдров, вынуть шатуны с поршнями через цилиндры и пометить крышки шатунов с шатунами для последующей правильной их сбор ки. 2.1.1. Дефектация деталей двигателя Основная цель дефектации двигателя - определение степени износа и/или повреждения всех его деталей. Это необходимо для того, чтобы, с одной стороны, приобрести необходимые запасные части, а с другой - определить те детали, которые могут быть отремонтированы или восстановлены. Данный этап ремонта требует определенных навыков, опыта, аккуратности и терпения. После длительной эксплуатации двигатель обычно имеет большое количество изношенных или поврежденных деталей и поверхностей. Вследствие этого не следует полагаться на память - необходимо записывать все размеры изношенных поверхностей и повреждения деталей. Это исключает в дальнейшем уже при сборке обнаружение ранее незамеченных или забытых поврежденных, но не отремонтированных и не замененных деталей и, соответственно, увеличение сроков ремонта двигателя. Дефектация является достаточно сложным и длительным процессом, предполагает высокую квалификацию и опыт специалистов, выполняющих контроль и измерение деталей. Эта работа возможна только после мойки деталей, иначе выполнить точные измерения невозможно из-за попадания грязи под ножку того или иного измерительного прибора. При проверке и измерении деталей можно ориентироваться на приложение Б, где указаны основные детали и поверхности, требующие обязательного контроля. Результаты измерений и проверок рекомендуется заносить в Акт дефектации, чтобы впоследствии сделать вывод о необходимости ремонта или замены тех или иных деталей. Особое внимание должно быть обращено на детали со следами ранее выполненного ремонта. Практика показывает, что пока еще существуют мастерские и "гаражные умельцы", действующие по известному принципу - "после меня хоть потоп". Результатом их "работы" являются кривые коленчатые валы, расточенные под произвольные размеры головки шатунов, "осажденные" (т.е. обработанные по плоскости разъема) крышки шатунов и коренных подшипников, гильзы цилиндров, установленные без натяга в блоке, сорванные резьбы и т.д. и т.п. Обычно более 40-50% "отремонтированных" подобным образом деталей с большим трудом поддаются восстановлению либо вообще неремонтопригодны и требуют замены. Для выполнения дефектации надо иметь весь необходимый измерительный инструмент. Отсутствие какого-либо инструмента не позволяет обеспечить высокое качество ремонта, т.к. нельзя достоверно определить состояние и необходимость ремонта или замены большого числа деталей двигателя. Дефектация вала проводится с целью определения методов и средств ремонта и включает: - измерение диаметров и овальности шеек (наибольший и наименьший размеры); - измерение биения поверхностей (направление и величина); - измерение размеров вспомогательных поверхностей (хвостовик и т.д.). Перед дефектацией вал должен быть вымыт и просушен. Измерения диаметров шеек и хвостовика производятся микрометром. Опорные шейки измеряются в одной (произвольной) плоскости, за исключением визуально наблюдаемого одностороннего износа. В этом случае измеряются минимальные и максимальные размеры шеек, а также определяется направление износа. Иногда точно определить износ сложно из-за рельефа рабочей поверхности. 2.1.2. Методы восстановления работоспособности двигателя При ремонте валов должны быть выполнены следующие условия: 1) восстановлен (до исходного) рабочий зазор в соединениях с ответной деталью (или деталями); 2) восстановлено взаимное расположение рабочих и вспомогательных поверхностей; 3) восстановлено качество рабочих поверхностей. Пренебрежение хотя бы одним из указанных условий ведет к ускоренному износу и выходу из строя как самого вала, так и ответных деталей. Например, увеличенный зазор дает шум или стуки при работе, уменьшенный - приводит к задирам и заклиниванию. Искривление оси опорных рабочих поверхностей вала увеличивает нагрузки на опоры и износ подшипников. Из-за несоосности рабочих и вспомогательных поверхностей ускоряется износ элементов привода вала (цепи, ремни, натяжители), а также нарушается герметичность уплотнений вала. Низкое качество отремонтированной поверхности - большая шероховатость и пониженная твердость, ускоряют износ и вала и сопряженных с ним деталей. Основными способами ремонта валов являются: 1. Шлифование опорных шеек в ремонтный (уменьшенный) размер - применяется для равномерно изношенных валов при наличии вкладышей (втулок) подшипников увеличенной толщины. 