2.источник питания контрольная. Электрические процессы в дуге
 Скачать 182.17 Kb. Скачать 182.17 Kb.
|

|
Электрические процессы в дуге Сварочная дуга (рис. 2.1) представляет собой мощный установившийся электрический разряд в ионизированной смеси газов и паров веществ, входящих в состав электрода, электродного покрытия и флюса. Электропроводность межэлектродного промежутка обусловлена наличием электрически заряженных частиц — электронов и ионов. Под действием напряжения источника электроны перемещаются к аноду, а положительно заряженные ионы — к катоду. Электрические свойства дуги определяются процессами, протекающими в трех характерных зонах — катодной области, столбе и анодной области дуги. Столб дуги. Заряженные частицы в столбе появляются из катодной области и возникают в нем за счет ионизации нейтральных частиц. Сварочным током считают ток проводимости, обусловленный упорядоченным движением свободных электронов и ионов. При этом электронная составляющая тока в сотни раз больше ионной. Длина столба сварочной дуги lст составляет 0,1…4 см, падение напряжения в столбе Uст достигает 40 В, напряженность поля в нем ст = Uст / lст =10 - 40 В/см. Катодная область. Катод эмитирует электроны, как за счет нагрева его поверхности (термоэлектронная эмиссия), так и за счет создания у его поверхности электрического поля высокой напряженности (автоэлектронная эмиссия). Кроме того, электроны и ионы образуются в самой катодной зоне благодаря термической ионизации нейтрального газа. У поверхности катода создается объемный положительный заряд, вызванный высокой концентрацией положительно заряженных ионов. Протяженность катодной области очень мала и сопоставима с длиной свободного пробега иона – 1кат = 10-4 … I0-5 см. Поскольку катодное падение напряжения Uкат =5…25 В реализуется на такой малой длине, градиент потенциала достигает кат = Uкат/lкат = 105 В/см. 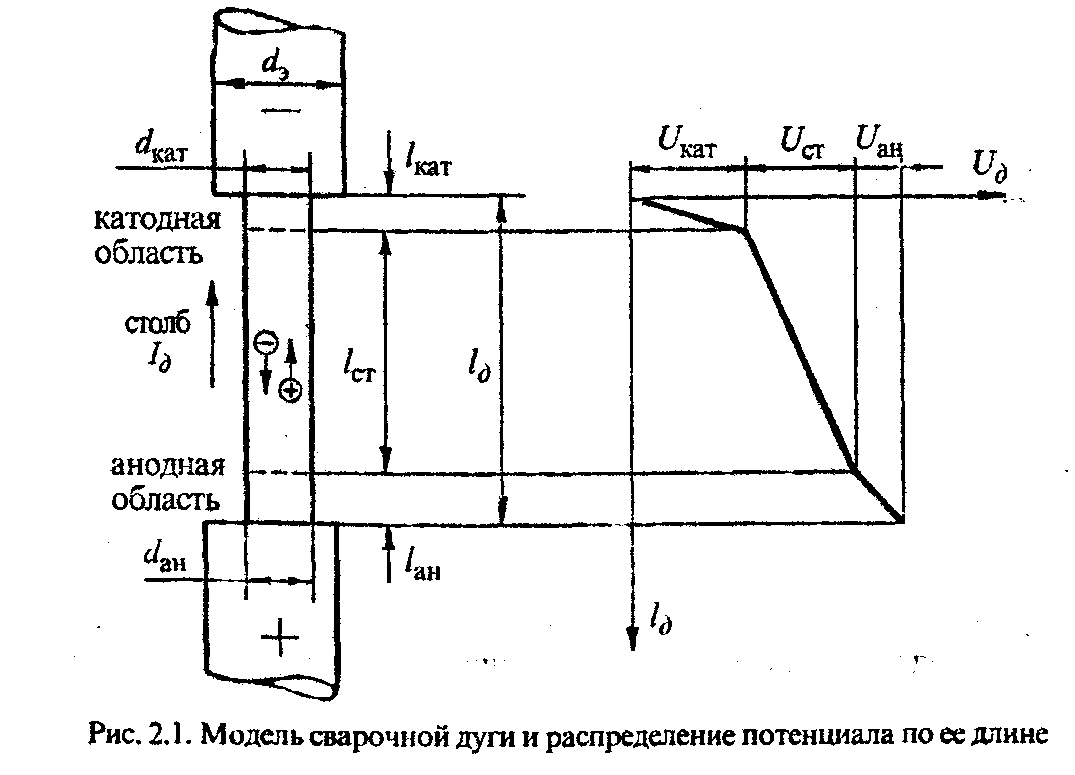 Рис. Моделеь Анодная область. У поверхности анода наблюдается объемный отрицательный заряд. Протяженность анодной области сопоставима с длиной свободного пробега электрона, т.е. lан = 10-3 …10-4 см, поэтому при анодном падении напряжения Uан = 2…10 В градиент напряжения ан = Uан/ lан = 104 В/см, т.