РТК. РТК. Домашнее задание. Федеральное бюджетное образовательное учреждение высшего образования Омский государственный технический университет
 Скачать 0.56 Mb. Скачать 0.56 Mb.
|

|
Федеральное бюджетное образовательное учреждение высшего образования «Омский государственный технический университет» Кафедра «Машиностроение и материаловедение» Секция «Оборудование и технология сварочного производства» Домашнее задание по дисциплине: «Роботизированные технологические комплексы и автоматические линии в сварке» Вариант 2 Выполнил: студент гр. С-151 Кузьмин Н.О. Проверил: доц. к.т.н. Мухин В.Ф. _________________________ _________________________ (дата, подпись) Омск, 2020 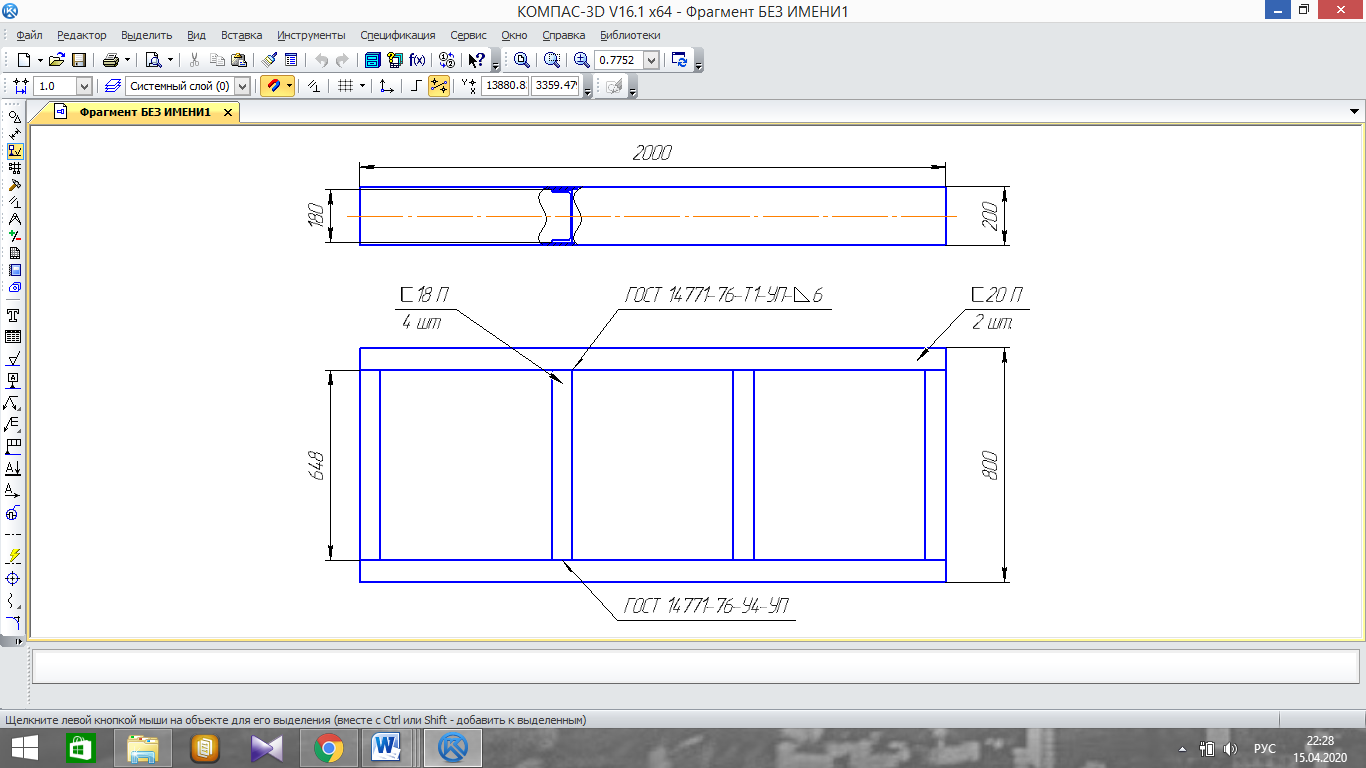 Материал изготовления – Сталь 10 Для сварки изделия необходима технология, обеспечивающая глубокий провар