курсовая разработка. 1. Выбор способа печати 4 Разработка технических параметров проектируемых изданий 7
 Скачать 1.33 Mb. Скачать 1.33 Mb.
|

3.2.Выбор и обоснование выбора проектируемого оборудованияДля изготовления печатных форм проектируемого издания была выбрана технология С1Р, а именно устройства фирмы Коdаk TrendsetterII Quantum, которые оснащены устойчивой к сбою индивидуального лазера и использующей динамическую автофокусировку термической головкой, разработки Сгео, которая реализует уникальные возможности систем Quantum - температурную компенсацию, сверх-жесткую точку SquareSpot, стохастику Stассаtо 20 и взаимозаменяемость пластин, выведенных на различных устройствах, и все модели могут быть на месте дооснащены устройством автоматической выгрузки пластин в проявочную машину (СL), а также автозагрузчиком пластин (АL). Технические характеристики ТS 800II Quantum представлены в таблице 2. Таблица 2 - Технические характеристики ТS 800II Quantum
3.3. Выбор и обоснование выбора материаловПечатные формы для офсетной печати представляют собой тонкие (до 0,3 мм), хорошо натягивающиеся на формный цилиндр, преимущественно монометаллические или, реже, полиметаллические пластины. Используются также формы на полимерной или бумажной основе. Среди материалов для печатных форм на металлической основе значительное распространение получил алюминий (по сравнению с цинком и сталью). Необходимое зернение поверхности пластины выполняется механическим путем при помощи пескоструйной машины или на зернильных установках с шарами и абразивным материалом, а также с применением мокрой или сухой обработки щетками. В настоящее время формные пластины зернятся почти исключительно электрохимическим путем и на заключительном этапе оксидируются. На металлическую основу наносится копировальный слой, на котором формируется изображение, несущее краску. Это в основном полимер. На полиметаллических (биметаллических) формных пластинах олеофильным слоем служит медь. В настоящее время в типографиях применяются преимущественно светочувствительные алюминиевые формные пластины с предварительно нанесенной фотополимеризующейся композицией на основе диазосоединений. Формирование изображения осуществляется благодаря различным свойствам поверхности пластин после их экспонирования и проявления. Печатные формы вследствие воздействия света и обработки образуют воспринимающие или отталкивающие краску элементы. Оксид алюминия, который при особой обработке основы представляет собой тонкий слой, образует стабильную гидрофильную поверхность. Задача при обработке предварительно очувствленной офсетной формной пластины заключается в том, чтобы на этапах экспозиции и проявления добиться дифференциации поверхностных свойств. Актиничный свет (содержащий УФ-излучение), воздействующий на поверхность светочувствительного материала на формной пластине, вызывает его химические изменения. В зависимости от вида и структуры слой реагирует на экспонирующее излучение по-разному. Различают следующие две фотохимические реакции при обработке формной пластины: задубливание копировального слоя светом (негативное копирование), разрушение копировального слоя светом (позитивное копирование). При фотохимическом задубливании копировальный слой на засвеченных участках становится нерастворимым для проявителя. Если, напротив, копировальный слой фотохимически разрушается, то проявитель растворяет засвеченный слой, удаляя его с подложки (например, алюминия). Таким образом, возможны два различных способа копирования: позитивное и негативное. Они требуют различной засветки для образования изображения, т.е. различных предварительно изготовленных фотоформ. При позитивном копировании в качестве копируемого оригинала используется позитивная фотоформа, т.е. непрозрачные для света зачерненные участки на ней соответствуют участкам, воспринимающим краску на печатной форме. При негативном копировании с применением «негативных формных пластин» в качестве копируемых оригиналов используется негативная фотоформа, на которой участки изображения (печатающие элементы) соответствуют прозрачным светлым участкам. Свет отверждает копировальный слой на формной пластине, который после проявления остается на участках ее поверхности, в то время как с незасвеченных участков (пробельных) он удаляется. Независимо от того, идет ли речь о позитивном или негативном копировании, готовые печатные формы идентичны относительно своего информационного содержания - различаются лишь наносимые слои, используемые для изготовления печатающих элементов. Решение о работе с тем или иным видом форм, изготавливаемых позитивным или негативным копированием, принимает полиграфическое предприятие. Многие типы металлических печатных форм для повышения их тиражестойкости после проявления подвергаются термической обработке (путем обжига). Печатные формы на лавсановой основе применяют для выполнения работ среднего качества. Они используются для печати однокрасочных и многокрасочных работ малого формата. Для обеспечения контроля качества в процессе изготовления печатных форм совместно с основным изображением копируют контрольные элементы. Для этого имеются стандартные шкалы FOGRA с соответствующими клиньями, подобными тестовому клину РМS-Offset-Testkeil или UGRA-Offset-Testkeil. Типы пластин, выбранные для проектируемого издания, и их характеристика, представлены в таблице 3. Таблица 3 - Типы пластин и их характеристика
