ОСП-ЛР1. Цель работы Изучение технических принципов разделки волоконнооптических кабелей (вок) для последующего выполнения соединений, характерных для волп. Теоретическая часть
 Скачать 6.28 Mb. Скачать 6.28 Mb.
|

 Цель работы: Изучение технических принципов разделки волоконно-оптических кабелей (ВОК) для последующего выполнения соединений, характерных для ВОЛП. Теоретическая часть. Среди соединений ОВ следует разделять: разъёмные (коннекторные), неразъёмные (сварка, клеевые) и условно неразъёмные (сплайс-соединения). При несомненных достоинствах сварные соединения не могут обеспечить оперативную реконфигурацию ВОЛП. Это относится к межагрегатным соединениям на узлах связи и к соединительным шнурам контрольно-измерительного оборудования. В этих случаях целесообразно использовать коннекторы. Разъёмные соединения, как временная мера, могут также применяться при оперативном устранении неисправностей ВОЛП, когда невозможно обеспечить быструю и качественную сварку волокон. Коннекторы должны обеспечивать минимальные потери в точках соединения, для чего соосное соединение отполированных торцов ОВ выполняется с высокой точностью (для одномодовых волокон – до десятых долей микрона). Но с другой стороны, соединения должны быть механически прочными, многократно и быстро собираться и разбираться, сохраняя при этом заданную величину вносимого затухания. Прецизионные наконечники коннекторов представляют собой цилиндры из диоксида циркония, которые симметрично устанавливаются в плавающие центраторы, которые, в свою очередь, устанавливаются в корпус коннектора. Центраторы представляют собой разрезные втулки, которые для большинства типов соединителей одномодовых волокон выполняются из высокопрочной керамики, а для соединителей многомодовых волокон - из бронзы. Соединители фиксируются при помощи байонетных, резьбовых или замковых соединений. Корпуса могут быть как металлическими, так и пластмассовыми. В настоящее время применяются оптические соединители так называемого первого поколения (FC, ST и SC), и второго поколения (LC и MT-RJ), рисунок 1.  Рисунок 1 - Коннекторы оптических волокон: а и б – элементы коннектора ST; в и г – элементы коннектора SC; д, е и ж – элементы коннектора FC; з – о – коннекторы в собранном виде: з и к – SC; и – LC; л и м – ST; н – FC; о – дуплексное MT-RJ Основные причины возникновения потерь в соединителях: смещение вершины наконечника относительно оси ОВ, приводящее к несоосности волокон, и заглубление возвышения ОВ над торцевой поверхностью наконечника. На практике иногда