2. Правка с последующим шлифованием шеек в ремонтный размер - для деформированных и изношенных валов. 3. Наплавка или наварка (возможно с небольшим предварительным занижением размера шейки) с последующими правкой и шлифованием в ремонтный размер - для сильно изношенных и деформированных валов. 4. Аналогично п.3, но шлифование производится в прежний размер шеек - используется для вспомогательных и распределительных валов, где применяются, в основном, только втулки подшипников стандартного размера. 5. Аналогично п.3, но шлифование производится в размер, больший стандартного - применяется, в основном, для распределительных валов, устанавливаемых в изношенные и/или увеличенные в ремонтный размер опоры в головке блока цилиндров. 6. Правка без шлифования - применяется для неизношенных валов, имеющих большую остаточную деформацию. Независимо от способа ремонта следует придерживаться определенной последовательности ремонтных операций: 1. Дефектация и подготовка вала к ремонту. 2. Наварка. 3. Правка. 4. Шлифование. 5. Балансировка. 6. Полирование рабочих поверхностей. 7. Окончательный контроль. В конструкциях двигателей можно выделить два типа отверстий. Первый тип - отверстия, по поверхности которых работает - вращается или поступательно движется, ответная деталь (вал, толкатель, поршень, палец и т.д.). Это – цилиндры, гильзы цилиндров, поршни, опоры подшипников распределительного вала в головке, отверстия в поршне и т.д. Второй тип - отверстия, используемые для установки или запрессовки втулок, вкладышей подшипников и других деталей, т.е. по поверхности таких отверстий ответная деталь непосредственно не работает (не перемещается). К таким отверстиям относятся постели в головке и блоке цилиндров под вкладыши или втулки, отверстия верхних и нижних головок шатунов и др. Кроме того, отверстия первого типа следует различать по способу смазки пары трения - под давлением или разбрызгиванием. В соответствии с типом отверстий в эксплуатации встречаются повреждения различного характера, среди которых следует отметить износы, задиры, остаточные температурные деформации и др. При этом различные типы отверстий требуют для ремонта различных способов и средств (технологий) ремонта. Для отверстий первого типа основным способом ремонта является увеличение диаметра, что предполагает использование ответной детали увеличенного (ремонтного) размера. Для отверстий второго типа при ремонте обычно требуется восстановление размера до стандартного. Существенное влияние на способ ремонта оказывает то, является ли отверстие разъемным или неразъемным. Неразъемные отверстия как первого, так и второго типов могут быть отремонтированы установкой дополнительной втулки. Этот способ является основным для отверстий второго типа, в то время как для отверстий первого типа его следует применять лишь в крайних случаях при очень сильном износе или повреждении. Во всех случаях ремонта отверстий необходимо учитывать их взаимное расположение по отношению к другим элементам конструкции деталей. Так, при ремонте не должны быть нарушены параллельность, перпендикулярность и соосность ремонтируемого отверстия к так называемым базовым поверхностям, относительно которых была произведена обработка отверстий на заводе-изготовителе. Практика показывает, что наиболее сложно ремонтировать группу соосных отверстий, если произошел износ или деформация одного или нескольких из них. В данной ситуации приходится ремонтировать, как правило, все отверстия, расположенные на данной оси. Это требует специального прецизионного оборудования и нередко достаточно большого объема работ по подготовке к ремонту. Для ремонта поверхности отверстий наиболее часто используются токарные, расточные, хонинговальные и внутришлифовальные станки. При ремонте отверстий большое значение имеют методы и средства контроля. Для всех случаев ремонта требуется точное измерение диаметра отверстия, например, нутромером до 0,01 мм. Для многих деталей требуются также измерения соосности, перпендикулярности и/или параллельности различных поверхностей. 