отчет по слесарной практике. 15. Шабрение и притирка. Сущность и назначение шабрения. Шаберы
 Скачать 199 Kb. Скачать 199 Kb.
|

15. Шабрение и притирка.Сущность и назначение шабрения. Шаберы.Шабрением называется операция по снятию (соскабливанию) с поверхностей деталей очень тонких частиц металла специальным режущим инструментом - шабером. Цель шабрения - обеспечение плотного прилегания сопрягаемых поверхностей и герметичности (непроницаемости) соединения. Шабрением обрабатывают прямолинейные и криволинейные поверхности, вручную или на станках. За один проход шабером снимается слой металла толщиной 0,005 - 0,07 мм, шабрением достигается высокая точность - до 30 несущих пятен в квадрате 25 × 25 мм, шероховатость поверхности не более Ra 0,32. Шабрение широко применяют в инструментальном производстве как окончательный процесс обработки незакаленных поверхностей. Широкое применение шабрения объясняется особыми качествами полученной поверхности, которые состоят в следующем: в отличие от шлифованной или полученной притиркой абразивами шабренная более износостойка, потому что не имеет шаржированных в ее поры остатков абразивных зерен, ускоряющих процесс износа; шабренная поверхность лучше смачивается и дольше сохраняет смазывающие вещества благодаря наличию так называемой разбивки (соскабливанию) этой поверхности, что также повышает ее износостойкость и снижает величину коэффициента трения; шабренная поверхность позволяет использовать самый простой и наиболее доступный метод оценки ее качества по числу пятен на единицу площади. Ручное шабрение - трудоемкий процесс, поэтому его заменяют более производительными методами обработки на станках. Шабрению предшествует чистовая обработка резанием. Поверхность, подлежащую шабрению, чисто и точно обрабатывают, опиливают личным напильником, строгают или фрезеруют. На шабрение оставляют припуск 0,1 -0,4 мм в зависимости от ширины и длины поверхности. При больших припусках и значительных неровностях сначала припиливают личным напильником с проверкой "на краску" (рис. 306). При этом напильник предварительно натирают мелом для устранения скольжения по краске и засаливания насечки. Напильник двигают вкруговую, снимая металл с окрашенных мест. В целях предотвращения образования глубоких рисок напильник очищают стальной щеткой.
 Опиливание ведут осторожно, так как при излишних проходах напильник может оставить глубокие впадины. После опиливания окрашенных пятен заготовку (деталь) освобождают из тисков и вторично проверяют плоскости на окрашенной поверочной плите, затем продолжают опиливать слой металла по новым пятнам краски. Чередование опиливания и проверки повторяют до тех пор, пока не будет получена ровная поверхность с большим количеством равномерно расположенных пятен на всей плоскости детали (особенно по краям). Шаберы - металлические стержни различной формы с режущими кромками. Изготовляют шаберы из инструментальной углеродистой стали У10 и У12А. Режущий конец шабера закаливают без отпуска до твердости HRC 56 - 64. По форме режущей части шаберы подразделяют на плоские,трехгранные, фасонные; по числу режущих концов (граней) на односторонние и двусторонние; по конструкции - на цельные и со вставными пластинками.
По числу режущих концов плоские шаберы могут быть односторонними и двусторонними . Рациональной является выпуклая форма лезвия, очерченная дугой радиусом 30 - 40 мм для получения истового шабрения и 40 - 55 мм для чистового. Плоские шаберы изготовляют с прямыми и изогнутыми концами. Открытые плоскости шабрят шаберами с прямым концом; стенки пазов, канавок и смежных плоскостей, а также мягкие металлы (алюминий, цинк, баббит и др.) - шаберами с отогнутым концом. Длина плоских двусторонних шаберов составляет 350 - 400 мм. Ширина шабера для грубого шабрения принимается от 20 до 25 мм, для точного - 5 - 10 мм. Толщина конца режущей части колеблется от 2 до 4 мм. Угол заострения у шаберов принимают для чернового шабрения 70 - 75°, для чистового - 90°. Двусторонний плоский шабер благодаря наличию двух режущих концов имеет большой срок службы.  Рисунок 15.1 - Припиливание поверхности с проверкой 'на краску'.