имеет место противоположный дефект – возвышение волокна над торцевой поверхностью наконечника. В этом случае при соединении коннекторов в розетке на торцы волокна может оказываться давление, равное сотням или даже тысячам атмосфер. Такое повышение давления на торцы волокон неизбежно приведёт к возникновению дефекта соединения. В волоконной технике достаточно часто используются так называемые условно неразъёмные соединения – в основном в стационарном стендовом оборудовании, для оперативного восстановления линий при аварии, организации временной вставки или в процессе пуско-наладочных работ с последующей заменой их сварными соединениями – на основе конструкции соединителя FibrlockTM II, рисунок 2, а. Соединитель состоит из центрирующего элемента (1), смотрите рисунок 2, б, выполненного из сплава алюминия и заполненного инверсионным тиксотропным гелем для защиты открытых участков ОВ от воздействия влаги. Центрирующий элемент помещён в пластмассовый корпус (2), который закрыт пластмассовой крышкой (3). Процедура монтажа оптических соединителей является частью процедуры монтажа промежуточного или оконечного устройства – кабельной муфты, бокса или стойки. Размеры и форма оптических соединителей позволяют устанавливать их в кассету муфты или бокса аналогично сросткам оптических волокон, полученных путем сварки.  Рисунок 3 - Условно неразъёмные механические соединители: а – соединитель Corelink производства AMP; б – соединитель ленточных элементов ОВ Lucent Technologies; в – соединитель Fibrlok и г – Fibrlok II производства 3M; д - соединитель RMS производства AT&T; е – соединитель ленточных элементов ОВ производства Sumitomo; ж – соединители производства Fujikura Практически одновременно с методом сварки был разработан метод склеивания ОВ. Для получения клеевых соединений используют совмещение и фиксацию ОВ: в капилляре, в трубке с прямоугольным сечением, с помощью V-образной канавки или с помощью трех стержней в качестве направляющих. Оптические волокна соединяются поодиночке. Используемый клей должен обладать иммерсионными свойствами, защищать место сращивания от воздействий окружающей среды, гарантировать прочность сростка при воздействии нагрузок в осевом направлении. К достоинствам клеевого метода следует отнести оперативность и отсутствие деформации сердцевин соединяемых ОВ, что способствует малым потерям в области стыка Краткое описание оборудования. В работе используются: комплект инструмента «НИМ Эксперт» для разделки ВОК. Комплект инструмента представлен на рисунке 4.  