2.1.3. Комплектование деталей двигателя легкового автомобиля Комплектование узлов и агрегатов автомобиля производится в комплектовочном отделении, в которое поступают годные, отремонтированные и запасные детали. Процесс комплектования заключается в подборе к базовой детали узла или агрегата всех других деталей этого узла или агрегата по размерам, а иногда и по весу. Ниже рассмотрен пример подбора деталей при комплектовании двигателя. 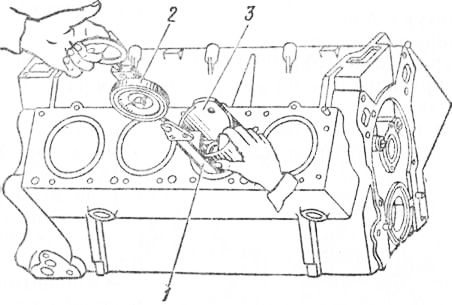 Рисунок 1. Измерение зазора между поршнем и цилиндром: 1 — лента-щуп, 2 — динамометр, 3 — поршень Базовой деталью двигателя является блок цилиндров и в первую очередь по размерам цилиндров подбираются поршни. Поршни изготовляются номинального и ремонтного размеров. В зависимости от диаметра гильзы цилиндра подбирают поршень соответствующего размера. Поршни подбирают без смазки при температуре деталей 10—30 °С. Перед подбором гильзы и поршни промывают и тщательно протирают. Подбор проверяют протягиванием ленты-щупа между гильзой и поршнем в плоскости, перпендикулярной оси поршневого пальца. При измерении зазора ленту-щуп (рис. 188) вставляют в гильзу, после этого вводят поршень днищем вниз. При измерении зазора между поршнем и гильзой двигателя 3M3-53 лента-щуп должна иметь толщину 0,05 мм, ширину 13 мм и длину не менее 200 мм, а для двигателя ЗИЛ-130 толщина ленты-щупа должна быть 0,08 мм. Усилие протягивания ленты-щупа для двигателей 3M3-53 и ЗИЛ-130 составляет 34,3—44,1 н [3,5—4,5 /сГ]. Подобранный поршень без колец должен опускаться вниз под действием собственного веса. Поршни подбирают по гильзам, не выпрессовывая их из блока, или по гильзам, выпрессованным из блока. 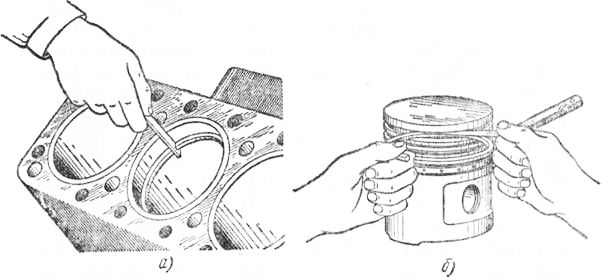 Рисунок 2. Подбор поршневых колеи: а — измерение зазора в стыке кольца, б — измерение зазора о канавке поршня Поршни подбирают также и по весу. В двигателях 3M3-53, например, поршни, комплектуемые для одного двигателя, не должны отличаться по весу более чем на 0,1 н [на 10 Г]. После подбора на днищах поршней ставят клейма, соответствующие порядковым номерам цилиндров. Затем к поршням подбирают поршневые пальцы. Поршневой палец должен свободно входить в отверстия бобышек поршня, предварительно нагретого до 70 °С. Компрессионные и маслосъемные поршневые кольца подбирают того же ремонтного размера, что и цилиндры. При подборе поршневые кольца проверяются по зазору в стыке и по зазору в канавках поршней. Зазор в стыке поршневого кольца, вставленного в цилиндр, измеряют щупом зазор должен быть 0,3—0,5 мм. Подгонка поршневого кольца по зазору в стыке производится опиливанием личным напильником стыковых поверхностей. Плоскости стыка колец после опиливания должны быть параллельны. Зазор в канавке поршня по высоте измеряют щупом, он не должен превышать 0,05—0,08 мм для верхнего компрессионного и 0,04—0,07 мм для остальных колец. При двигая при помощи воротка вал вперед и назад направлении продольной оси двигателя, щупом замеряют зазор который должен составлять 0,075—0,245 мм у первого коренног подшипника. Установка поршней с шатунами в цилиндры бло к а. Для установки поршней с шатунами поворачивают блок двигателя, установив его на стенде вертикально, передней частью вверх. При установке шатуна в сборе с поршнем на шатунные болты надевают специальные латунные или медные колпачки, предохраняющие зеркало цилиндров от повреждений. При установке компрессионных колец стыки их по окружности поршня располагают на 120° при разборном маслосъемном кольце, при установке чугунного маслосъемного кольца стыки располагают на 90°. 