Федеральное государственное бюджетное образовательное учреждение
 Скачать 1.37 Mb. Скачать 1.37 Mb.
|

|
; 6 - проводники выводов катушки должны находится без натяга Рисунок 3.4 – Конструкция дросселя 4 Метрологическое обеспечение Метрологическое обеспечение представляет из себя совокупность приборов, инструментов, приспособлений, предназначенных для проведения измерений, и технической документации, регламентирующей их применение. С целью сокращения длительности производственного цикла, необходимо чтобы процесс контроля параметров дросселя был бы минимален по времени. Наибольшей эффективностью по выявлению дефектных изделий обладает 100 % выходной контроль. В условиях серийного производства проведение такого контроля требует автоматизации этого процесса потому, что ручной способ проведения таких работ обладает низкой производительностью, а однообразный характер работы приводит к быстрой утомляемости работника и, как следствие этого, к увеличению числа ошибок. Необходимо проконтролировать все основные конструктивные и электрические параметры дросселя. Основными электрическими параметрами является его индуктивность и ток, при котором проводится измерение величины индуктивности. Основными конструктивными параметрами являются габаритные и подсоединительные (установочные) размеры. Принцип измерения индуктивности будем проводить согласно схеме, представленной на рисунке 4.1. 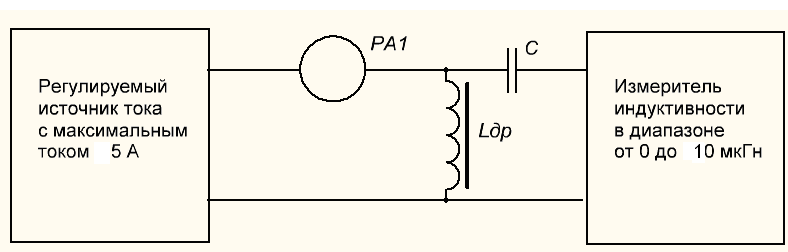 Рисунок 4.1 – Схема контроля индуктивности дросселя Измерение индуктивности дросселя осуществляется любым измерителем индуктивности , способным проводить измерение этого параметра в пределах от нуля до 10 мкГн. Измерение проводится в режиме прохождения постоянного тока через дроссель в диапазоне от нуля до 5 А с одновременным измерением индуктивности. При этом значение индуктивности может изменяться в пределах 6.1 мкГн ± 20 %. Результаты измерения через соответствующий интерфейс подаются для дальнейшей обработки в ПЭВМ. Измерение габаритных размеров может быть основано на использовании различных принципов измерения: механических, оптических акустических и т.д. Остановимся на оптическом способе. Принцип измерения геометрических параметров основан на сканировании изображения в трех взаимно перпендикулярных плоскостях и обработка этих изображений в ПЭВМ. Эти плоскости базируются на прямоугольных координатах XYZ, как показано на рисунке 4.2. 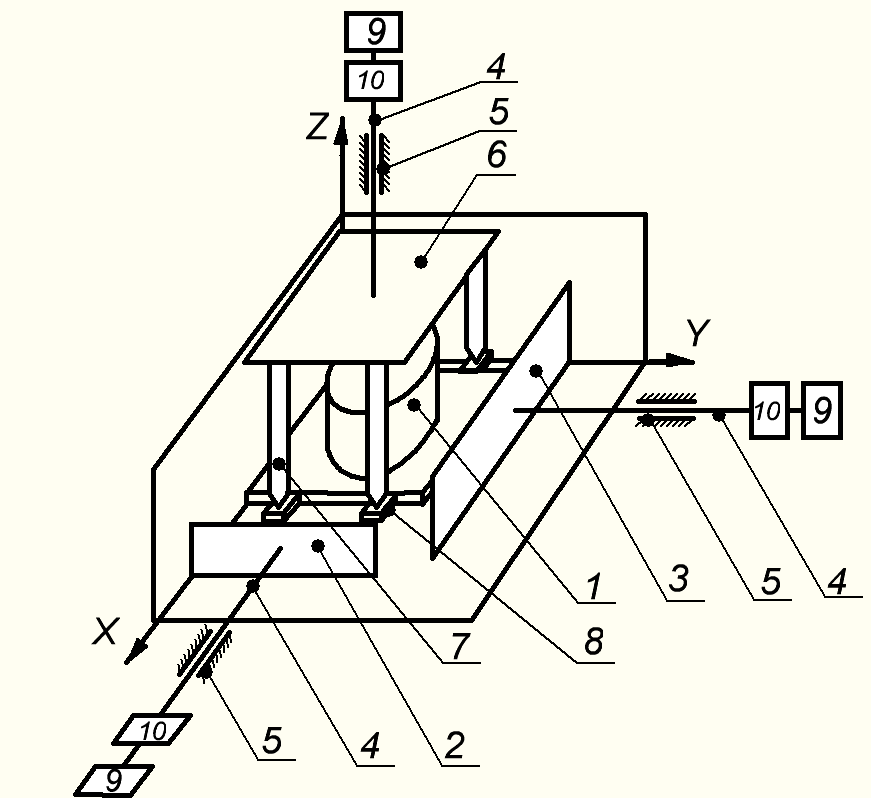 Рисунок 4.2 – Схема измерение параметров дросселя Плоскости изготовлены из листового стекла. С другой стороны этих стекол располагаются ПЗС матрицы или сканирующие устройства. Измеряемый дроссель 1 устанавливается на горизонтальную плоскость XОY и прижимается к вертикальным плоскостям XОZ и YОZ с помощью подвижных площадок 2 и 3. Последние имеют возможность перемещения параллельно самим себе благодаря ортогонально и механически жестко закрепленным к ним стержням 4. Эти стержни имеют возможность поступательного перемещения в направляющих 5. Вертикально перемещаемая площадка 6, кроме стержней 4 и направляющей 5, содержит металлические стержни 7. Концы последних упираются в контактные площадки дросселя 8 и прижимают их к горизонтальной стеклянной плоскости. Таким образом получают электрическое соединение контактных площадок дросселя с остальной электрической схемой технологического приспособления. Первоначально проводится позиционирование измеряемого объекта в горизонтальной плоскости для того, чтобы контактные стержни 7 попали именно на контактные площадки 8 и, желательно, на их середину. Другие концы стержней 4 соединены с приводными механизмами 9. С целью обеспечения безопасных прижимных усилий в