Автоматизація сортування круглих лісоматеріалів. Автоматизація сортування круглих лісоматеріалів під сортуванням круглих лісоматеріалів
 Скачать 1.53 Mb. Скачать 1.53 Mb.
|

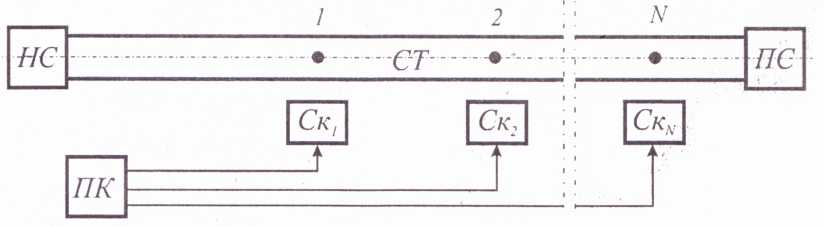
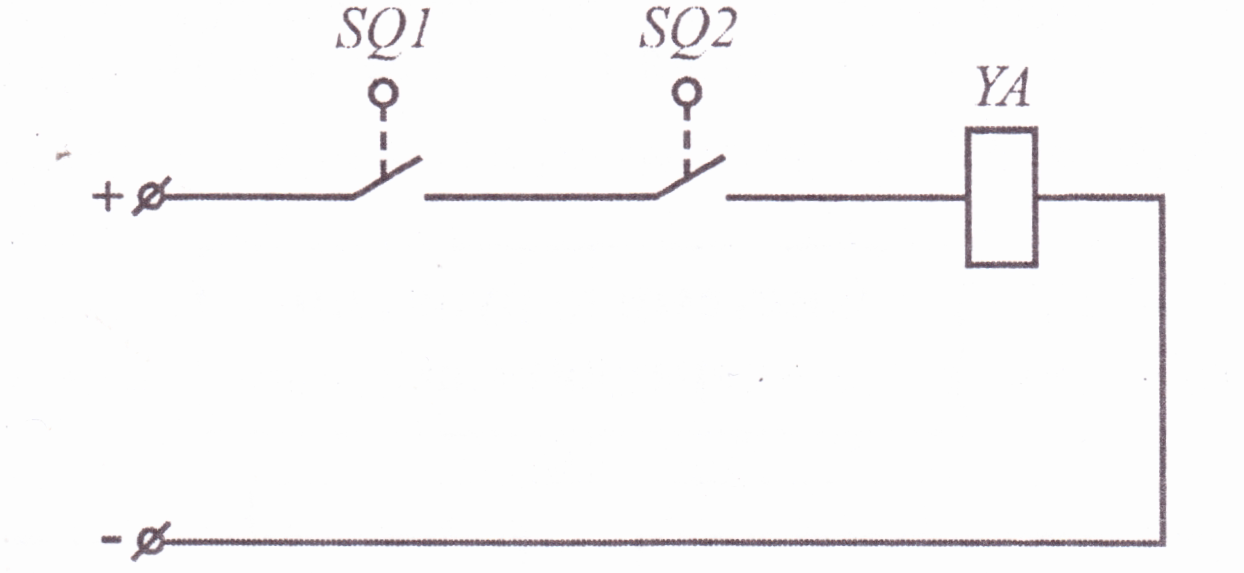
SQ\ • SQ2 SQ3 • SO4. (12.3)повне сортування за розмірами (довжиною й діаметром) та за якісними ознаками (породою й вадами деревини); часткове сортування тільки за розмірами (довжиною, діаметром, довжиною та діаметром). Автономні системи автоматичного керування сортуванням круглих лісоматеріалів Сортимент буде скинутий із транспортера, якщо його довжина менша від відстані Zz між давачами SQ1 і SQ4, але більша за відстань Z, між давачами SQ2 і SQ3 (рис. 12.5). 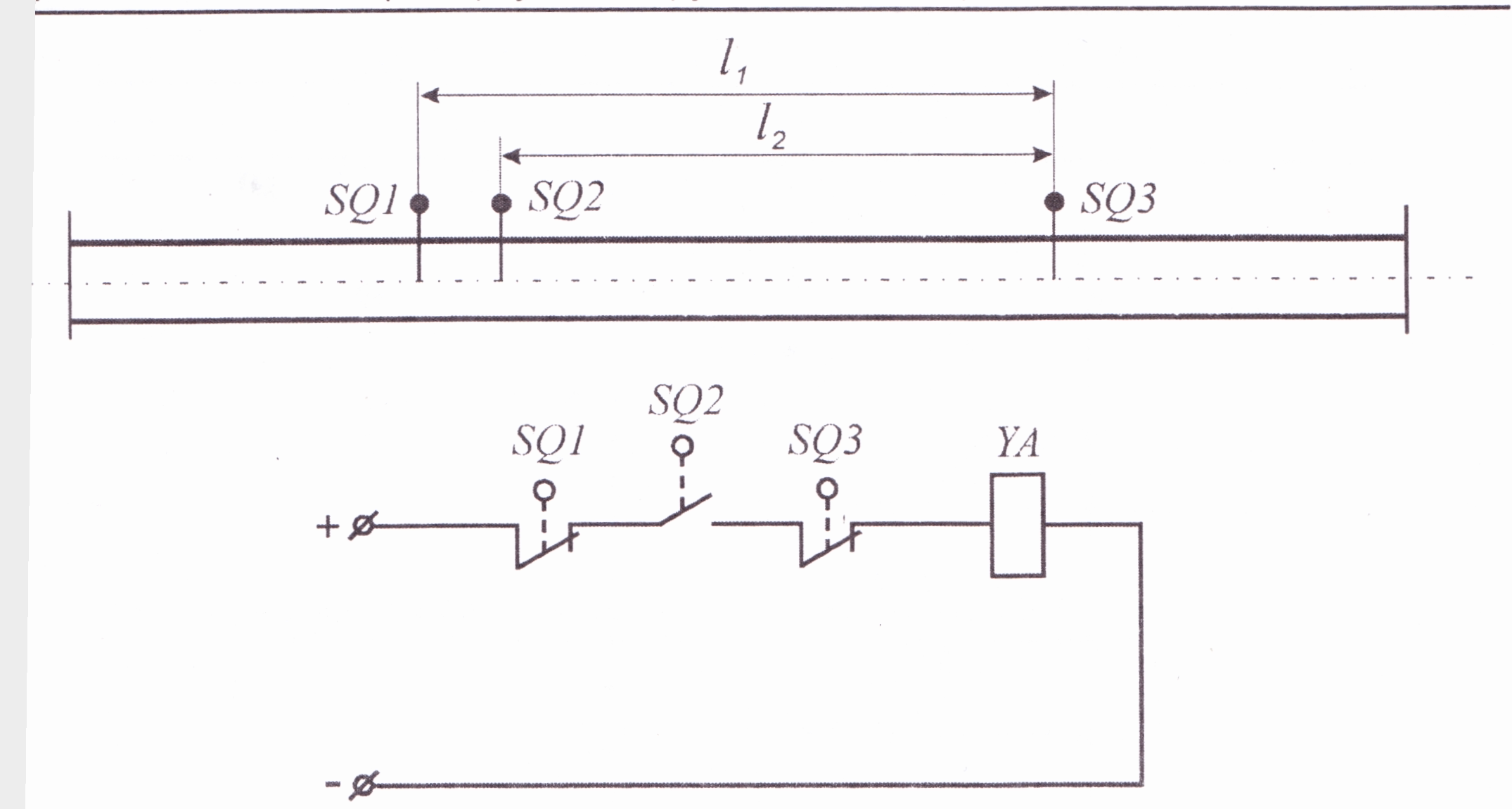 12.4. Схема автономного сортувального вимірювального пристрою довжини круглих лісоматеріалів з трьома давачами. 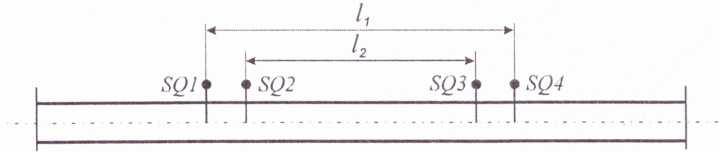 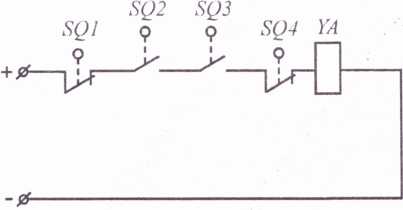 12.5. Схема автономного сортувального вимірювального пристрою довжини круглих лісоматеріалів з чотирма давачами У локальних сортувальних системах вимірювальними давачами, як правило, є механічні прапорці з вимикачами, віддаль між якими можна змінювати. На практиці замість таких давачів можна використовувати також системи з фотореле. Якщо по транспортері переміщаються два коротких сортименти (див. рис. 12.3 і 12.4), то системи керування за допомогою двох і чотирьох давачів можуть мати хибне спрацювання, тому що два коротких сортименти можуть подіяти на них к само, як один довгий. Виключити можливість помилкового скидування можна внаслідок транспортування коротких сортиментів з великим міжторцьовим зривом, або за допомогою електричної схеми, показаної на рис. 12.6.  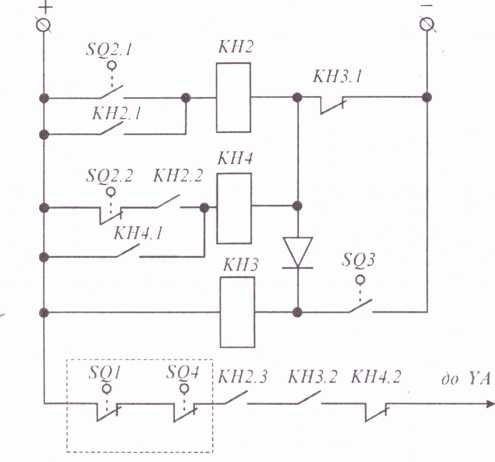 Рис. 12.6. Електрична схема, яка усуває можливість помилкового спрацювання скидувачів коротких сортиментів У системах керування за допомогою чотирьох та двох давачів (відсутні давачі SQ4 і SQE) скидування дозволяється тільки в тому випадку, коли сортименти одночасно діють на давачі SQ2 і SQ3. Скидування заборонено, якщо між діями на давачі SQ2 і SQ3 була перерва. Припустимо, що перший сортимент проходить повз давача SQ2. Внаслідок цього спрацьовує реле КН2 й стає на саможивлення (контакт КН2.