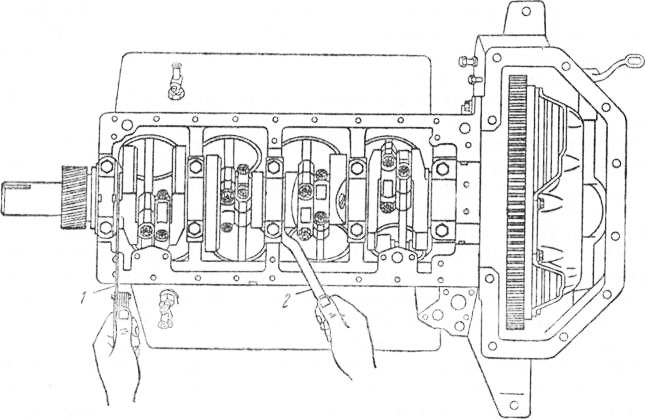 Рисунок 3. Проверка осевого зазора коленчатого вала: 1 — щуп, 2 — вороток Поршень с шатуном вставляют в цилиндр при положении, когда метка на днище поршня направлена вперед. Ленточным приспособлением сжимают поршневые кольца и продвигают поршень по цилиндру при помощи деревянной оправки, доведя подшипник шатуна до шейки коленчатого вала. Сняв предохранительные колпачки с шатунных болтов, ставят на место и закрепляют нижнюю крышку шатуна. В такой же последовательности устанавливают поршни в остальные цилиндры. Суммарный зазор 0,12—0,38 мм между торцами шатунных подшипников и щекой коленчатого вала проверяют при помощи щупа и воротка (рис. 192). Момент затяжки гаек шатунных болтов составляет 7,0— 8,0 кГм. Затяжку коренных и шатунных подшипников проверяют прокручиванием коленчатого вала. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 10 кГм. Закончив проверку затяжки шатунных подшипников, гайки шатунных болтов зашплинтовывают. 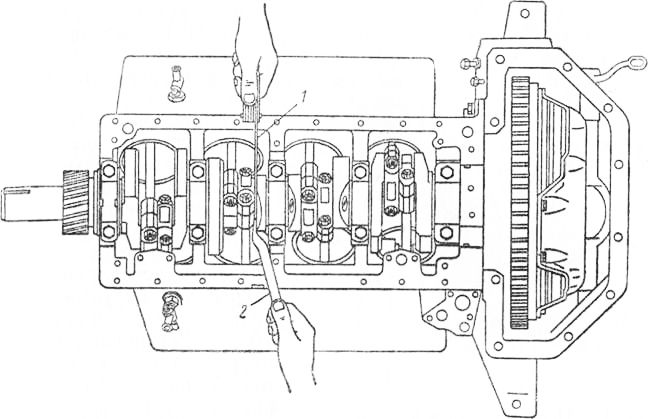 Рисунок 4. Проверка осевого зазора в шатунных подшипниках: 1 — щуп, 2 — вороток Установка распределительного вала в сборе с шестерней и фланцем. Блок двигателя поворачивают разъемной плоскостью картера вверх и устанавливают в блок распределительный вал с шестерней и фланцем в сборе, предварительно убедившись в совпадении масляных каналов и смазав шейки вала и кулачки маслом, применяемым для двигателя. При установке распределительного вала в блок зуб, отмеченный точкой на шестерне коленчатого вала, должен войти во впадину шестерни распределительного вала, отмеченную точкой на этой шестерне. Проверяют зазор 0,04—0,05 мм между зубьями распределительных шестерен при помощи щупа (рис. 193). Щуп толщиной 0,05 мм не должен проходить, зазор проверяют в трех точках по окружности шестерни под углом 120°. Проверив зазор, закрепляют фланец распределительного вала болтами, момент затяжки которых должен быть 2,0—3,0 кГм. После затяжки болтов проверяют осевой зазор между торцом шейки вала и упорным фланцем, который должен составлять 0,08—0,208 мм. Затем надевают на конец коленчатого вала маслоотражатель, устанавливают и закрепляют крышку распределительных шестерен в сборе с сальником и прокладкой болтами. Под болты с правой стороны ставят сбоку реактивной тяги подвески двигателя. Момент затяжки болтов должен быть 2,0— 3,0 кГм. Устанавливают и закрепляют на крышке распределительных шестерен центробежный датчик ограничителя числа оборотов коленчатого вала двигателя, предварительно установив под два болта крепления датчика на крышке зубчатый указатель для установки поршня в в. м. т. 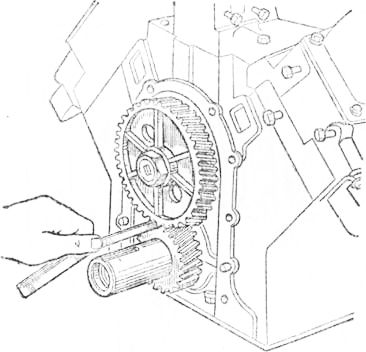 Рисунок 5. Проверка зазора в зацеплении зубьев распределительных шестерен Напрессовывают при помощи оправки шкив коленчатого вала, ввертывают и закрепляют храповик, застопорив его замочной шайбой. Установка масляного картера. Предварительно устанавливают и закрепляют болтами перегородку и маслоприемник в сборе. Установив прокладку, закрепляют болтами масляный картер. Болты крепить следует так, чтобы их: затяжка производилась последовательно от середины к краям. Установка крышки картера и вилки выключения сцепления. Установив в картер вилку выключения сцепления, болтами закрепляют фланец вилки. После установки крышки картера сцепления и щитка картера закрепляют их болтами. Поворачивают двигатель на стенде, установив его сцепления вверх цилиндрами. Установка головок цилиндров. Предварительно собирают головку цилиндров, для чего устанавливают ее на верстак и вставляют клапаны. На выпускные клапаны устанавливают механизмы вращения, для впускных клапанов надевают опорные шайбы на пружины, устанавливают пружины клапана, надевают резиновые манжеты на впускные клапаны, устанавливают на пружины тарелки, затем, сжимая пружины съемником, устанавливают сухарики клапана и тем самым закрепляют клапан с пружинами на головке. Прокладку головки блока кладут на плоскость разъема блока и устанавливают головку на фиксаторы блока. Затем устанавливают толкатели в гнезда блока, штанги толкателей, направив их верхние концы в проемы головок. После этого устанавливают оси в сборе с коромыслами на головке цилиндров, соединив концы штанг толкателей с коромыслами. Вставляют болты с плоскими шайбами в отверстия стоек осей коромысел и предварительно затягивают их. Затем вставляют остальные болты с плоскими шайбами и, подсоединив щитки