Виды печатных форм, их характеристики 1. Типографская (высокая) печать. 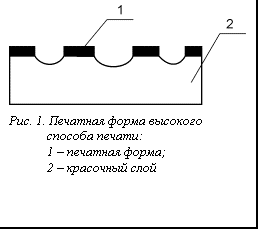 Рисунок 4 - формы с выступающими печатающими элементами и углубленными пробельными В высоком способе печати используются формы с выступающими печатающими элементами и углубленными пробельными (рис. 1). Данный способ служит для изготовления самой разнообразной продукции – от ежедневных газет до высокохудожественных изобразительных изданий. Характерными признаками типографской печати являются: красочный слой толщиной 2–3 мкм; оборотный рельеф (деформация запечатываемого материала из-за избыточного давления при печати); заметный рельеф букв. К достоинствам высокого способа печати относятся: хорошая разрешающая способность (печать с линиатурой растра 60–80 лин/см); достаточная графическая, градационная и колористическая точность воспроизведения различных по своему характеру изображений; стабильность качества воспроизведения изображения во всем тираже, что обусловлено отсутствием таких нестабильных процессов, как увлажнение печатных форм (в офсетной печати) или удаление краски с пробельных элементов форм (в глубокой печати). Поверхность печатной формы высокой печати химически нейтральна и может воспринимать любой раствор, т.е. эти формы можно использовать для печати с применением красок, как на жировой основе, так и на базе водных и спиртовых растворителей. В высокой печати используется большое многообразие печатных форм, различающихся по многим признакам. В свою очередь, формы подразделяются на оригинальные и стереотипы. Оригинальные формы изготавливаются с текстовых или изобразительных оригиналов и предназначены для печатания тиража или для размножения печатных форм. Стереотипы — это формы-копии, полученные с оригинальных форм и служащие только для печатания тиража. Оригинальные изобразительные формы независимо от способа их изготовления обычно называются клише. Печатные формы могут быть изготовлены в виде монолитных гибких или жестких (реже эластичных) пластин форматом, равным формату запечатываемого бумажного листа. Но они могут быть также составлены из отдельных пластин, содержащих одну или несколько полос издания. Используются также текстовые печатные формы, состоящие (набранные) из отдельных литер, воспроизводящих отдельные буквы, или целые строки текста. Такие формы называются наборно-отливными. При изготовлении печатных форм высокой печати широко используют литейные, фотографические, химические процессы, процессы прессования, механической обработки металлов и полимеров. Тиражестойкость печатных форм зависит от печатного процесса. Она колеблется от нескольких десятков до 500 и более тысяч оттисков. Широкое применение для печатания находят оригинальные формы, полученные формативной записью информации посредством копирования со штриховых, растровых или текстовых негативов на формные пластины, т.е. формы, изготавливаемые фотохимическими способами. Высокая печать с металлических печатных форм в настоящее время используется редко, а печать с гибких форм на ротационных печатных машинах очень часто используется для изданий с большим тиражом. Главными причинами, сужающими применение типографской печати, являются большая трудоемкость подготовительных операций и практически полное отсутствие в ее арсенале такого печатного оборудования, которое позволяло бы одновременно повысить иллюстративность и в соответствии с этим красочность изданий. [3] 2. Глубокая печать. 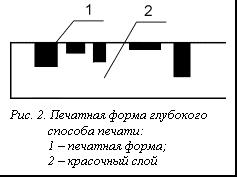 Рисунок 5 - глубокая печать Данный способ печати предполагает использование высокоскоростных ротационных машин (60–80 тыс. цикл/ч и более). Печатная форма представляет из себя цилиндр с углубленными печатными элементами, и возвышающимися пробельными (рис. 2). Основными достоинствами способа глубокой печати являются: высокие скорости, достигаемые благодаря использованию красок на основе летучих растворителей; возможность применения больших форматов (до 6 м); простое регулирование толщины красочного слоя на запечатываемом материале; возможность обеспечения выразительных цветовых (декоративных) и градационных (плотностных) эффектов (передача полутонов за счет изменения толщины красочного слоя и вследствие этого – отсутствие муара). К недостаткам данного способа можно отнести: использование вредных, токсичных и взрыво- и пожароопасных красок; наличие пилообразного края штриховых