Г). Коли сортимент пройде давач SQ2, вмикається реле КН4. Під час підходу наступного сортименту, реле КН4 не знеструмлюється, тому що живиться через свій блок-контакт КН4.1. Перша колода діє на давач SQ3, в результаті чого спрацьовує реле КНЗ. Однак скидувач не спрацює, тому що реле КН4 увімкнено й своїм розмикаючим контактом КН4.2 розриває коло живлення електромагніта скидувача YA. Синхронно-слідкувальні системи неперервної дії для автоматичного керування сортуванням круглих лісоматеріалів Синхронно-слідкувальні системи застосовуються в тому випадку, коли сортування круглих лісоматеріалів ведеться не тільки за розмірами, але й за якісними ознаками. Інформація (адреса) про місце скидування сортименту записується у систему слідкування в незакодованій формі, або у паралельному коді. Якщо інформація не кодується (найпростіший спосіб скидування), то кожному з усіх N скидувачів потрібний індивідуальний канал зв’язку з п можливих. Це призводить до істотного ускладнення конструкції системи автоматичного керування процесом сортування, бо кількість каналів дорівнює кількості адрес місць скидування: п = N. У такому випадку для зчитування команди в кожному каналі потрібно мати один зчитувальний елемент. Отже, кількість зчитувальних елементів k= N. Такий тип передачі команд застосовано в сортувальних системах з кульковими барабанами, де встановлене число дисків відповідає кількості місць скидування сортиментів з транспортера. У випадку кодування інформації число каналів зв'язку можна значно зменшити. Під час двоканального запису (n = 2) кожна команда записується двома, наприклад, магнітними мітками (по одній в різних каналах), які будуть зчитуватися відповідними елементами. Співвідношення між числом скидувачів У і числом каналів зв’язку п із використанням двійкового коду визначається таким чином [18]: N = 2n -1. (12.4) Звідси необхідна кількість каналів зв'язку для заданого числа скидувачів визначається за формулою:  (12.5) (12.5)Для кодування інформації про місце скидування сортименту використовують шифратори, а для спрацювання виконавчих механізмів потрібно розшифрувати ту чи іншу команду. З цією метою застосовують дешифратори, кількість яких повинна дорівнювати кількості адрес лісонакопичувачів. Виконання повного сортування круглих лісоматеріалів забезпечують синхронно-слідкувальні запам'ятовувальні пристрої (ССЗП) неперервної дії. У цих пристроях інформація про місце скидування сортименту записується на тому чи іншому носію, який переміщається синхронно з рухом сортувального транспортера. Пристрій зчитування цієї інформації розташовується від пристрою запису на віддалі, рівній відстані від початку відліку 0 до координати місця скидування