КР Оценка кач.пр.. Анализ показателей качества при производстве продукции
 Скачать 0.63 Mb. Скачать 0.63 Mb.
|

3. Проведение анализа качества работ в ЦИЛОсобое место в управлении качеством продукции занимает контроль качества выполнения работы. От уровня развития контроля качества, его технического оснащения и организации во многом зависит эффективность производства в целом. Контроль в этой сфере способствует выпуску продукции высокого качества, являясь одним из наиболее эффективных средств достижения намеченных целей и важнейшей функцией управления. В данной диссертации рассмотрено проведение анализа качества работ в центральной измерительной лаборатории в условиях АО «НПО «Сплав». Для выявления и систематизации факторов, влияющих на качество выполнения работ в ЦИЛ, на первом этапе предлагается построение диаграммы Исикавы, часто именуемой также причинно-следственной диаграммой (далее – ПСД) или «рыбьей костью». ПСД наряду с диаграммой потоков считается одним из основных инструментов, позволяющих произвести качественный анализ рассматриваемого процесса на предмет определения воздействующих факторов. ПСД является базой для последующего определения степени влияния выявленных факторов (диаграмма Парето, корреляционный и дисперсионный анализ), характера их влияния (контрольный листок, диаграмма разброса, гистограмма, регрессионный анализ, графики и др.), планирования мероприятий по устранению или уменьшению влияния причин несоответствий. 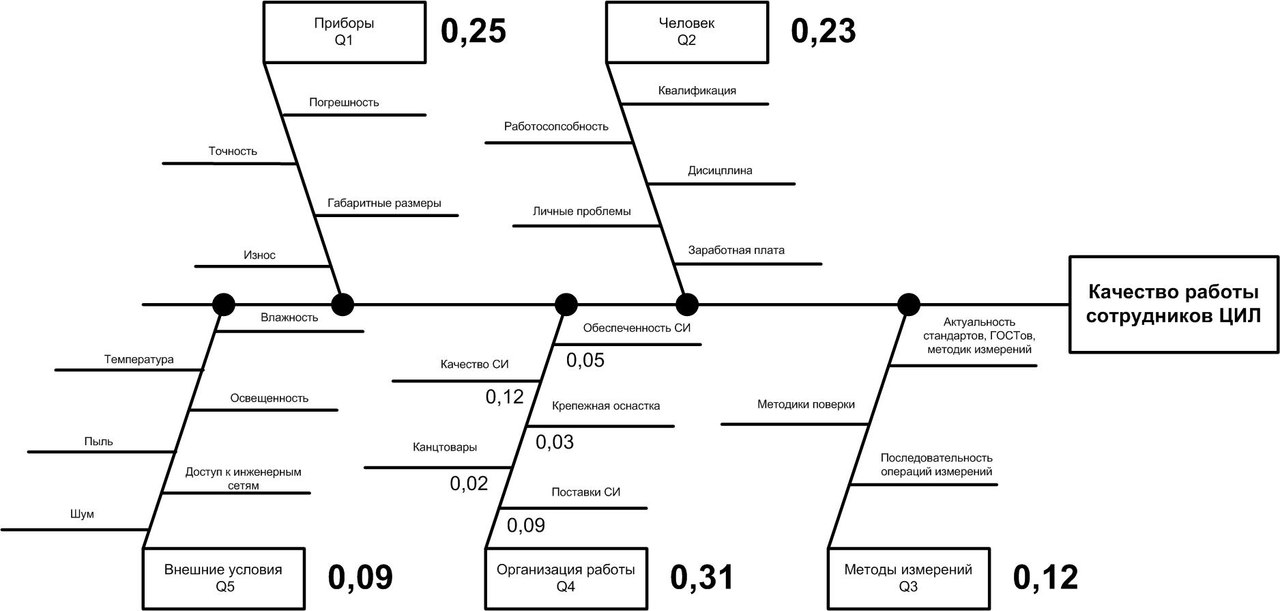 Для построения ПСД создавалась команда, состоящая из 5 экспертов. Искомым результатом являлось качество работы сотрудников ЦИЛ, команде экспертов предлагалось определить главные факторы, влияющие на достижение результата, и нанести их на ПСД. Специфичность поставленной задачи исключила возможность применения метода стратификации 5М, часто применяемого в производственных условиях. Далее команде экспертов предлагалось нанести на ПСД факторы первого уровня, влияющие на главные факторы. Определение факторов более низкого уровня признано нецелесообразным