е. ниже, чем в катодной области. Поскольку протяженность приэлектродных областей мала по сравнению с длиной столба, то длину дуги считают равной длине столба: Распределение потенциала в дуге имеет вид, показанный на рис. 2.1. Напряжение дуги складывается из падения напряжения и трех ее основных областях: Характерным для графика является то, что в приэлектродных областях наблюдаются резкие изменения потенциалов по сравнению с изменением потенциала в столбе дуги. Это объясняется различием физических процессов, протекающих в этих областях и в столбе дуга. Статическая вольт-амперная характеристика сварочной дуги.Зависимость напряжения в сварочной дуге от ее длины и величины сварочного Тока, называемую вольт-амперной характеристикой сварочной дуги, можно описать уравнением Uд + a + bLд, где а — сумма падений напряжения на катоде и аноде (а = Uк + Uа): b — удельное падение напряжения в газовом столбе, отнесенное к 1 мм длины дуги (величина b зависит от газового состава столба дуги); Lд — длина дуги, мм. При малых и сверхвысоких величинах тока Uд зависит от величины сварочного тока. Статическая вольт-амперная характеристика сварочной дуги показана на рис. 17. В области I увеличение тока до 80 А приводит к резкому падению напряжения дуги, которое обусловливается тем, что при маломощных дугах увеличение тока вызывает увеличение площади сечения столба дуги, а также его электропроводности. Форма статической характеристики сварочной дуги на этом участке падающая. Сварочная дуга, имеющая падающую вольт-амперную характеристику, имеет малую устойчивость. В области II (80 — 800 а) напряжение дуги почти не изменяется, ЧТО объясняется увеличением сечения столба дуги и активных пятен пропорцибнально изменению величины сварочного тока, поэтому плотность тока и падение напряжения во всех участках дугового разряда сохраняются постоянными. В этом случае статическая характеристика сварочной дуги жесткая. Такая дуга щироко применяется в сварочной технике. При увеличении сварочного тока более 800 а (область III) напряжение дуги снова возрастает. Это объясняется увеличением плотности тока без роста катодного пятна, так как поверхность электрода уже оказывается недостаточной для размещения катодного пятна с нормальной плотностью тока. Дуга с возрастающей характеристикой широко применяется при сварке под флюсом и в защитных газах. 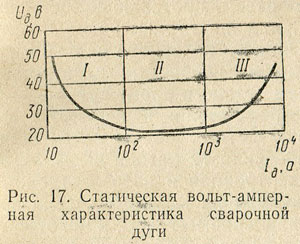 ОСНОВНЫЕ ТРЕБОВАНИЯ ПРЕДЪЯВЛЯЕМЫЕ К ИСТОЧНИКАМ ПИТАНИЯ СВАРОЧНОЙ ДУГИ§ 42. ВНЕШНЯЯ ХАРАКТЕРИСТИКА ИСТОЧНИКА ПИТАНИЯ  |