сортименту LN (pиc. 12.7). Синхронно-слідкувальна система такого типу складається з пульта керування ПК, з якого оператор вводить у ССЗП адреси місця скидування. ССЗП відслідковує переміщення сортиментів й видає команди скидувачам Ckn, коли сортимент переміститься на відповідну відстань LN від нульової координати 0. Для синхронізації роботи сортувальної установки ССЗП зв’язаний із транспортером через канал синхронного зв'язку СЗ. Одним з перших типів ССЗП, котрий знайшов застосування на дільниці сортування деревини, був кульковий барабан [17]. Функціональна схема такого типу кулькового барабана замовлення адреси показана на рис. 12.8. Цей пристрій складається з дисків 1, насаджених на вал 6, котрий обертається з кутовою швидкістю co синхронно з переміщенням транспортера, лінійна швидкість якого рівна де k- передавальний коефіцієнт привода. 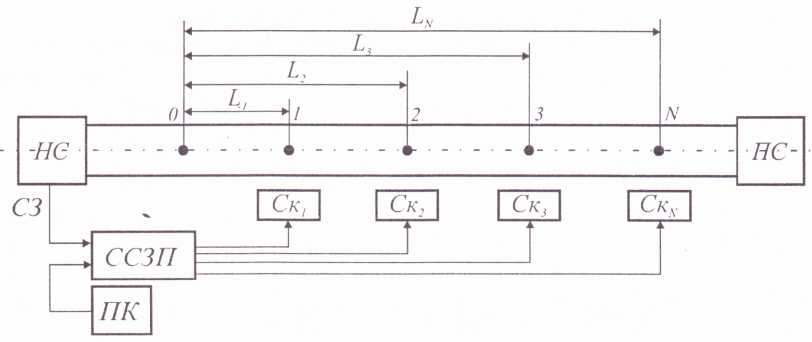 Рис. 12.7. Блок схема синхронно-слідкувальної системи керування сортуванням неперервної дії 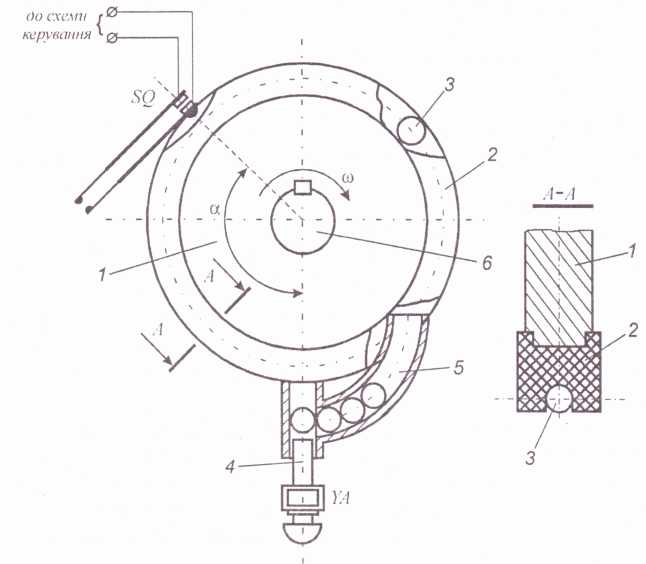 Рис. 12.8. Конструкція кулькового барабана Диски оснащені ребордами 2 (металевими чи гумовими), наповненими кульками 3, які заклинюються в ребордах штоком 4 електромагніта YA. На деякій кутовій відстані а від місця заклинювання кульки закріплено кінцевий вимикач SQ. Повернувшись на кут а, диск підведе кульку під кінцевий вимикач, контакти останнього замкнуться, подаючи команду на скидування. Принцип дії синхронно-слідкувальної системи з таким ССЗП наступний. З поступленням сортименту на місце з нульовою координатою “0” сортувального транспортера на обмотку електромагніта YA подається напруга. Електромагніт спрацьовує й затискає кульку в реборді. Далі кулька разом з диском рухається синхронно з переміщенням сортименту на транспортері. Коли сортимент підійде до місця скидування, кулька натисне на кінцевий вимикач SQ, який подасть команду на скидування сортименту. Використані кульки витискаються з реборд спеціальним пристроєм 5. Однією з основних вимог до систем керування скидувачами сортувального транспортера є точність видачі керувальним пристроєм команди на скидування сортименту. Підвищення такої точності можливе внаслідок застосування системи керування замовленням, суть якої полягає в тому, що в місцях скидування сортименту встановлюють давачі положення ДП (рис. 12.9). Команда на скидування видається через елемент логіки "I" у випадку співпадання сигналу від барабану замовлення ССЗП и давача ДП. У цій точність скидування похибка визначається точністю давачів положення й не залежить від точності видачі сигналу барабаном замовлення. 