элементов (это связано с тем, что растрирование происходит на стадии изготовления печатной формы – создание ячеек (печатающих элементов), при этом растр имеет квадратную, а не круглую или овальную форму). Процесс изготовления печатных форм для способа глубокой печати основан на сочетании фотохимических, электрохимических и механических процессов. Он состоит из следующих основных операций: а) подготовка формного материала; б) изготовление диапозитивов отдельных элементов фотоформы и их монтаж; в) копирование – перенос монтажа на формный материал; г) травление формы и подготовка ее к печатанию. Печатные формы для способа глубокой печати изготовляются непосредственно на формных цилиндрах. Каждая секция печатной машины снабжена 1 – 3 запасными формными цилиндрами, что позволяет готовить печатные формы заблаговременно. Фотоформой, с которой изображение будет перенесено на цилиндр, в глубокой печати, как правило, служит монтаж полутоновых диапозитивов. Монтаж фотоформ проводят на монтажном столе с использованием монтажной измерительной сетки и линейки со штифтами для системы штифтовой приводки. В связи с тем, что корректура готовой печатной формы способа глубокой печати чрезвычайно затруднена, все элементы издания должны быть тщательно отработаны, проверены и откорректированы до их копирования на формный цилиндр, то есть в процессе монтажа диапозитивов. В глубокой печати используется пигментный способ изготовления печатных форм, когда копирование монтажа диапозитивов производится не непосредственно на формный материал, а на очувствленную пигментную бумагу с последующим переносом желатинового слоя пигментной бумаги на медную рубашку формного цилиндра. Желатиновый слой изображения пигментной бумаги создает рельефное изображение на поверхности формного цилиндра, и именно этот рельеф регулирует глубину травления печатающих элементов (min 6, max 80 микрон). Беспигментный способ переноса изображения достигается путем прямого лазерного гравирования изображения оригинала непосредственно на формном цилиндре. К недостаткам способа глубокой печати относятся его высокая капиталоемкость, приводящая к концентрации больших производственных мощностей, довольно значительные затраты ручного труда на заключительной контрольно – корректурной стадии изготовления формных цилиндров, а также повышенная экологическая вредность и взрывоопасность некоторых красителей (на толуоле). Глубокая печать экономически выгодна при печатании больших тиражей – от 70-250 тыс. оттисков. Глубокая печать считается оптимальным технологическим вариантом изготовления в первую очередь массовой иллюстрированной одно- и многокрасочной печатной продукции. Она прочно удерживает свои позиции за рубежом благодаря применению электронно-механического и лазерного гравирования печатных форм непосредственно с оригинала. В нашей стране она практически не используется. [3] 3.Офсетная печать. 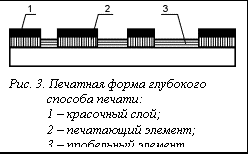 Рисунок 6 - Печатающие элементы формы – гидрофобные, пробельные – гидрофильные В способе плоской офсетной печати используются печатные формы, на которых печатающие и пробельные элементы расположены практически в одной плоскости. Они обладают избирательными свойствами восприятия маслосодержащей краски и увлажняющего раствора – воды или водного раствора слабых кислот и спиртов. Печатающие элементы формы – гидрофобные, пробельные – гидрофильные (рис. 3). Основным отличием данного способа печати от высокой и глубокой печати является использование промежуточной поверхности (офсетного цилиндра) при переносе краски с печатной формы на запечатываемый материал. На данный момент офсетная печать является наиболее развитым и часто используемым способом печати. За последние десятилетия она прогрессивно развивалась, что обусловлено рядом причин: универсальные возможности художественного оформления изданий; возможность двухсторонней печати многокрасочной (в том числе и высокохудожественной) продукции в один прогон; доступность изготовления крупноформатной продукции, как на листовых, так и на рулонных машинах; наличие высокопроизводительного и технологически гибкого печатного оборудования; улучшение качества и появление новых основных и вспомогательных технологических материалов, прежде всего бумаг, красок, декельных пластин; внедрение в практику достаточно гибких и эффективных вариантов формного производства. Существуют два способа получения форм для плоской офсетной печати: форматная запись изображения и поэлементная запись изображения. Форматная запись изображения является основным способом изготовления форм и заключается в получении копий путем экспонирования изображения с фотоформы на монометаллическую пластину с последующей обработкой копии в проявляющем растворе. Поэлементная запись осуществляется путем сканирования изображения, его преобразования с последующей лазерной записью печатных форм в результате воздействия лазерного излучения