Рисунок 4 - Комплект инструмента «НИМ Эксперт» Набор предназначен для выполнения работ по монтажу, ремонту и обслуживанию всех видов волоконно-оптических кабелей в городской канализации, на опорах линий электропередач, подвесах и т.д., а также при монтаже оптического кроссового оборудования. Комплектация: Бокорезы KNIPEX (74 01, 180мм); Горелка газовая "ПАЛИР" , 1.6 кВт; Кусачки KNIPEX для кабелей и канатов (95 61, 190 мм); Лента изоляционная; Маркеры самоклеющиеся WMB-3; Набор отверток Stenley 4 шт.; Нож KNIPEX для кабельной оболочки (98 55); Ножницы MILLER для арамидной нити; Ножовка по металлу; Пинцет; Плоскогубцы KNIPEX с высоким соотношением плеч рычага (02 01, 180 мм); Рулетка измерительная, 3м; Салфетки Kim-Wipes безворсовые (280 шт.); Стриппер KABIFIX FK28 для удаления внешней оболочки кабеля; Стриппер MILLER для удаления оболочки кабеля (0,4…1,3мм); Фонарь Led Lenser Kopflampe Liliput (поясной/головной); Стриппер MILLER FO 103-S для удаления оболочки оптического волокна (0,125…0,250 мм); Стриппер-прищепка IDEAL 45-163 для удаления модулей (3,2...6,4 мм); Жидкость для удаления гидрофобного заполнителя (1л); Дозатор пластмассовый 225 г с помпой, для спирта; Кейс жесткий “НИМ Эксперт” Методика выполнения заданий. Назначение каждого элемента, входящего в набор инструментов для разделки ВОК:
Процедура разделки ВОК. Процедура разделки ВОК включает в себя следующие технологические операции: Снятие защитных внешних оболочек кабеля с использованием стриппера KABIFIX FK28 для удаления внешней оболочки кабеля и в случае необходимости ножа KNIPEX для кабельной оболочки (98 55). Удалить 30 см кабельной оболочки кабеля. Для этого с помощью рулетки сделать соответствующую метку на кабеле.  Кольцевой нож KABIFIX FK28 отрегулировать с помощью плоской отвертки под толщину оболочки разделываемого кабеля:  2 Нажатием на фиксатор 1 выдвинуть металлическую часть 2 стриппера KABIFIX FK28. Отрегулировать высоту выдвижения кольцевого ножа 3 с помощью отвертки под необходимую толщину оболочки кабеля так, чтобы при вскрытии оболочки кабеля не повредить внутренние оптические модули. 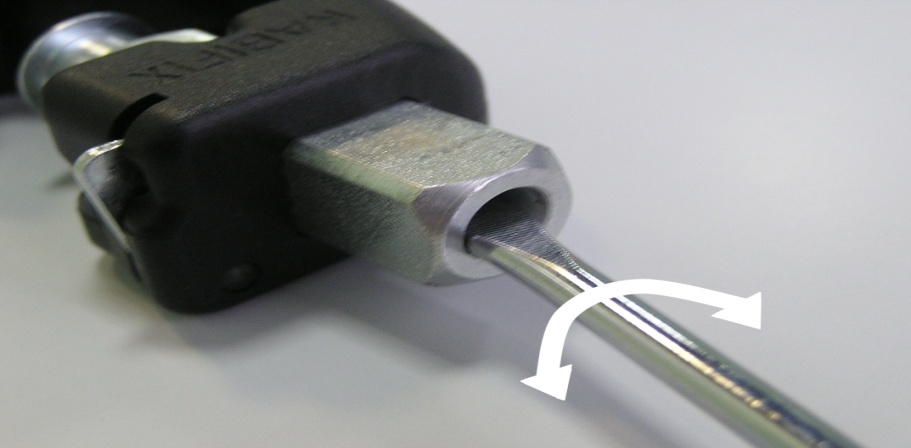  Задвигаем металлическую часть стриппера до упора.   Надрез по оси кабеля от себя:  продольный разрез по всей длине удаляемой оболочки Надо отметить, что после надреза по оси кабеля никаких дополнительных регулировок стриппера перед продольным разрезом не требуется т.к. стриппер оснащен самоориентирующимся ножом.  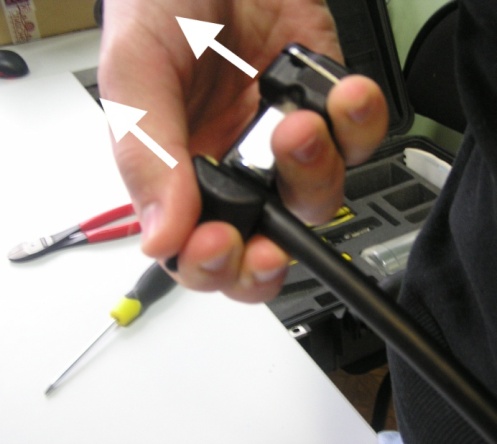 Кабель на месте надреза слегка сгибаем для того, чтобы отделить удаляемую часть оболочки.   