для решения поставленной задачи. ПСД, построенная в результате описанных действий, представлена на рис. Для построения ПСД создавалась команда, состоящая из 5 экспертов. Искомым результатом являлось качество работы сотрудников ЦИЛ, команде экспертов предлагалось определить главные факторы, влияющие на достижение результата, и нанести их на ПСД. Специфичность поставленной задачи исключила возможность применения метода стратификации 5М, часто применяемого в производственных условиях. Далее команде экспертов предлагалось нанести на ПСД факторы первого уровня, влияющие на главные факторы. Определение факторов более низкого уровня признано нецелесообразным для решения поставленной задачи. ПСД, построенная в результате описанных действий, представлена на рис.Рисунок10 - Причинно-следственная диаграмма для анализа качества работы сотрудников ЦИЛ Пять экспертов о 5 факторах экспертизы Q составили такие ранжированные ряды по возрастающей шкале порядка: Q1-СИ, Q2-Человек, Q3-Внешние условия, Q4-Организация работы, Q5-Методы измерений, Таблица 2 – Результаты опроса экспертов и оценки весовых коэффициентов
Эксперты составили ранжированные ряды по возрастающей шкале порядка: Эксперт №1 – Q5 Эксперт №1 – Q5 Эксперт №3 – Q3 Эксперт №4 – Q5 Эксперт №5 – Q5 Место объекта в ранжированном ряду называется рангом. Численное значение ранга в ряду возрастающей шкалы порядка увеличивается от 1 до m (m –количество оцениваемых объектов). Суммы рангов каждого из объектов экспертной оценки таковы: Q1-4+5+4+3+3= 19 Q2- 3+3+2+4+5=17 Q3-2+2+1+2+2=9 Q4- 5+4+5+5+4=23 Q5- 1+1+3+1+1=7 Весомость свойств, для данного случая, дает следующие результаты: q1=  0.25 0.25 q2=  0.23 0.23q3=  0.12 0.12q4=  0.31 0.31 q5=  0.09 0.09 (1) (1)Точность экспертных оценок определяют по согласованности мнений экспертов. Степень совпадения оценок экспертов, входящих в комиссию, характеризует качество экспертизы и выражается коэффициентом конкордации:  ; (2) ; (2)где n – количество экспертов, m – количество факторов, S – сумма квадратов отклонений рангов каждого