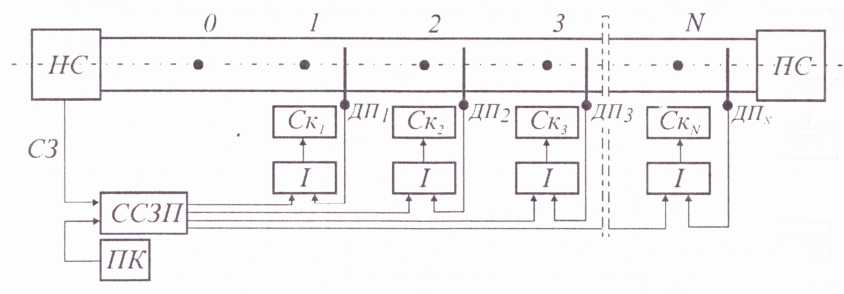 Рис. 12.9. Блок-схема синхронно-слідкувальноїсистеми керування сортуванням неперервної дії з дублюванням інформації на скидування Недоліком застосування барабанів замовлення електромеханічного типу є відсутність інформації про кількість і типи скинутих сортиментів, що ускладнює облік посортованої деревини. Імпульсні синхронно-слідкувальні системи керування сортуванням В імпульсних системах керування сортуванням слідкування за сортиментами здійснюється дискретно, з переміщенням сортувального транспортера на деяку величину А, яку називають кроком слідкування. Координати адрес Li, де повинні скидуватися сортименти, визначаються числом тактових імпульсів за таким виразом [17]:  (12.7 ) (12.7 )Найпростіший імпульсний синхронно-слідкувальний запам'ятовувальний пристрій побудований на основі лічильної системи на регістрах імпульсів (регістрах зсуву), де інформація про переміщення сортименту зберігається в комірках блоку пам’яті й зсувається та переноситься відповідно до положення сортименту. Кількість комірок пам’яті з п послідовних елементів визначається для кожної адреси скидування кроком слідкування, який, як правило, складає 2...5 см. Чим менший крок слідкування, тим точніша робота системи і більша кількість комірок пам’яті в одній доріжці каналу керування. Елементи живляться від генератора тактових імпульсів, керованого імпульсним давачем. Цей давач з’єднується з валом неприводної зірочки транспортера і виробляє тактові імпульси під час переміщення транспортера на величину ∆. Блок-схема імпульсної слідкувальної системи керування сортуванням, побудованої на регістрах зсуву, показана на рис. 12.10. 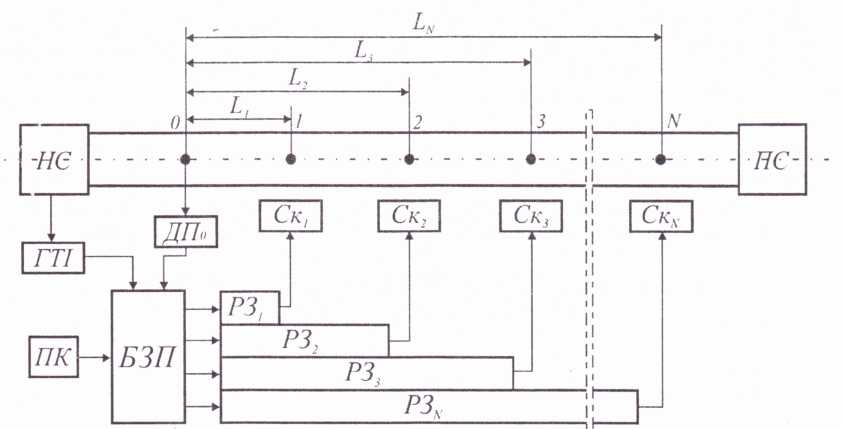 Рис. 12.10. Блок-схема імпульсної синхронно-слідкувальної системи керування сортуванням з регістрами зсуву Вибір адреси скидування сортиментів здійснює оператор з пульта керування ПК. У цьому випадку вона записується в один з каналів буферного запам’ятовувального пристрою БЗП до моменту, поки сортимент підійде до початкової відмітки транспортера “0”. У БЗП можна заздалегідь записати кілька команд за кожною адресою, що полегшує оператору встановлення програми скидування. У момент виходу сортименту на початкову відмітку транспортера з давача початку відліку ДП0 подається команда в БЗП, з останньої комірки якого подається імпульс у першу комірку