В получившийся зазор продеваем нож KNIPEX для кабельных оболочек (98 55) 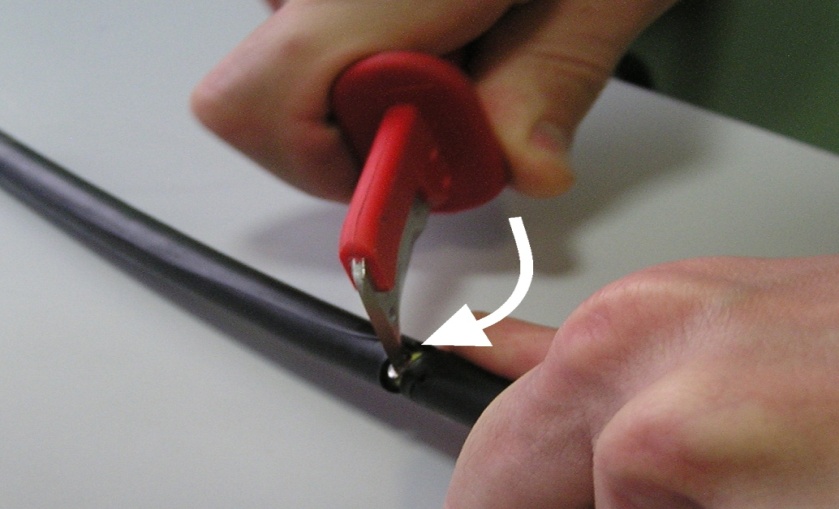 Протягиваем нож по продольному надрезу кабельной оболочки до конца  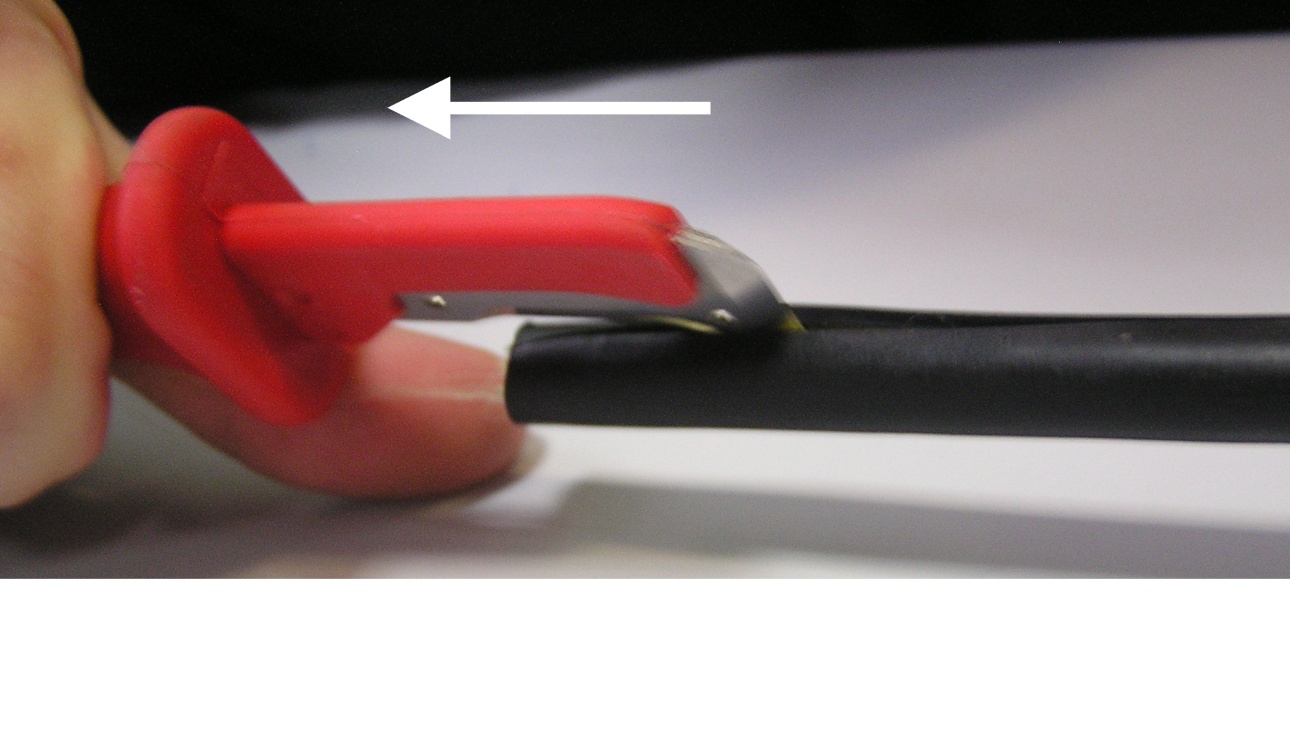 Теперь удаляемая часть кабельной оболочки легко снимается.  Удаляем арамидную нить при помощи ножниц MILLER и бокорезов KNIPEX (74 01 180мм)   Расправляем оптические модули  Центральный силовой элемент удаляем при помощи бокорезов KNIPEX (74 01, 180мм) или кусачек KNIPEX для кабелей и канатов (95 61, 190 мм)  снятие буферных покрытий с оптических волокон на участке длиной 3 - 5 см; Надеваем стриппер-прищепку IDEAL 45-163 на выбранный модуль.  Без приложения усилий совершаем оборот стриппером вокруг оси модуля, делая тем самым надрез.  Извлекаем оптические волокна из удаляемого модуля  Удаляем гидрофобный заполнитель Оптические волокна внутри модуля находятся в гидрофобном заполнителе. Для того, чтобы очистить их используют специальную жидкость  Смачиваем тряпку жидкостью для удаления гидрофобного заполнителя и протираем ей волокна вдоль по всей длине до скрипа  Оптическое волокно готово для монтажа  Процедура выполнения механического сплайс-соединения ОВ. Процедура монтажа механических сплайс-соединений включает в себя следующие технологические операции: очистка торцов ОВ от гидрофобного геля (при его наличии); снятие буферных покрытий с соединяемых ОВ на участках длиной, рекомендуемой производителями оптических соединителей конкретного типа; скалывание оптических волокон; проверка качества скола волокон; введение соединяемых волокон в отверстия с направляющими; позиционирование волокон в соединителе для достижения оптимальных параметров соединения; фиксация оптических волокон в соединителе; тестовые измерения соединения Технология получения клеевых соединений состоит из следующих этапов: подготовка оптических волокон к соединению (очистка, снятие буферных покрытий, скалывание); ввод оптического волокна в капилляр; наполнение иммерсионной жидкостью, гелем или клеем; регулирование соединения, юстировка оптических волокон; нанесение адгезивного вещества; цементирование адгезивного вещества с помощью ультрафиолетового излучения. Вывод: В процессе проведения лабораторной работы изучили основной состав оборудования, предназначенный для разделки ВОК до состояния выделения (отделения) отдельных ОВ, а также состав оборудования, предназначенный для выполнения механического соединения (сплайс-соединения) ОВ. |