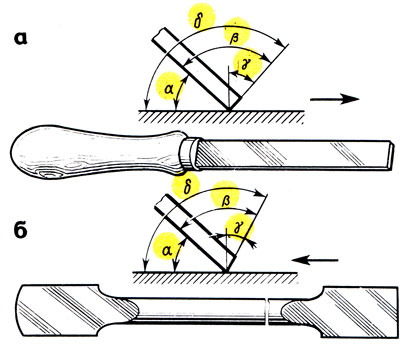 Рисунок 15.2 - Плоские односторонний (а) и двусторонний (б) шаберы и углы заточки их. 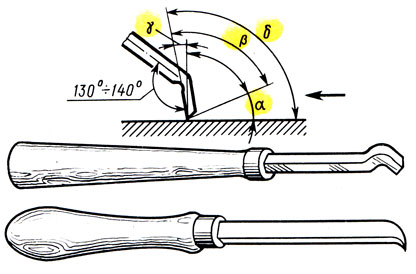 Рисунок 15.3 - Шаберы с изогнутым концом и углы заточки их. Притирка.Сущность процесса. Притирочные материалы.Притиркой называется доводка деталей, работающих в паре, для обеспечения наилучшего контакта рабочих поверхностей. В машиностроении притирка применяется для уплотнения арматуры, пробки и корпуса кранов, пробок, золотников и других деталей для получения плотных, герметичных (непроницаемых) разъемных и подвижных соединений. Для получения высокого качества и высокой производительности припуск на предварительную притирку должен составлять 0,02 - 0,05 мм, на окончательную - 0,003 - 0,005 мм.
Притиркой достигается точность обработки до 0,0001 мм при высоте неровностей на поверхности до 0,025 мкм. Притирка является более точной, чем шабрение, чистовой отделочной операцией и применяется главным образом для обеспечения плотных, герметичных (непроницаемых) разъемных и подвижных соединений. Доводка является чистовой обработкой отшлифованных деталей с целью получения точных размеров (5 - 6 квалитетов) и малой шероховатости поверхности (10 - 14-го классов). Доводку выполняют на поверхностях, предварительно обработанных шлифованием с оставленным припуском на доводку от 0,01 до 0,02 мм. Обработанные доводкой поверхности хорошо сопротивляются износу и коррозии, что является решающим фактором в эксплуатации измерительных и поверочных инструментов и очень точных деталей. Полирование (полировка) - обработка (отделка) материалов до получения зеркального блеска и красивого вида поверхности без соблюдения точности и размеров. Полирование металлов выполняют на полировальных станках быстро-вращающимися мягкими кругами из фетра или сукна или быстро-вращающимися лентами, на поверхности которых нанесена полировальная паста или мелкие абразивные зерна. В ряде случаев применяется электролитическое полирование. Притирку выполняют специальным инструментом - притиром, форма которого должна соответствовать форме притираемой поверхности. По форме притиры делят на плоские, цилиндрические (стержни и кольца), резьбовые и специальные (шаровые, асимметричные и неправильной формы). Притиры могут быть подвижными и неподвижными. Подвижный притир при притирке перемещается, а деталь остается неподвижной или перемещается относительно притира. Такими притирами являются цилиндры, диски, конусы и др. При использовании неподвижного притира перемещается только обрабатываемая деталь. Такими притирами являются бруски, плиты и др. Плоские притиры представляют собой чугунные плиты, на которых доводят плоскости. Плоский притир для предварительной обработки имеет канавки глубиной и шириной 1 - 2 мм на расстоянии 10-15 мм, в которых собираются остатки абразивного материала. Притиры для окончательной притирки делают гладкими. Цилиндрические притиры применяют для притирки цилиндрических отверстий. Такие притиры бывают нерегулируемые и регулируемые ; последние представляют собой разрезную втулку 3, насаженную на коническую оправку 2. Регулирование диаметра притира осуществляют гайками 7 и 4. Конические отверстия доводят коническими притирами, представляющими собой чугунные (реже медные) оправки. Притир для предварительной обработки имеет спиральную канавку для удержания абразивно-притирочного материала. 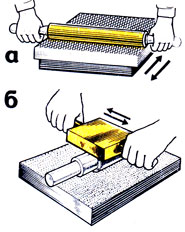 Рисунок 15.4 - Шаржирование ров: а - плоского, б – круглого. 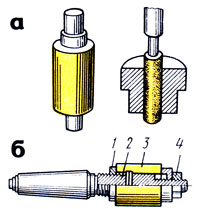 Рисунок 15.5 - Цилиндрические притиры: а - нерегулируемые, б - регулируемый; 1,4 - гайки, 2 - оправка, 3 – втулка. 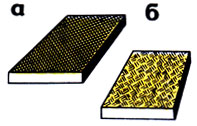 Рисунок 15.6 - Плоские притиры: а - с канавками, б - гладкийю Шаржирование притиров твердым абразивным материалом. Существуют два способа покрытия притиров абразивным порошком: прямой и косвенный. При прямом способе абразивный порошок вдавливают в притир до работы. Плоский притир шаржируют с помощью стального закаленного бруска или валика. Круглый притир диаметром более 10 мм шаржируют на твердой стальной плите, на которую насыпают тонким, ровным слоем абразивный порошок. Притир прокатывают с помощью другой плиты до тех пор, пока абразив не будет вдавлен в притир равномерно по всей поверхности.
|