фактора от среднего арифметического значения, вычисляемая по формуле : Q cp =  (3) (3)Сумма квадратов отклонений рангов (S) от среднеарифметического их значений по всем объектам и экспертам находят по формуле:  , (4) , (4)S= 16+4+36+64+64=184  В результате коэффициент конкордации получился 0.74, высокая согласованность экспертов. В соответствии с принципом Парето подавляющее большинство дефектов и связанных с ними потерь чаще всего возникает из-за небольшого количества причин. В проекции на тематику настоящей диссертации это означает наличие нескольких факторов, наиболее сильно влияющих на качество работы сотрудников ЦИЛ. Ранжированный ряд, полученный всеми экспертами группы: Q4 Анализ весовых коэффициентов показывает, что наибольшее влияние на качество работы сотрудников ЦИЛ оказывают организация работы и приборы с совокупным весовым коэффициентом более 50%. Руководству ЦИЛ следует обратить наибольшее внимание на точность и погрешность измерений, обеспечиваемые СИ, а также на качество средств измерений и их поставку точно в срок. Требуется отметить также и высокую степень важности методов измерений, прежде всего, актуальности стандартов и корректности методик поверки приборов. Наличие человеческого фактора в рабочем процессе, выражающееся в виде квалификации, работоспособности и дисциплины сотрудников ЦИЛ, подчеркивает необходимость проведения грамотной кадровой политики на предприятии. Для того чтобы оценить качество средств измерений продолжим использовать статистические методы - диаграмму Парето. Для этого собраны необходимые данные при проведении входного контроля за период с 2015 по 2017г. Таблица 3 – Статистические данные по дефектам СИ при проведении входного контроля
М1 - Комплектность М2 - Внешний вид (Отчетливость оцифровки штриховых шкал; правильность нанесения штриховых шкал; маркировка; соответствие инструмента описанию типа; механические повреждения, влияющие на эксплуатационные качества) М3 - Погрешность СИ Полученные результаты позволяют нам решить задачу – определить наиболее часто встречающиеся