свечей и сточные желобки, закрепляют головку блока. Момент затяжки болтов 7—9 кГ‘М. Указанные операции повторяют при установке второй головки цилиндров. Установка впускного газопровода. С внутренней стороны газопровода закрепляют маслоуловитель. Ввертывают в гнездо газопровода с наружной стороны корпус в сборе с клапаном вентиляции картера, ввертывают штуцер в отводящий канал газопровода, устанавливают на штуцере трубку отвода картер-ных газов. Ввертывают в гнездо корпуса термодатчик. Затем положив уплотнительные прокладки, устанавливают и закрепляют впускной газопровод. Момент затяжки гаек составляет 2,0— 3,0 кГ-м. Установка выпускного газопровода. Устанавливают выпускной газопровод с прокладкой и закрепляют его на шпильках гайками с плоскими шайбами. Момент затяжки гаек 4,0—6,0 кГ-м. Одновременно с установкой левого выпускного газопровода укрепляют щиток картера, а в проем между головкой цилиндров и газопроводом устанавливают направляющую трубу масляного измерителя (щупа), которую закрепляют прижимной гайкой на штуцере, ввернутом в блок. После сборки двигателя устанавливают механизмы, крепящиеся к двигателю: масляные фильтры, масляный насос, патрубок с термостатом, водяной насос с вентилятором, топливный насос, карбюратор, воздушный фильтр, фильтр очистки масла насоса гидроусилителя, рулевой механизм, компрессор, генератор, стартер, прерыватель-распределитель и его привод, свечи зажигания и провода высокого напряжения. После сборки основные агрегаты автомобилей подвергают обкатке и испытанию. Обкатка агрегатов производится с целью приработки деталей, а испытание — с целью проверки качества сборки. Двигатели, например, подвергаются холодной обкатке без нагрузки и горячей обкатке без нагрузки и под нагрузкой, а также испытанию под нагрузкой. Обкатывают и испытывают двигатели на стендах. Нагрузка при горячей обкатке и испытании двигателей создается гидравлическими или электрическими тормозными установками. Кроме двигателя, обкатке и испытанию после ремонта подвергаются коробки передач и задние мосты. 2.1.4. Сборка двигателя При сборке двигателя детали протирают чистой тряпкой или салфеткой, продувают сжатым воздухом, а все трущиеся поверхности смазывают моторным маслом. Шпильки, пробки, штуцера, если их выворачивают или заменяют, устанавливают на сурике или белилах, разведенных натуральной олифой. Крепежные соединения при сборке затягивают только динамометрическим ключом с теми же моментами, которые указаны в технической характеристике на конкретный двигатель. Далее необходимо очищенный и вымытый блок цилиндров установить на стенд для сборки и завернуть в него отсутствующие шпильки; уложить в гнезда блока цилиндров и в соответствующие крышки вкладыши коренных подшипников; уложить в коренные подшипники коленчатый вал с шестерней привода масляного насоса, ведущей звездочкой распределительного вала и подшипников первичного вала коробки передач и вставить в гнезда средней крышки коренных подшипников два упорных полукольца; установить крышки коренных подшипников с нижними вкладышами в соответствии с метками и равномерно затянуть гайки шпилек коренных подшипников. Затяжку производить динамометрическим ключом. Затем следует надеть на задний фланец коленчатого вала прокладку крышки манжеты. Надеть крышку с манжетой на оправку, передвинув крышку с оправки на фланец коленчатого вала, прикрепить ее болтами к блоку цилиндров; центрирование крышки с манжетой по отношению к фланцу коленчатого вала производить по трем специальным выступам на крышке манжеты. После этого следует установить маховик на коленчатый вал, подложив перед заворачиванием болтов под них три стопорные пластины; завернуть болты и загнуть концы стопорных пластин так, чтобы исключить возможность отворачивания болтов, производя затяжку динамометрическим ключом; вставить гильзы в расточки блока цилиндров, проверить величину выступания торца гильзы над плоскостью блока (она должна быть в пределах 0,01—0,08 мм). Проверив выступание, необходимо вынуть гильзы из блока и установить в них поршни с кольцами и шатунами в сборе. Перед окончательной установкой гильз смазать краской их посадочные