регістра зсуву РЗi відповідного каналу. За кожним тактом інформаційний набір імпульсів про положення сортименту на транспортері переміщається в наступну комірку регістра зсуву даного каналу. Дійшовши до останньої комірки РЗi, за черговим імпульсом від генератора тактових імпульсів ГТI подається команда на скидування до виконавчого пристрою скидувача Скi. У синхронно-слідкувальній системі з регістрами зсуву кожна доріжка з комірок пам’яті відповідає одному штабелю. Кількість набраних елементів для всіх регістрів зсуву є досить значною. Так для кроку слідкування 2 см і одного, останнього штабеля сортувального транспортера, віддаленого на 200 м, потрібно 20000:2 = 10000 комірок пам'яті. Для усунення цього недоліку застосовують спеціальні кільцеві схеми (рис. 12.11), принцип роботи яких полягає у наступному [18]. Нехай маємо два регістри зсуву, перший з яких містить n1, а другий п2, елементів. З’єднаємо вихід кожного регістра зсуву з його входом. Якщо на вхід першого регістра зсуву подати сигнал, то через п1тактових імпульсів з виходу регістра знову буде поданий сигнал на його вхід. Відповідно з виходу другого регістра зсуву сигнал на його вхід буде поданий через тактових імпульсів. 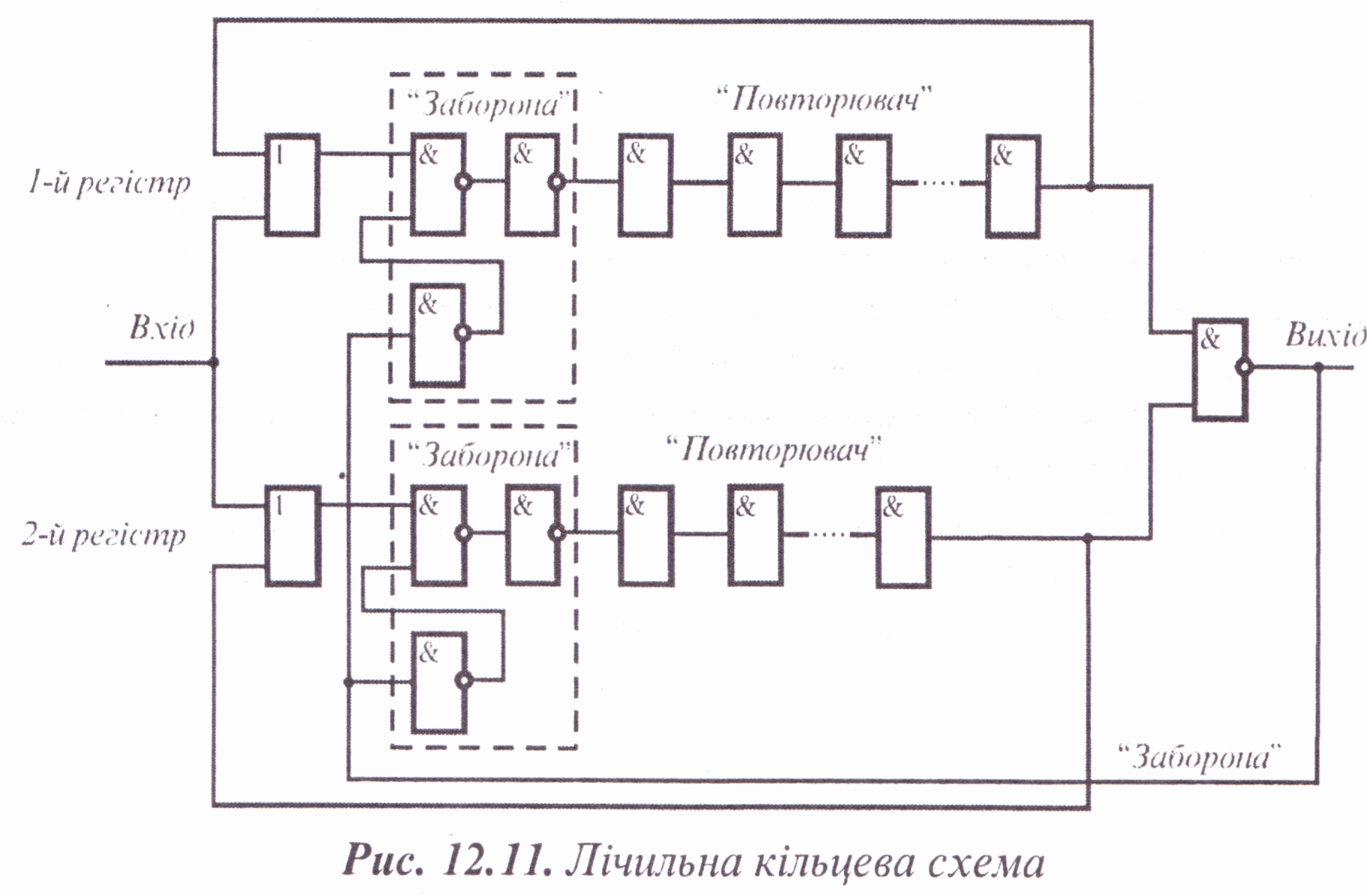 Якщо виходи першого та другого регістрів зсуву подати на входи елементів І, то за наявності вхідного сигналу елементи I спрацюють тільки тоді, коли будуть сигнали на виході обох регістрів зсуву. Зупинка циркуляції імпульсів у кільцевій схемі відбудеться тоді, коли після виходу сигналу на скидування поступить сигнал “заборона”. Якщо вибрана кількість елементів першого та другого регістрів зсуву рівна n1 і n2, то співпадання сигналів на їх виході відбудеться тільки після генерування кількості імпульсів т = n1 n2 . Відповідно для і регістрів зсуву m= n1 ∙ n2 ∙…∙ni (12.8) Так як кількість елементів п в кільцевих лічильних схемах визначається сумою елементів усіх регістрів n = ∑ni , то мінімальне значення n буде за умови n1 = п2 =n3.... Допустимо, що здійснюється генерування 100 імпульсів. Тоді для однорядного регістра зсуву потрібно 100 лічильних комірок пам’яті, а для двокільцевої схеми - √т = √100 = 10. Приймемо n1 = 10, n2 = 11, тоді кількість імпульсів, що зчитуються системою, складе т = n1n2= 10∙11 = 110, а кількість комірок буде n =10+11=21. Як бачимо, замість 100 лічильних комірок пам’яті однорядного регістра зсуву необхідно тільки 21 комірку для кільцевої схеми включення регістрів. Лічильну схему можна зібрати