на приемный слой формного материала. Такая технология изготовления печатных форм известна как технология СTP (computer to plate). [3] 4. Трафаретная печать. Изготовление трафаретных печатных форм. Трафаретная печать – способ печати, при котором оттиск получают путем продавливания краски с помощью эластичного ракеля через печатную форму на бумагу или др. материал. Форма для трафаретной печати представляет собой сетку из натурального шелка (шелкотрафаретная печать), синтетической ткани или металла, натянутую на специальную раму. Печатающие элементы формы представляют собой открытые участки сетки, пробельные элементы перекрыты задубленным или полимеризованным копировальным слоем. Для трафаретной печати используются вырезные, рисованные, печатные формы, изготовляемые вручную, о также фотомеханические формы. Существуют три способа изготовления фотомеханических печатных форм: прямой, косвенный и комбинированный. При прямом способе диапозитив копируют непосредственно на сетку, покрытую копировальным слоем. Под действием света копировальный слой под прозрачными участками диапозитива задубливается (или полимеризуется), а на участках, не подвергшихся действию света, удаляется в процессе проявления. При косвенном способе копию получают на временной подложке – синтетической пленке, а затем переносят на сетку. В «Ризографе» печатная форма изготавливается путем перфорирования формного материала термоголовкой. Комбинированный способ сочетает элементы прямого и косвенного способов. Машины трафаретной печати могут использоваться там, где применение оборудования других способов печати на не рационально, например, при печатании на жестких, изогнутых поверхностях, для отделки переплетных крышек и выпуска продукции с толстыми слоями красок. [3] 5.Флексографский способ. Флексография - это разновидность высокой печати, использующая эластичные (гибкие) печатные формы и низковязкую краску. Флексографские машины изначально разрабатывались для печати на упаковочных материалах и практически не имеют ограничений по типу запечатываемого материала. Как правило, материал выбирается, исходя только из технологического процесса, который необходим для создания упаковки или иной продукции. Возможно использование бумаги, любого вида картона (мелованный, со специальным покрытием, ламинированный и т. д.), самоклеющихся материалов, металлической фольги, пленочных полимерных материалов любого типа и толщины. Кроме того, можно печатать на нестандартных материалах с грубой фактурой, таких, например, как ткань. Для флексографской печати используются гибкие фотополимерные формы. Именно от них флексография и получила свое название. [3]  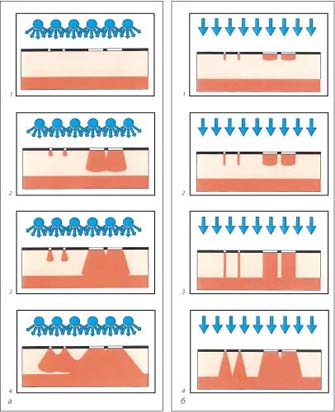 Рисунок 7– флексопечать Такие формы имеют целый ряд неоспоримых преимуществ по сравнению с формами, используемыми в других типах печати. Они сочетают в себе простоту изготовления (процесс, несколько похожий на изготовление офсетной формы) с высокой тиражестойкостью, присущей формам при высокой и глубокой печати. Тиражестойкость фотополимерной формы превышает тиражестойкость обычной монометаллической офсетной формы на порядок и составляет от 1 до 2,5 млн. оттисков. Эластичность формы позволяет ей работать и как декель, что исключает процесс приправки, а так же печатать на материалах с такой грубой фактурой, на которой печать офсетным способом вообще невозможна. Кроме присущей флексографии гибкости в выборе носителей еще одним ее преимуществом является цена. Фотополимерные флексографские формы гораздо дешевле, чем металлические формы для глубокой печати, и это только одно из слагаемых относительной дешевизны флексографической печати. Поскольку флексографские машины часто комбинируются в одну линейку с устройствами для ламинирования, высечки, фальцовки и склейки, они оказываются экономичнее других печатных машин, с раздельным технологическим процессом. Флексографская машина в типичной конфигурации может печатать на листах пластика, высекать в них отверстия, складывать их в пакет, а затем склеивать его - и все это в одном технологическом цикле. По этой причине печатников, использующих флексопечать, часто называют изготовителями упаковки. Особенностью флексографии является также ее способность оперировать формами различного размера, что позволяет оптимизировать использование материалов, в то время как фиксированные размеры офсетных форм часто приводят к повышенному проценту отходов. А возможность флексографских машин работать с водными красками, а не с красками на основе растительных масел, принятыми для офсетной литографии, часто является решающим фактором при выборе способа печати на упаковочных материалах для пищевых продуктов. Обычно водные краски оказываются предпочтительнее по экологическим соображениям. Но часто для изготовления безопасной упаковки для продуктов использование красок на водной основе регламентируется правительственными предписаниями. |