места. Перед тем, как установить поршень с кольцами и шатунами в сборе в гильзу, необходимо смазать маслом для двигателя поршневые кольца, юбку поршня и поршневой палец. Установку поршневых колец производить таким образом, чтобы их замки располагались под углом 120° относительно друг друга. Перед установкой поршня с кольцами в гильзу сжать кольца специальной обжимкой. Устанавливая гильзы в блок цилиндров, необходимо обратить внимание на правильность расположения поршня и шатуна. Стрелка на днище поршня, выступ на стержне шатуна и паз на крышке шатуна должны быть обращены в сторону цепной передачи привода распределительного вала. Далее необходимо смазать вкладыши в шатуны и крышки шатунов и установить их в шатуны, соединить шатуны с шейками коленчатого вала, установить крышки и равномерно затянуть гайки шатунных болтов; закрепить гильзы планками-держателями и проверить, легко ли вращается коленчатый вал в подшипниках; снять планки-держатели гильз со шпиле крепления головки блока цилиндров и установить на шпильки уплотнительную прокладку и головку блока цилиндров, впускным коллектором и топливным насосом в сборе. Если уплотнительная прокладка сильно обжата или повреждена, ее нужно заменить новой. Гайки крепления головки блока цилиндров необходимо накручивать в определенной последовательности: · установить успокоитель цепи на оси, расположенные на переднем торце блока цилиндров; · установить рычаг натяжного устройства со звездочкой в сборе на ось, расположенную на переднем торце блока цилиндров, зафиксировать его топорным кольцом; повернуть коленчатый вал так, чтобы поршень первого цилиндра находился в положении верхней мертвой точки; · установить распределительный вал в головку блока цилиндров так, чтобы риска на его фланце совпала с серединой прилива на передней опоре распределительного вала; отжать звездочку натяжного устройства и накинуть цепь на ведущую и ведомую звездочки привода распределительного вала; · на распределительный вал установить ведомую шестерню вместе с цепью так, чтобы ведущая ветвь цепи не провисала; · поджать звездочку натяжного устройства, добившись полного натяжения ведущей цепи, при этом незначительно поворачивая распределительный вал так, чтобы не изменить окончательное положение коленчатого вала. Риска на фланце распределительного вала не должна выходить за пределы прилива передней опоры распределительного вала. Далее: · установить нижнюю крышку распределительных звездочек с прокладками на шпильки и затянуть гайки крепления крышки; · собрать верхнюю крышку распределительных звездочек с плунжером, пружиной и прижимной планкой и затянуть стопорный болт; · установить верхнюю крышку распределительных звездочек с прокладками на переднем торце головки блока цилиндров и затянуть болты в определенной последовательности, поддерживая цепь в натянутом состоянии; · отпустить стопорный болт натяжного устройства на половину оборота; · установить на носок коленчатого вала шкив и стопорную шайбу храповика и затянуть храповик динамометрическим ключом; · загнуть стопорную шайбу. Коленчатый вал повернуть по часовой стрелке на три оборота с отпущенным стопорным болтом натяжного устройства для выбора всех зазоров в приводе распределительного вала, затем завернуть стопорный болт до упора. Коленчатый вал повернуть по часовой стрелке до положения, при котором поршень первого цилиндра находится в положении ВМТ такта сжатия (оба клапана закрыты, а вторая метка на шкиве коленчатого вала по направлению его вращения совмещена с острием установочного ребра на нижней крышке распределительных звездочек). Повернуть валик привода распределителя зажигания, затем осторожно установить привод распределителя зажигания в гнездо нижней крышки распределительных звездочек и, когда шестерня привода распределителя войдет в зацепление с ведущей шестерней, закрепленной на переднем конце коленчатого вала, паз на валике займет правильное положение, немного повернувшись при этом против часовой стрелки. Затем необходимо затянуть гайки крепления привода распределителя. Далее установить на место масляный картер с прокладкой, жидкостный насос и подводящий патрубок