микрометр. Е. А. Скорнякова должность, уч степень, звание подпись, дата инициалы, фамилия
 Скачать 244.03 Kb. Скачать 244.03 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное автономное образовательное учреждение высшего образования «САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ АЭРОКОСМИЧЕСКОГО ПРИБОРОСТРОЕНИЯ» ИНСТИТУТ ФУНДАМЕНТАЛЬНОЙ ПОДГОТОВКИ И ТЕХНОЛОГИЧЕСКИХ ИННОВАЦИЙ
ОЦЕНКА ПРЕПОДАВАТЕЛЬ
РАБОТУ ВЫПОЛНИЛ
Санкт-Петербург 2022 Перечень применяемых НД: 1. ГОСТ 6507-90. Микрометры плоские. Общие технические условия. 2. МИ 782-85. Микрометры с ценой деления 0,01 мм. Методика поверки. 3. ГОСТ Р 8.763-2011. Государственная поверочная схема для средств измерения длины. 4. ПР 50.2.006-94. Порядок проведения поверки средства измерений. 5. Приказ Минпромторга от 02.07.2015 № 1815 «Об утверждении порядка проведения поверки средств измерений, требований к знаку поверки и содержанию свидетельства о поверке». 6. ГОСТ 9038-90. Меры длины концевые плоскопараллельные. Технические условия. 7. ГОСТ 8.736-2011. Измерения прямые многократные. Методы обработки результатов измерений. Основные положения. 8. МИ 1317-2004. Результаты и характеристики погрешностей измерений. Формы представления. Способы использования при испытаниях образцов продукции и контроле их параметров. Описание: поверяемого СИ, средств поверки, условий и операций поверки, методов обработки и оформления результатов поверки: Микрометр относится к классу микрометрических измерительных инструментов, принцип действия которых основан на использовании винтовой пары (винт – гайка), позволяющей преобразовать вращательное движение микровинта в поступательное. На микрометры распространяются требования ГОСТ 6507-90 с пределами измерений от 0 до 300 мм с интервалом 25 мм. (0-25, 25-50 и т.д. до 275-300). При необходимости микрометры могут быть укомплектованы специальной стойкой с зажимом, позволяющей исключить дополнительную погрешность из-за нарушения температурных условий измерений. Устройство микрометра показано на рис. 1, 2.  Рис. 1 Внешний вид микрометров типа МК с пределами измерений 0-25 мм и 25-50 мм 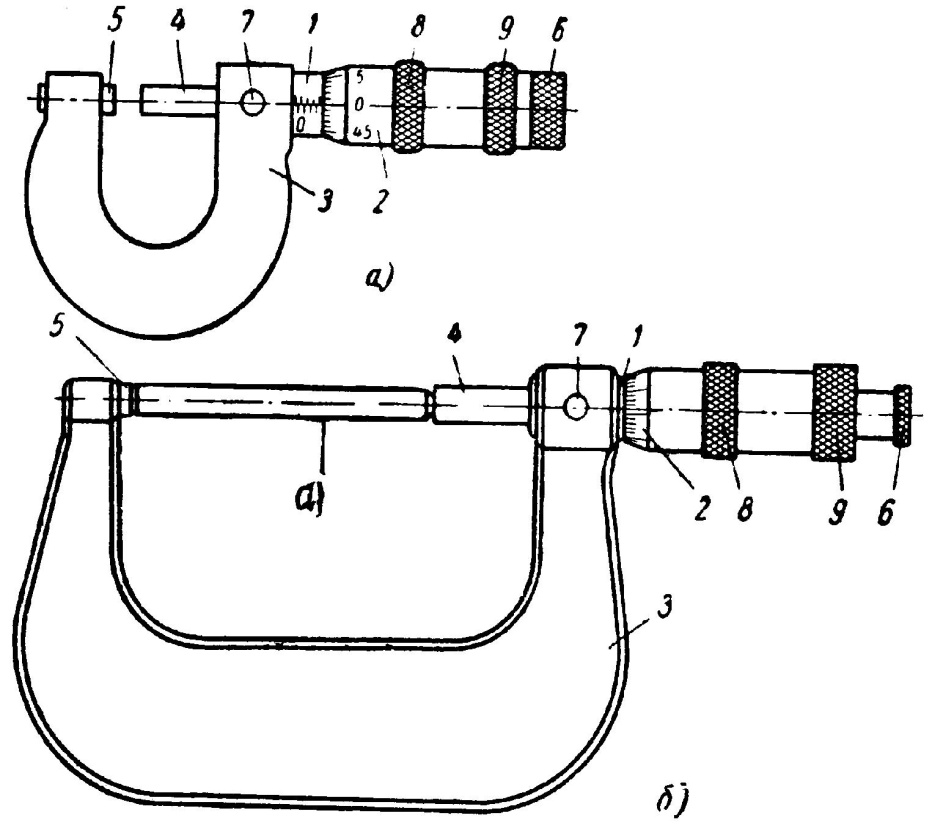 Рис. 2. Органы регулировки и отсчета показаний микрометра Обозначения элементов на рис. 2:
Основанием микрометра является скоба 3, а передаточным механизмом служит винтовая пара, состоящая из микрометрического винта 4 и микрометрической гайки, расположенной в стебле 1. В скобу запрессована пятка 5 и стебель. Измеряемая деталь охватывается измерительными поверхностями микровинта и пятки. Барабан 2 присоединен к микровинту установочным колпачком 9. Вращение барабана должно осуществляться с помощью трещотки для создания и измерительного усилия, которое для микровинта должно находиться в пределах от 5 до 10 ± 2 Н. Наружные поверхности микрометра, за исключением пятки, микрометрического винта, измерительной губки шпинделя, должны иметь антикоррозионное покрытие по ГОСТ 9.303 и ГОСТ 9.032. Наружные поверхности скоб микрометров типа МК с верхним пределом измерения более 50 мм должны быть теплоизолированы. Превышение измерительного усилия ограничивается трещоткой. Закрепляют микровинт в требуемом положении стопорным винтом. Накатной выступ 8 служит для удобства работы с микрометром. Отсчетное устройство микрометра состоит из двух шкал: продольной (на стебле измерительной системы); круговой (на круговой поверхности барабана). Продольная (грубого отсчета) шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта. Отсчет снимается по