дефекты при проведение входного контроля 5 разных наименований средств измерений. Далее нами была построена столбчатая диаграмма, высота столбиков которой соответствует количеству каждого вида дефектов. Анализ статистики входного контроля позволяет сделать вывод, что в настоящее существенные проблемы связаны с поставщиками: - отсутствует методика поверки, если прибор сделан по ТУ - отсутствует свидетельство о поверке - механические повреждения (царапины, заусенцы, коррозия) - отсутствие плавности хода инструмента Рисунок 11- Количество инструмента с неполной комплектностью 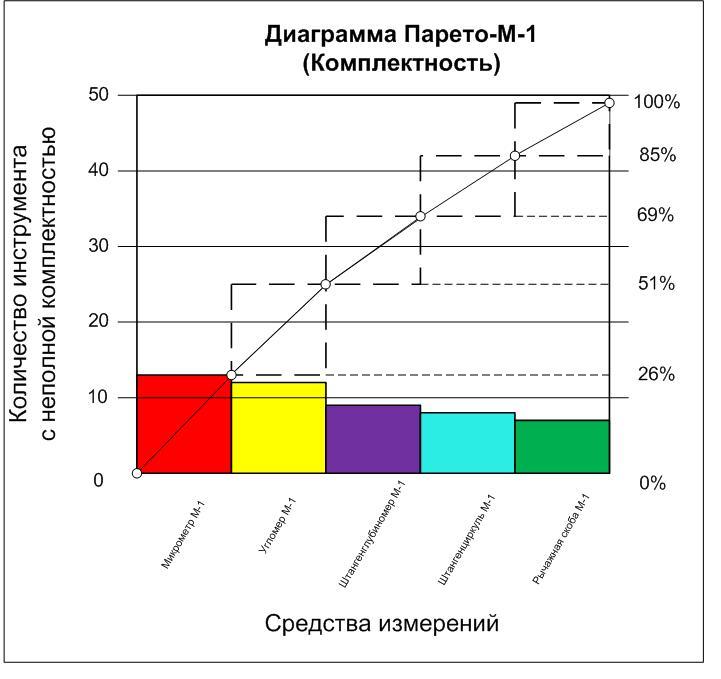 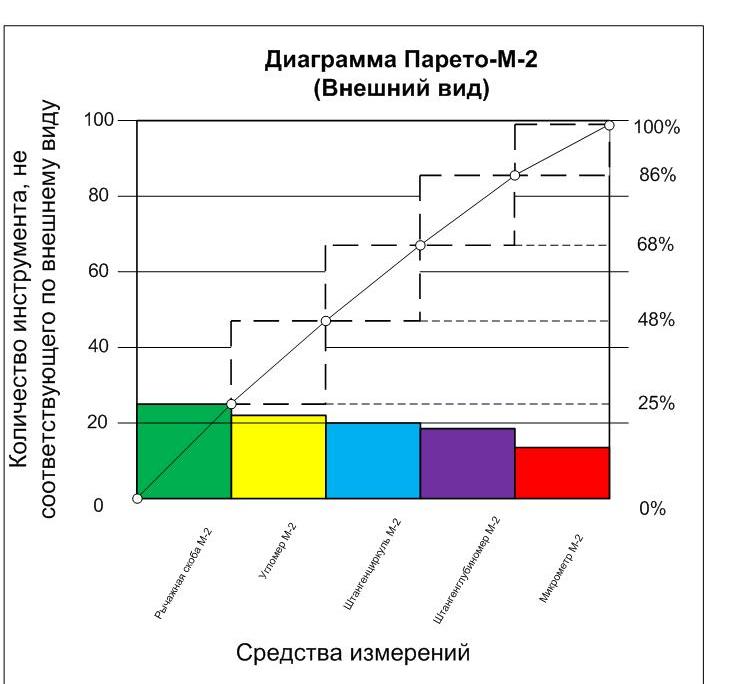 Рисунок12- Количество инструмента, не соответствующего по внешнему виду 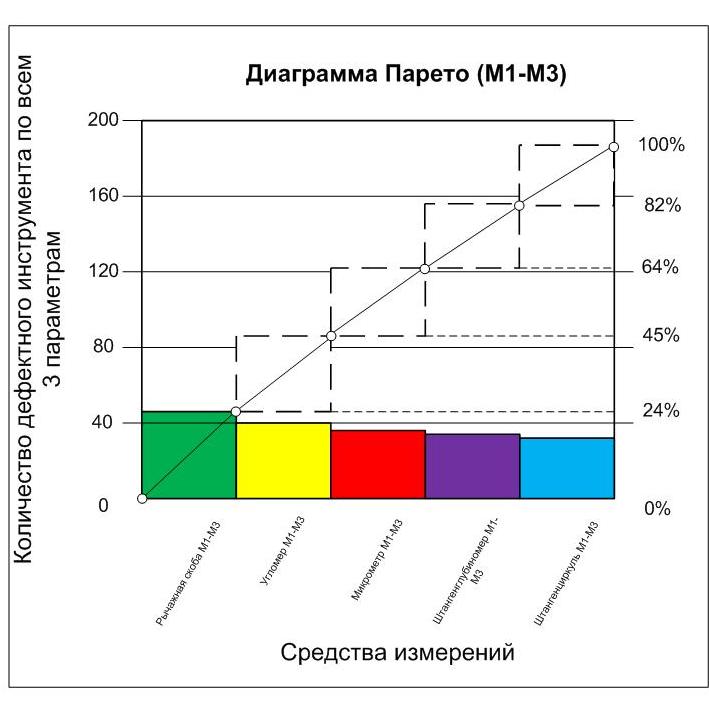 Рисунок 13- Количество дефектного инструмента по всем 3 параметрам 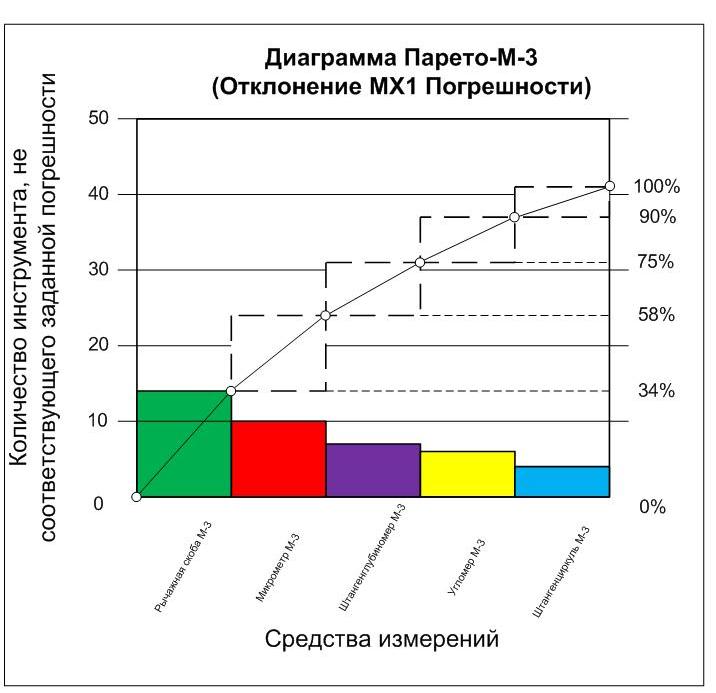 Рисунок 14 – Количество инструмента, не соответствующего заданной погрешности 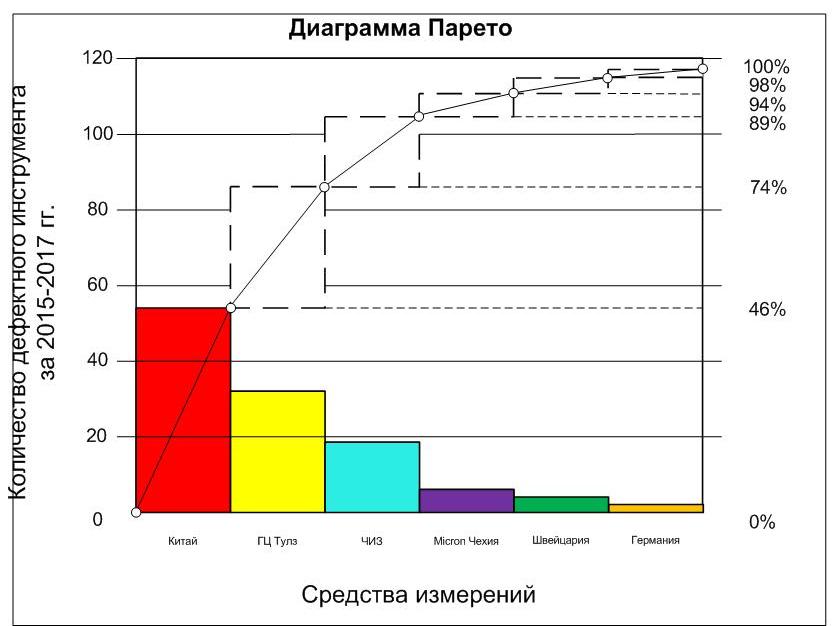 Рисунок 15- Количество дефектного инструмента за 2015-2017г.г. Вывод: Самое большое количество дефектного инструмента приходится на СИ из Китая. Таким образом, необходимо ужесточить требования к поставщикам и документации для закупок. Решить это невозможно без повышения качества процесса закупки. ЗаключениеНа основании вышеизложенного можно сделать вывод, что управленческое решение – понятие сложное и многогранное, включающее в себя различные критерии оценки. Общими признаками для всех управленческих решений являются их целенаправленность и принятие в рамках компетенции управляющего субъекта. Специалист по управленческим решениям должен понимать, что любая классификация условна. Она лишь средство, помогающее ориентироваться в огромном числе разнообразных методов и моделей. Поэтому разрабатывать классификацию нужно обязательно, но делать это следует с учетом конкретных условий, особенностей моделируемых систем (процессов принятия решений) и предпочтений, которым можно предложить выбрать классификацию. В управленческом решении в той или