с прокладками, а также установочную планку генератора; установить крышку головки блока цилиндров с прокладкой; перед затяжкой гаек крепления крышки установить на шпильки кронштейн крепления проводов высокого напряжения с проводами, скобы крепления подводящей трубки к топливному насосу с трубкой и скобу крепления трубки вакуумного корректора распределителя зажигания с трубкой. На свободные шпильки надеть плоские шайбы, затем равномерно затянуть все семь гаек крепления крышки. После этого на двигатель установить карбюратор, генератор, распределитель зажигания, свечи зажигания, датчики указателей температуры охлаждающей жидкости и давления масла, провода высокого напряжения. Перед затяжкой гаек при установке карбюратора установить на две задние шпильки крепления карбюратора кронштейн упора оболочки троса. На шкивы коленчатого вала, жидкостного насоса и генератора надеть ремень и отрегулировать его натяжение за счет положения генератора; надеть трубку вакуумного корректора распределителя зажигания на штуцер отбора разрежения из карбюратора и на штуцер вакуумного корректора; соединить топливный насос с карбюратором резиновой трубкой с фильтром тонкой очистки фильтра и установить масляный щуп, масляный фильтр, диски сцепления, коробку передач, стартер, термостат со шлангами, передние опоры двигателя с переходниками и подушками. 2.1.5. Послеремонтные испытания. Порядок сдачи готового изделия Отремонтированный двигатель рекомендуется перед установкой на автомобиль обкатать на испытательном стенде без нагрузки. Для этого следует установить двигатель на испытательный стенд, пустить и обкатать на следующих режимах:
Во время обкатки отремонтированного двигателя не рекомендуется доводить его работу до максимальных режимов. При этом проверить: нет ли утечки охлаждающей жидкости или топлива между сопрягаемыми деталями из соединений трубопроводов и через прокладки; давление масла в системе смазки; частоту вращения коленчатого вала на холостом ходу; нет ли посторонних стуков и других неисправностей в работе двигателя. Если при обкатке выявлены неисправности, двигатель необходимо остановить и устранить отмеченные недостатки, после чего продолжить испытания. При отсутствии испытательного стенда вышеперечисленные проверки можно осуществить непосредственно после установки двигателя на автомобиль. Необходимо учитывать, что после ремонта двигатель имеет повышенное сопротивление вращению, поэтому обкатку двигателя следует продолжить на автомобиле. После установки двигателя на автомобиль следует тщательно проверить правильность монтажа. Убедившись, что двигатель смонтирован правильно, необходимо пустить его и дать поработать на холостом ходу 5—10 мин. После этого проверить отсутствие подтеканий охлаждающей жидкости, топлива и масла, обеспечение полного открытия воздушной и дроссельных заслонок карбюратора. Выявленные при проверке дефекты следует устранить до начала движения автомобиля. 2.1.5. Организация рабочего места слесаря по ремонту автомобилей Рабочее место - единица структуры предприятия, где размещены исполнители работы, технологическое оборудование, часть конвейера, оснастка и предметы труда. Это первичное и основное звено производства. Правильная организация рабочего места предполагает четкое определение объема и характера, выполняемых на нем работ, необходимое оснащение, рациональную планировку, систематическое обслуживание, благоприятные и безопасные условия труда. На каждое рабочее место составляется паспорт, в котором указываются: содержание выполняемой работы, годовое задание в человеко-часах, режим и условия работы, планировка, оснащение и порядок обслуживания рабочего места, и порядок размещения на нем обрабатываемых изделий. Оснащение рабочего места осуществляется по утвержденной технической документации на выполнение работ. Оно включает организационную и технологическую оснастку. Технологическое оснащение включает оборудование и оснастку, измерительный, режущий, монтажный и вспомогательный инструмент, а также техническую документацию. Средства технологического оснащения на рабочем месте должны размещаться в определенном, удобном для работы