з комірок елементів / на базі простого чотири- розрядного додавального лічильника з паралельним переносом інформації. З принципу роботи імпульсних синхронно-слідкувальних систем видно, що використані в них регістри зсуву виконують функцію лічильників імпульсів, які поступають від генератора тактових імпульсів. Це дозволяє побудувати систему автоматичного керування сортуванням круглих лісоматеріалів, у котрій замість регістрів зсуву застосовують лічильники імпульсів, місткість яких рівна кількості імпульсів т , котра поступить у систему під час замовлення на скидування сортименту в максимально віддалену координату адреси Lmax [17], тобто mmax= Lmax/∆ (12.9) Під час замовлення адреси скидування в лічильник вводиться додаткове число імпульсів mdi=mmax-mi (12.10) де і - номер адреси скидування. Отже, коли в лічильник імпульсів буде подано mi. імпульсів, він цілком заповниться, й у випадку поступлення mi+1 імпульсу з його виходу буде поданий сигнал на скидування сортименту. Блок-схема пристрою керування сортуванням із застосуванням лічильників імпульсів показана на рис. 12.12. Пристрій складається з k лічильників імпульсів ЛЧ, розподільних пристроїв PП1 і РП2, пульта керування ПК і генератора тактових імпульсів ГТІ. Оператор з пульта керування ПК вводить у розподільний пристрій PП1адресу скидування чергового сортименту у вигляді коду з додатковим числом імпульсів mdi. Розподільний пристрій направляє це число у пустий лічильник ЛЧi. Одночасно вихід цього лічильника через розподільний пристрій РП2 підключається до виконавчого механізму відповідного скидувача Скi. Під час надходження замовлення наступної адреси РП1 визначає наступний вільний лічильник і т.д. Керування лічильниками імпульсів здійснюється від генератора тактових імпульсів ГТІ, який подає імпульси у всі лічильники під час переміщення сортиментів на величину кроку слідкування ∆. Якщо у відповідний лічильник надійде імпульсів, то він переповниться і з його виходу буде поданий сигнал на скидувач Скі, Після цього лічильник повертається у початковий стан і може бути знову використаний для слідкування за переміщенням наступного сортименту. 