иной степени пересекаются и концентрируются все виды управленческой деятельности. Именно поэтому решения – центральный элемент управления и организации. Они принимаются уполномоченными субъектами управления и направлены на регулирования широкого круга подведомственных отношений Управленческие решения принимаются определенными полномочными субъектами и всегда направлены на изменение, совершенствование, рационализацию внешних и внутренних отношений организации. Регулируют различные вопросы, связанные с процессом управленческой деятельности, которая всегда предполагает значительную ответственность управленцев. Последние должны обладать определенными качествами: компетентность, профессионализм, опыт, предусмотрительность, уравновешенность, способность реагировать на изменяющиеся процессы и объективно подходить к анализу и решению возникающих ситуаций; рациональное отношение к нововведениям. Эффективность управленческого решения определяется полнотой регулирования ситуации или разрешения проблемы. Список использованной литературы1. Методические указания по выполнению курсовой работы. 2. Методы оценки и управление качеством: учебник: рек. М-вом образования Российской Федерации в качестве учебника для студентов высших учебных заведений, обучающихся по экономическим специальностям/ В. К. Федюкин, В. Д. Дурнев, В. Г. Лебедев М.: Информационно-издательский дом "Филинъ": Рилант, 2000 328 с.: ил. 3. Ременников В.Б,. Разработка управленческого решения: Учеб. пособие для вузов / В.Б. Ременников. М.: ЮНИТИ, 2000. 139. 4. Никифоров А.Д., Управление качеством: Учеб.пособие для вузов. М.: Дрофа, 2004. 720с. 5. Шишкин И.Ф., Станякин В.М. Квалиметрия и управление качеством: Учебник для вузов. М.: Изда-во ВЗПИ, 1969. 6. Бирман Л. А. Управленческие решения: учебное пособие для вузов / Л. А. Бирман. М.: Дело, 2004. 206 с. 7. Карданская Н.Л., Принятие управленческого решения: Учеб. для студентов вузов, обучающихся по экон. спец. и направлениям / Н. Л. Карданская. М. : ЮНИТИ, 1999. 406. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||