при малом тепловложении и с направленным стабильным переносом металла. Таким требованиям отвечает технология Miller Axcess - Accu-Pulse. Технология имеет следующие преимущества: возможность сварки более короткой дугой. улучшенный контроль сварочной ванны. пониженная чувствительность к изменениям вылета. пониженный уровень шума. дуга не блуждает при сварке в “угол”. сжатый столб плазмы дуги. пониженная чувствительность к плохой сборке и зазорам. идеально подходит для автоматических устройств слежения за положением и формированием шва. В качестве источника питания для сварки используется источник питания Miller Axcess 450. Для сборки и сварки изделия используется позиционер (однокоординатный стол) фирмы ABB – IRBP K-1000. Для сварки используется робот фирмы ABB – IRB 4600.  Однокоординатный стол IRBP K-1000
Схема размещения оборудования представлена на рисунке ниже. 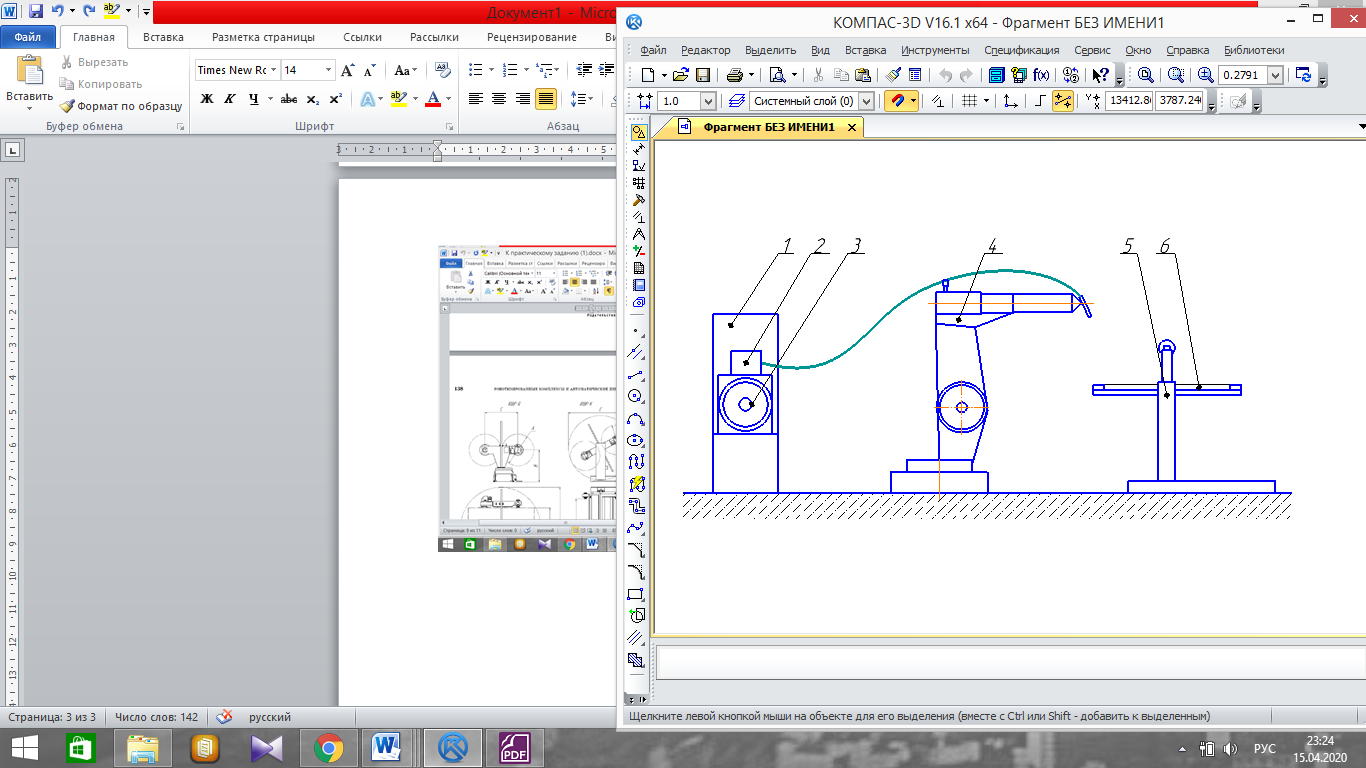 1 – источник питания; 2 – подающий механизм; 3 – катушка с проволокой; 4 – сварочный робот; 5 – позиционер; 6 – свариваемое изделие Схема размещения оборудования Для увеличения производительности можно применить робот IRB 6620 LX. Робот имеет комбинированную систему (перемещение в продольном направлении по рельсам и 6 осей движения в поперечном направлении), что дает преимущество при крупно-серийном и массовом производстве деталей. Схема данного типа представлена на рисунке ниже. 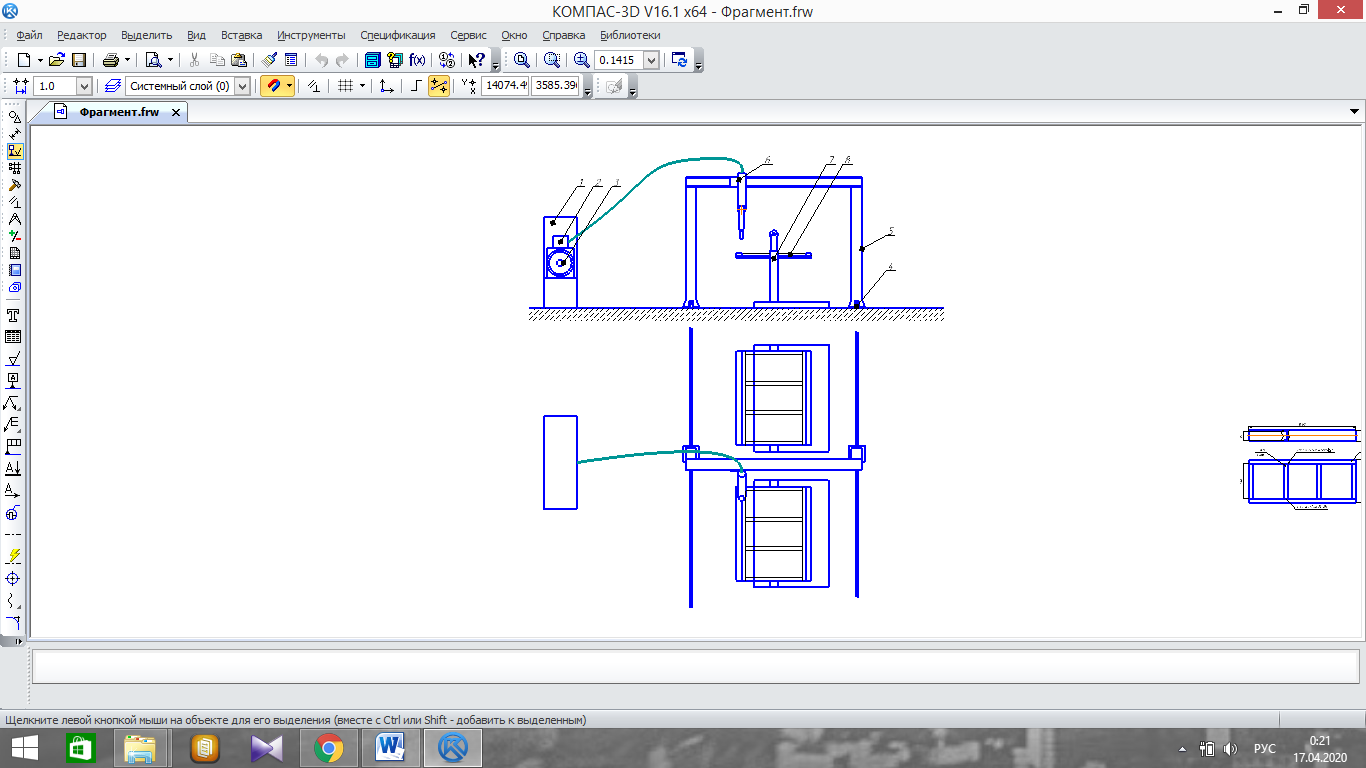 1 – источник питания; 2 – подающий механизм; 3 – катушка с проволокой; 4 – рельсы; 5 – портал; 6 – сварочный робот; 7 – позиционер; 8 – свариваемое изделие Схема сварки при сварке роботом IRB 6620 LX |