порядке с тем, чтобы исключить потери времени на поиски и перекладывание с места на место. Рабочие должны быть обеспечены спецодеждой и резиновыми перчатками. Спецодежда должна всегда оставаться в рабочем помещении предприятия. Приходить в этой одежде в жилые помещения запрещается. Запрещается класть инструменты на оборудование и на ограждения. По окончании работы необходимо тщательно убрать рабочее место, уложить инструмент, приспособления и детали на соответствующие места 2.2. Участок для выполнения операций по комплектованию деталей и сборке двигателя легкового автомобиля Участок по ремонту двигателей легковых автомобилей предназначен для проведения регламентных работ по следующим видам работ:
Целью является продление срока службы двигателей, уменьшение времени простоя техники на ремонте, оценка их технического состояния, устранение обнаруженных неисправностей. Производственная программа участка по ремонту двигателей ориентирована на выполнение работ по текущему и капитальному ремонту. На участке выполняются ремонтные, осмотровые, регулировочные, контрольно-диагностические работы, направленные на поддержание работоспособного состояния двигателей. 2.2.1. Режим работы участка. Участок работает 5 дней в неделю, количество смен - 1, продолжительность смены рабочего дня с 8.00 до 17.00 часов, перерыв на обед с 12.00 до 13.00 часов, технические перерывы с 10.00 до 10.15 часов и с 15.00 до 15.15 часов. 2.3. Расчет численности работников предприятия
Таблица 2. Перечень рабочих, на основе примерного объема работ. При выполнении производственной программы допускается по нормативам перевыполнение плана на 25% и совмещение отдельных видов работ, кроме того для выполнения специального задания с увеличением трудоемкости выполнения работ возможно увеличение количества рабочих необходимых для выполнения увеличенной производственной программы. Определяем количество вспомогательных рабочих, инженерно-технических работников (ИТР) и младшего обслуживающего персонала производится в процентах от числа производственных рабочих. твс = Pсп*(12…15)/100 чел =3,12…3,9 ( 8 ) титр = Pсп*(6…8 )/100 чел =1,56…2,08 ( 9 ) тск = Pсп*( 3…4 )/100 чел =0,78…1,04 ( 10 ) топ = Pсп*( 2…3 )/100 чел=0,52….0,78 ( 11 ) Результаты расчетов показывают, что на проектируемом участке не предусмотрено штатных единиц: инженерно-технических работников, младшего обслуживающего персонала. Выполнение обязанностей возложено на работников смежных участков по штатному расписанию. Руководство всеми видами работ возложено на инженерно-технических работников, мастера смежного участка сборочного цеха. В зависимости от сложности выполняемых работ, производственных рабочих распределяем по разрядам согласно тарифно-квалификационного справочника. Правильность распределения рабочих проверяем по среднему нормативному разряду. Rср= где R1, RI2, R4 – соответственно 1,2 и n-й разряды рабочих. M 1,2,n – количество рабочих 1,2,n разрядов. Состав рабочих на участке вносим в таблицу 3.
Таблица 3. Состав производственных и вспомогательных рабочих 2.4. Подбор оборудования и инструмента В таблице 4 приведено наименование технического оборудования, инвентарного и грузоподъемного оборудования, а так же механизированного инструмента, и даны их характеристики.
Таблица 6. Ведомость оборудования. 2.5. Расчет площадей Площадь производственного участка Fуч, м2 рассчитываем с учетом коэффициента плотности расстановки оборудования по формуле: Fуч =Коб×Fоб ( 14 ) Fуч=4…5× 31,87=127,48…159,35 где Fоб = суммарная площадь горизонтальной проекции оборудования по габаритным размерам, м2. Kоб = коэффициент плотности расстановки оборудования. Kоб = 4…5 Значение коэффициента плотности принимаем по рекомендации с. 245 [ 17 ]. Проверяем расчетное значение площади участка, уточняем по величине удельной площади, приходящегося на одного производственного рабочего согласно санитарных норм. Fуч=тсп×f ( 15 ) Fуч=13×15…18=195…234 где f– удельная площадь одного производственного рабочего по СНиП, м2/чел. С учетом проведенных расчетов принимаем окончательно площадь участка = 72 м^2. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||