213493_б-МНСТипу-11_2022_5. Дуговая сварка угольным электродом без защиты
 Скачать 273.8 Kb. Скачать 273.8 Kb.
|

1.7 Работа с алюминиемУгольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии. Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3). Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними. В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия. По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения. При сварке алюминиевых поверхностей угольной дуговой сваркой присадочным материалом служит проволока или пруток из того же металла. Для того чтобы окисная плёнка не мешала и не повлияла на результат, на кромки шва добавляют флюс марки АФ-4А, который представляет собой однородный мелкодисперсный порошок белого цвета. Сварка как способ неразъемного соединения твердых металлических частей известна человечеству с самых древних времен. Как только люди научились выплавлять и обрабатывать железо ковкой в горячем состоянии (приблизительно IV тысячелетие до н.э.), им сразу же пришлось иметь дело и с процессом сварки, который стали широко использовать сначала для объединения отдельных крупиц или кусочков металла в общую болванку-заготовку, а затем и для соединения различных металлических поделок друг с другом. Впервые мысль о возможности практического применения «электрических искр» для плавления металлов высказал в 1753 г. академик Российской академии наук Г. В. Рихман. В 1802 г. профессор Санкт-Петербургской военно-хирургической академии В. В. Петров, используя мощный гальванический элемент, открыл явление электрической дуги и указал возможные области ее практического применения. В 1809 г. электрическую дугу получил английский физик Г. Дэви (по другим источникам — в 1812 г. ) . В 1849 г. американец К. Стэт получил английский патент на соединение металлов с помощью электричества, но патент не был реализован. В 1882 г. Н. Н. Бенардос предложил способ прочного соединения и разъединения металлов непосредственным действием электрического тока и практически осуществил способы сварки и резки металлов электрической дугой угольным электродом (рис. 1). 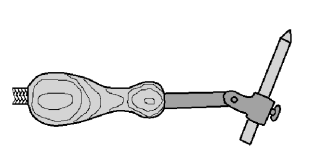 Рис. 7.Держатель Н.Н. Бенардоса для ручной дуговой сварки угольным электродом В способе, предложенном Н. Г. Славяновым (1888 г. ), электродом и присадочным металлом является металлический стержень Он применил флюс для защиты металла сварочной ванны от воздуха, предложил способы наплавки и горячей сварки чугуна, организовал первый в мире электросварочный цех Н Г Славянов научился рассчитывать и строить электрические приборы и машины, в том числе крупные по тем временам динамо-машины для нужд заводского производства, в частности специальный сварочный генератор Н. Н. Бенардос и Н. Г. Славянов положили начало автоматизации сварочных процессов, создав первые устройства для механизированной подачи электрода в дугу. В 1907 г. шведский инженер О. Кьельберг применил металлические электроды с нанесенным на их поверхность покрытием. Это покрытие предохраняло металл шва от вредного воздействия воздуха (окисления и азотирования) и стабилизировало горение дуги. В конце первой четверти XX в. ручная дуговая сварка плавящимся электродом стала основным способом сварки в нашей стране и во всем мире. Уже в начале 1920-х гг. в разных странах были созданы специальные механизмы — автоматы для сварки и наплавки плавящимся электродом с наносимыми на их поверхность или вводимыми внутрь стержня специальными веществами или же с окружающей дугу газовой защитой. Промышленные автоматы для сварки открытой дугой выпускались заводом «Электрик» в Ленинграде еще в начале 1930-х гг. В конце 1930-х гг. в СССР был разработан способ автоматической сварки под флюсом. В конце 1940-х гг. получил промышленное применение способ дуговой сварки в защитных газах, впервые использованный американским ученым А. Александером еще в 1928 г. В 1949 г. разработан новый вид электрической сварки плавлением — электрошлаковая. В конце 1950-х гг. французскими учеными был разработан электронно-лучевой процесс. Потом для сварки начали применять оптические квантовые генераторы — лазеры. Сварке подвергаются практически любые металлы и неметаллы в любых условиях — на земле, в воде, в космосе. Толщина свариваемых деталей колеблется от микрометров до метров, масса конструкций — от граммов до сотен тонн. До 70 % мирового потребления стального проката идет на производство сварных конструкций и сооружений. Сварка - процесс получения неразъемного соединения двух или более деталей из твердых металлов (материалов) путем их местного сплавления или совместного деформирования с нагревом и без нагрева с получением на границе их раздела прочных межатомных связей, за счет сплавления основного и присадочного материала. Все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением. При сварке плавлением, кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с сплавленных кристаллов основного металла. При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи. Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический, механический. Вид сварки – объединяет сварочные процессы по виду источника энергии непосредственно используемого для образования сварного соединения. К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая сварка, электронно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая сварка, термитная сварка и литейная. К термомеханическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии и давления, а именно: контактная сварка, диффузионная, индукционно-прессовая, газопрессовая, дугово-прессовая, шлакопрессовая, термитно-прессовая, печная и др. К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно холодная сварка, взрывом, ультразвуковая сварка, сварка трением и магнитоимпульсная. Процесс образования сварного соединения состоит из трех этапов: начало сварки (зажигание дуги и установление устойчивого дугового разряда); поддержание разряда и перемещение дуги вдоль кромок; прекращение сварки Сварочная дуга питается от специальных трансформаторов, генераторов или выпрямителей Режим ее горения характеризуется силой тока Iсв, напряжением Uд и длиной дуги lд, а также взаимной связью между ними Дуга как потребитель энергии и источник питания образуют взаимосвязанную энергетическую систему. Наиболее широкое применение в процессе сварки находят источники переменного тока благодаря простоте конструкции, меньшему расходу электроэнергии, высокому КПД и другим экономическим показателям. К источникам переменного тока относятся сварочные трансформаторы и генераторы переменного тока. Сварочные генераторы и выпрямители, а также импульсные источники составляют группу источников питания постоянным током. Источники питания могут быть однопостовыми, питающими один сварочный пост, и многопостовыми, питающими одновременно несколько сварочных постов. Источники питания переменным током — это специальные виды однофазных и трехфазных трансформаторов, а также электромашинные генераторы повышенной частоты (400. . .500 Гц). Существует два основных принципа построения сварочных трансформаторов: с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением — дросселем; с искусственно увеличенным магнитным рассеянием. В настоящее время сварка угольным электродом находит ограниченное применение. В качестве защитного газа в этом случае используют углекислый газ. Хорошие результаты достигаются при автоматической сварке оплавлением отбортованных кромок при изготовлении канистр на специальных установках. Это объясняется образованием окиси углерода (СО) при взаимодействии углекислого газа с твердым углеродом. Окись углерода - эффективный защитный газ, так как он не растворяется в металле и, восстанавливая окислы, улучшает качество металла шва. Следует помнить, что окись углерода очень токсична. При применении вольфрамового электрода в качестве защитных используют инертные газы или их смеси и постоянный или переменный ток. Лучшие результаты при сварке большинства металлов дает применение электродов не из чистого вольфрама, а торированных, иттрированных или латтанированных. Добавка в вольфрам при изготовлении электродов 1,5-2% окислов иттрия и лантана повышает их стойкость и допускает применение повышенных на 15% сварочных токов. Перед сваркой рабочий конец электрода обычно затачивают на конус с углом 60° на длине двух-трех диаметров. Форма заточки электрода влияет на форму и размеры шва. С уменьшением угла заточки и диаметра притупления в некоторых пределах глубина проплавления возрастает. Технологические свойства дуги в значительной мере определяются родом и полярностью сварочного тока. При прямой полярности па изделии выделяется до 70% теплоты дуги, что обеспечивает глубокое проплавление основного металла. При обратной полярности напряжение дуги выше, чем при прямой полярности. На аноде - электроде выделяется большое количество энергии, что приводит к значительному его разогреву и возможному оплавлению рабочего конца. Ввиду этого допустимые плотности сварочного тока понижены (табл. 1). При использовании переменного тока полярность электрода и изделия меняется с частотой тока. Поэтому количество теплоты, выделяющейся на электроде и изделии, примерно одинаково. Электропроводность дуги различна в различные полупериоды полярности переменного тока. Она выше в те полупериоды, когда катод на электроде (прямая полярность} и дуговой разряд происходит в основном за счет термоионной эмиссии ввиду высокой температуры плавления и относительно низкой теплопроводности вольфрама. В полупериоды, когда катод на изделии, электропроводность дуги ниже, напряжение, требуемое для возбуждения дуги, выше, поэтому ее возбуждение происходит с некоторым опозданием. В соответствии с различным напряжением дуги в разные полупериоды переменного тока различна и величина сварочного тока, т.е. в сварочной цепи появляется постоянная составляющая тока. В данном случае мы имеем дело с выпрямляющим (вентильным) эффектом рассматриваемого типа дуги, вызванным различием теплофизических свойств электрода и изделия. Величина постоянной составляющей зависит от величины сварочного тона, скорости сварки, свариваемого металла и т.д. Ее наличие ухудшает качество сварных швов на алюминиевых сплавах и снижает стойкость вольфрамового электрода. Для уменьшения величины постоянной составляющей тока применяют различные способы (см. гл. IV). |