последнему делению, которое видно. Круговая (точного отсчета) шкала имеет 50 делений с ценой деления 0,01 мм (при шаге винта S – 0,5 мм), нанесенных на поверхности барабана по окружности. Индексом для снятия отсчета служит продольная линия грубой шкалы. По продольной шкале отсчитывают число целых миллиметров и 0,5 мм, по круговой – десятые и сотые доли миллиметра. Третий десятичный знак отсчитывают приближенно, округляя показание до 1/4 деления шкалы барабана. Результат получают суммированием показаний по шкале стебля и шкале барабана. Значения предельно допускаемых погрешностей микрометров типа МК по ГОСТ 6507-90 приведены в табл. 1, допуски на параллельность измерительных поверхностей – в табл. 2, на отклонение от плоскостности измерительных поверхностей – в табл. 3. Таблица 1. Предельно допускаемая погрешность Δ микрометра
Таблица 2. Допуски на параллельность измерительных поверхностей МК
Таблица 3. Допускаемые отклонения от плоскостности измерительных поверхностей
Требования к конструкции микрометра по ГОСТ 6507-90 приведены в пунктах 2.1.1.10: 2.1.1.11; 2.1.1.18; 2.1.2 стандарта. Требования к комплектации – в п. 2.2 и требования к маркировке – в п. 2.3. Согласно ГОСТ 6507-90 на каждом микрометре должны быть нанесены: товарный знак предприятия-изготовителя; цена деления или шаг дискретности (допускается не указывать шаг дискретности); диапазон измерения; порядковый номер по системе нумерации предприятия-изготовителя; условное обозначение года выпуска или год выпуска. 3. Методика поверки микрометра Поверка микрометра проводится по МИ 782-85 «Микрометры с ценой деления 0,01 мм. Методика поверки». В данной лабораторной работе поверка средства измерений проводится не в полном объеме, предусмотренном МИ 782-85, и по классификации ПР 50.2.006-94 может быть отнесена к инспекционной поверке. 3.1. Операции поверки При проведении поверки микрометра должны быть выполнены следующие операции: внешний осмотр; опробование; установка шкалы микрометра на нуль; определение отклонения от плоскостности рабочих поверхностей; определение (контроль) метрологических характеристик микрометра; определение отклонения от параллельности измерительных поверхностей микрометра. 3.2. Средства поверки Поверку микрометра МК проводят по локальной схеме полверки, согласующейся с требованиями приложений А, Б ГОСТ Р 8.763-2011 (рис. 3). Для поверки микрометров МК 1-го и 2-го класса точности применяют меры длины концевые плоскопараллельные 1-Н1 по ГОСТ 9038-90 (набор №1, класс точности 1, меры стальные, табл. 4). ГОСТ 9038-90 в части точности концевых мер длины соответствует международному стандарту ISO 3650:1998; меры плоские стеклянные для интерференционных измерений, ГОСТ 8.215-76. Таблица 4. Допускаемая погрешность концевых мер при 20 оС, класс точности 1
Формы рабочих таблиц записи результатов измерений при поверке Таблица А 1. Определение погрешности МК
При совпадении среднего с медианой, в качестве измеренного значения принимают среднее, а при несовпадении – медиану. Таблица А 2. Определение параллельности измерительных поверхностей МК
Параллельность измерительных поверхностей МК оценивают по максимальной разнице показаний МК по четырем взаимно перпендикулярным положениям КМ. Таблица А 4. Итоговая таблица выполненных операций поверки Поверка микрометра (обозначение и номер)
Выводы по результатам поверки: По результатам поверки, было установлено, что микрометр прошел поверку концевыми мерами длины. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||