приводном механизме имеется датчик прижимных усилий 10. Величина срабатывания этого датчика в зависимости от особенности испытуемого изделия может регулироваться. При измерении индуктивности дросселя через контактные стержни и контакты дросселя на обмотку подается постоянный ток величиной в 3 А и проводится измерение индуктивности дросселя. Подача и отключение тока производится плавно, чтобы не вызывать всплеска ЭДС самоиндукции. Результаты измерения заносятся в память ПЭВМ. Недостатком данного метода является сложность и стоимость технологического приспособления. Автоматизация процесса измерения позволяет провести эту операцию за время, соизмеримое с одной секундой. Такое время вполне удовлетворяет требованиям серийного производства. Заключение В результате проектирования был получен один из вариантов конструктивного исполнения дросселя. Хотя он и удовлетворяет требованиям ТЗ, но высока вероятность, что он далек от оптимального. В курсовом проекте практически не рассматривались экономические аспекты, вопросы жесткой привязки к условиям эксплуатации и производства, а также расчеты по защите от механических воздействий, химической защите, экологии и другим дисциплинам в виду регламентации объема пояснительной записки. Однако эти замечания не принижают роли проделанной работы. Были получены навыки проектирования изделий данного типа. Осталось много вопросов по метрологическому обеспечению в условиях серийного производства. Необходимость коррекции конструкции будет выявлена только в результате проведения соответствующих испытаний. Список литературы 1 Семенов Б.Ю. Силовая электроника для любителей и профессионалов / Б.Ю. Семенов. – М.: Солон – Р, 2001. – 327 с. 2 AVX Tantalum Power Management Products. TPS Series. Low ESR. - Электрон. дан. - Режим доступа : http // www. avx. com. / catalog / en / partgroup / tps-series / 4224 3 Polymer Aluminum Electrolytic Capacitors. - Электрон. дан. - Режим доступа : http // www. murata. com. / Catalog № С90Е-1 4 Гудков С. Конденсаторы с низким ESR / C.Гудков // Электроника: Наука, Технология, Бизнес. – 2002. - №1. – С.24 – 30. 5 Куневич А.В. Индуктивные элементы на ферритах / А.В. Куневич, И.Н. Сидоров.- СПб: Лениздат, 1997.- 475с. 6 Сидоров И.Н.Малогабаритные магнитопроводы и сердечники: Справочник/ И.Н Сидоров, А.А. Христинин, С.В.Скорняков. – М.: Радио и связь, 1989. – 384 с. 7 Миронов А. Магнитные материалы и магнитопроводы для импульсных источников питания / А. Миронов // Радио. - 2000. - №6. – С.53, 54. 8 Ферритовые сердечники серии RM фирмы Epcos. – Радио, – 2001. - №3. – С.48 – 50. 9 Кузнецов А.А. Трансформаторы и дроссели для импульсных источников питания / А.А. Кузнецов //Схемотехника. – 2002. - №1. – С.30 – 33, №2. – С.32 – 34 10 Дымков А.М. Расчет и конструирование трансформаторов: Учебник для техникумов / А.М. Дымков. – М.: Высш. школа, 1971. - 264 с., ил. 11 Приложение А – Папка с файлами 12 Продукция группы компаний северо-западная лаборатория. - Электрон. дан. - Режим доступа : http://ferrite.ru/products/szl/ 13 ГОСТ 26615-85. Провода обмоточные с эмалевой изоляцией. Общие технические условия. - М.: Госстандарт России: Изд-во стандартов, 1985. – 28 с. 14 ГОСТ 16541-76.Сердечники кольцевые из магнитомягких ферритов. Основные размеры. - М.: Госстандарт России: Изд-во стандартов, 1976. – 11 с. 15 Справочник по электротехническим материалам / Ю.В.Корицкий, В.В.Пасынкова, Б.М.Тареева; под ред. Ю.В.Корицкого. – Л.: Энергоатомиздат. Ленингр. отд - ние, 1988. – 728 с., ил. 16 Чурабо Д.Л. Детали и узлы приборов. Конструирование и расчет. Справочное пособие. Изд. 4-е, перераб. и доп. / Д.Л.Чурабо. – М.: «Машиностроение», 1975. – 559 с. |