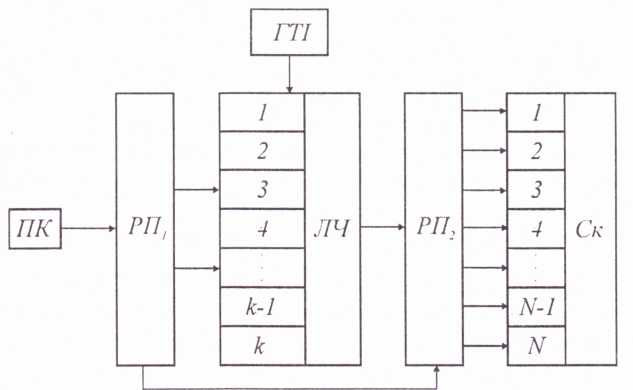 Рис. 12.12. Блок-схема пристрою з лічильниками імпульсів для керування імпульсною синхронно-слідкувальною сортувальною установкою Логічні системи автоматичного керування сортуванням сортиментів На відміну від синхронно-слідкувальних систем керування сортуванням, в яких здійснюється стеження за переміщенням сортименту на транспортері, у логічних системах визначається порядок надходження сортиментів на сортувальний транспортер і послідовність їх скидування з нього [17]. Основними елементами логічних систем керування сортуванням є буферні запам’ятовувальні пристрої БЗП, в які записується послідовність надходження сортиментів на транспортер до моменту їх скидування. Сигналами керування для БЗП є імпульси від шляхових давачів, розташованих у місцях скидування сортиментів. На рис. 12.13 показана блок-схема логічної системи автоматичного керування сортуванням круглих лісоматеріалів із записом у БЗП кодів команд з інформацією: “пропустити сортимент повз дане місце скидування” чи “скинути сортимент у даному місці”. 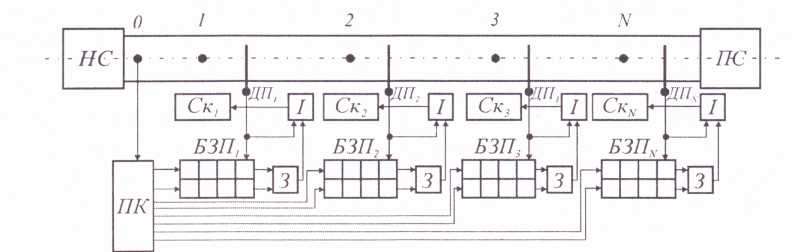 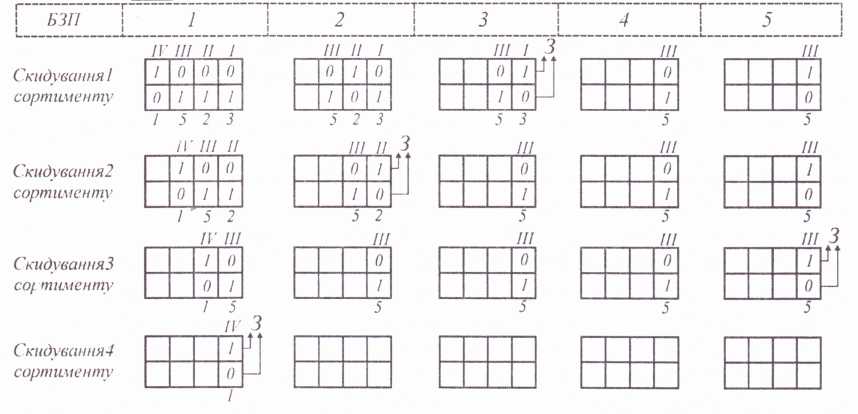 Рис. 12.13. Блок-схема логічної системи керування сортуванням Коди “пропустити” чи “скинути” під час замовлення адреси записуються одночасно в усі БЗП, починаючи з 1-го до N-го номерів адрес скидування. Записуються команди такими кодами: пропустити Нехай, для прикладу, оператор зробив замовлення на скидування чотирьох сортиментів за такими адресами: І-й сортимент за третьою, ІІ-й сортимент за другою, ІІІ-й сортимент за п'ятою та IV-й сортимент за першою. Для виконання такого замовлення в перший БЗП послідовно записуються всі коди команд “скинути" чи “пропустити” для всіх сортиментів. Для перших трьох сортиментів, замовлених за 3, 2 і 5-ю адресами, в БЗП записано код «пропустити» Після проходження 1-го сортименту, що направляється за третьою адресою, у першому, другому й третьому БЗП коди команд (“скинути” чи “пропустити”) перемістяться на одну комірку вправо, а в усіх інших БЗП, номери яких більше від трьох, запис кодів не зміниться. Одночасно з останньої комірки третього БЗП наелемент 3 буде поданий сигнал “скинути” . Після проходження ІІ-го сортименту за другою адресою, відповідно зсунуться на один крок коди команд в 1-й і 2-й БЗП, і з останньої комірки другого БЗП буде видана команда на скидування. Після проходження ІІІ-го сортименту повз давачі ДП1- ДП4 відбудеться зсув кодів в усіх БЗП і з виходу останнього (п’ятого) буде подана команда на скидування. Запис кодів адрес відбудеться тільки в першому БЗП, а інші залишаться вільними. І, нарешті, під час проходження IV-гo сортименту повз давача положення ДП1, в останній комірці першого БЗП буде видана команда на скидування й комірка звільниться. Необхідно зауважити, що сигнали на скидування