отчет по слесарной практике. 6. Правка и рихтовка металла (холодным способом). Общие сведения
 Скачать 178 Kb. Скачать 178 Kb.
|

|
6. Правка и рихтовка металла (холодным способом). Общие сведения. 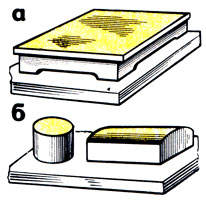 Рисунок 6.1- Правильная плита (а), рихтовальные бабки (б) Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробления, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями. Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты Правильную плитуизготовляют достаточно массивной, масса ее не менее чем в 80-150 раз больше массы молотка. Правильные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости. Правка может выполняться ручным способом - на стальной или чугунной плите, или на наковальне - и машинным - на правильных вальцах, прессах. Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
 Плиты бывают следующих размеров: 400 × 400; 750 × 1000; 1000 × 1500; 1500 × 2000; 2000 × 2000; 1500 × 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения. 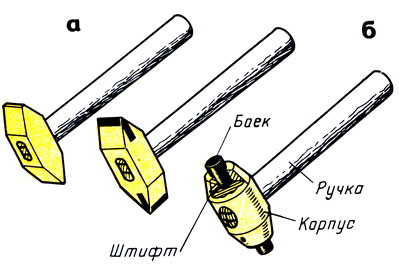 Рисунок 6.2 - Рихтовальные молотки: а - с радиусным бойком, б - с круглым гладким полированным бойком. Рихтовальные бабки используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150 - 200 мм.
Молотки со вставными бойками из мягких металловприменяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные. Молоткидля правки применяют с круглым гладким полированным бойком. Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов). Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком (массой 400 - 500 г) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8. В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05 - 0,1 мм Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла. Правка (рихтовка) металла.Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01 - 0,05 мм. В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленной стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке. Удары наносят не по выпуклой, а по вогнутой стороне детали. Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать как сырые детали, т. е. наносить удары по выпуклым местам.
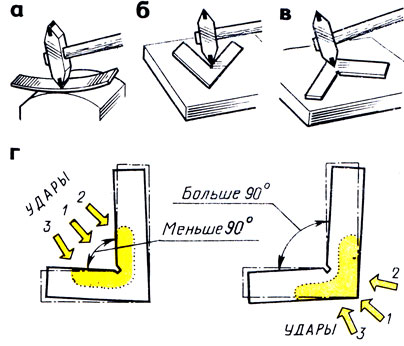 Рисунок 6.3 - Рихтовка закаленных деталей: а - на рихтовальной бабке, б - угольника по внутреннему углу, в - по наружному углу, г - места нанесения ударов. Правка закаленного угольника, у которого после закалки изменился угол между полками. Если угол стал меньше 90°, то удары молотком наносят у вершины внутреннего угла, если угол стал больше 90°, удары наносят у вершины наружного угла. В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно - сначала по плоскости, а потом по ребру. Правку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком. 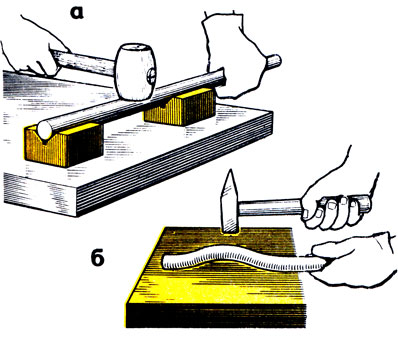 Рисунок 6.4 - Правка коротких валов и прутков: а - на призмах, б - на плите .
Особенности правки (рихтовки) сварных изделий.Холодная правка сварных изделий заключается в том, что участок изделия, имеющий коробление или поводку, подвергают воздействию ударов молотка, вследствие чего металл на этом участке правки приводится в состояние текучести, и изделие начинает постепенно принимать нужную форму. В целях предупреждения возможных рисок и засечек от ударов молотка, портящих поверхность изделия, применяют молотки и оправки с гладкой рабочей поверхностью. Сварные изделия, имеющие коробления, остаточные внутренние напряжения около шва, подвергают проковке. Холодную правку (рихтовку) сварных соединений с небольшими короблениями выполняют вручную при помощи деревянных ("мягких") и стальных молотков на плитах, наковальнях, оправках или пневматических молотах. Сварные соединения со значительными короблениями правят на ручных прессах, используя различные оправки, колодки, или на специальных приспособлениях. Правила нанесения ударов молотком при холодной правке сварных изделий те же, что и при правке полосового материала. |