сортиментів надходять з пульта керування неперервно, а значить, виконання цих команд може здійснюватись одночасно. У такому разі потрібно, щоби під час виконання замовлення у кожному БЗП, порядковий номер якого є менший чи рівний номеру адреси замовлення, була вільна хоча б одна комірка для запису інформаційного коду. Узагальнена структура системи автоматичного керування сортуванням сортиментів за допомогою ЕОМ Завдання щодо автоматизації сортування круглих лісоматеріалів можна розв’язати за допомогою системи керування на базі ЕОМ [17]. У лічильно-керувальний пристрій ЕОМ записують у двійковому коді числа, які відображають відстань до відповідних місць скидування сортиментів. На початку слідкування, з моменту поступлення сигналу від давача нульового положення, в лічильно-керувальний пристрій ЕОМ починають поступати імпульси слідкування за сортиментом. З заданим кроком слідкування D формується двійковий код числа, що визначає поточну довжину переміщення сортименту. Здійснюється порівняння (через операцію віднімання) цього числа з закодованим двійковим числом визначеної відстані до місця скидування. Якщо різниця порівнюваних чисел стане рівною нулю, то видається команда на скидування. Розглянемо роботу САК сортуванням сортиментів за допомогою ЕОМ, блок-схему котрої зображено на рис. 12.14. Автоматичне визначення місця скидування сортименту відбувається в блоці адреси місця скидування АМС. За поступаючими в АМС кодами з блоку інформації про породу та якість, блоку вимірювання діаметрів і блоку вимірювання довжин, на виході АМС виробляється код адреси місця скидування. Ця інформація поступає в блок імпульсно-слідкувального пристрою, після чого, разом з кодом кроку слідкування, записується в оперативно-запам’ятовувальний пристрій ОЗП. З кожним імпульсом слідкування за переміщенням сортименту на транспортері, імпульсно-слідкувальний пристрій зчитує з ОЗП інформацію про переміщення. При цьому міняється і регулярно записується в ОЗП числовий код про пройдений сортиментом шлях на транспортері. Одночасно в ОЗП відбувається порівняння адресного коду місця скидування сортименту з закодованим числом пройденої ним відстані. У випадку рівності зазначених кодів, з блоку імпульсно-слідкувального пристрою поступить сигнал на скидування у блок формування керувальних сигналів, з виходу якого буде подана команда на виконавчий механізм. 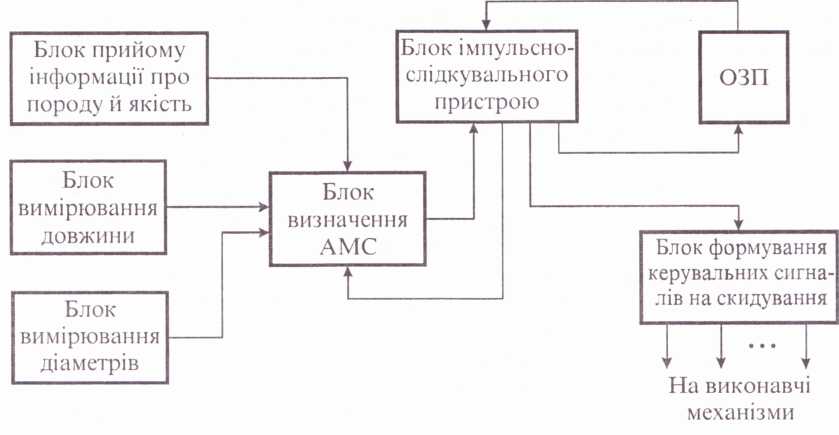 Рис. 12.14. Блок-схема САК сортуванням сортиментів за допомогою ЕОМ |