лекция+15-опи. Флотациялау машиналары
 Скачать 4.4 Mb. Скачать 4.4 Mb.
|

|
ДӘРІС 15 Флотациялау машиналары Өндірісте флотациялау машиналарының көптеген конструкциялық түрлері қолданылады. Оларды әртүрлі ерекшеліктеріне сай топтастыруға болады. Ең басты ерекшелікке оларда ауа көпіршіктерін жасау әдісі жатады. Осыған байланысты олар м е хан икалық,пневматикалы қ және п н е в м о м-еханикалық флотациялау машиналарына бөлінеді. Машиналардың барлық түріне қойылатын негізгі талаптар мыналар: пульпа машинаға бір қалыпты түсіп, көбікті және камералы өнімдер үздіксіз шығарылып отырылуы қажет. Кен туйіршіктері шөкпей бүкіл пульпа көлміне қозгалыс, болып ауа көпіршіктерінен соқтыгысу мүмкіншілігі жоғары болуы керек; пульпада ауа көпіршіктері неғұрльм көп және ұсақ түрде пульпа көлемінде тегіс жайылуы қажет; пульпаның бет қабаты өте баяу қозгалыста болып, жыйналган көбікті тербеліске түсірмеуі керек. Минералданган көбікті қабат механикалық және пневмомеханикалық машиналарда арнаулы көбік сыпырғыштармен бөлінеді, ал пневматикалық машиналарда көбік шеткі ернеуден ездігінен асып тегіледі. М е х а н и к а л ы қ м а ш и н а л а р . Олардан басқалардан ерекшелігі пульпа ішікде ауа көпіршіктері жылдам айналатын импеллер (58-сурет\ әрекетімен пульпаға сорылатын ауаның уақталуынан пайда болады және минерал түйіршіктері оның қозғалысы әсерімен қалқымалы жағдайда болады. Машина екі камералык агрегаттардан құрастырылады. Камералар екі аралық қабырғамен бөлінген. Біріншісі А сорғыш, екіншісі Б тура ағызғыш камера деп аталады. Камералар төрт бұрышты пішінді, горизонталь қыйындысы квадрат болып келеді. Әр камерада имполлер тік орнатылған валдың ішіне бекітіледі, вал оның жоғарғы ұшына орнатылған шкив аркылы электродвигательмен айналысқа келеді, Вал козғалмайтын орталық құбыр ішіңде айналады. Кұбырдың төменгі жағы-диаметрі 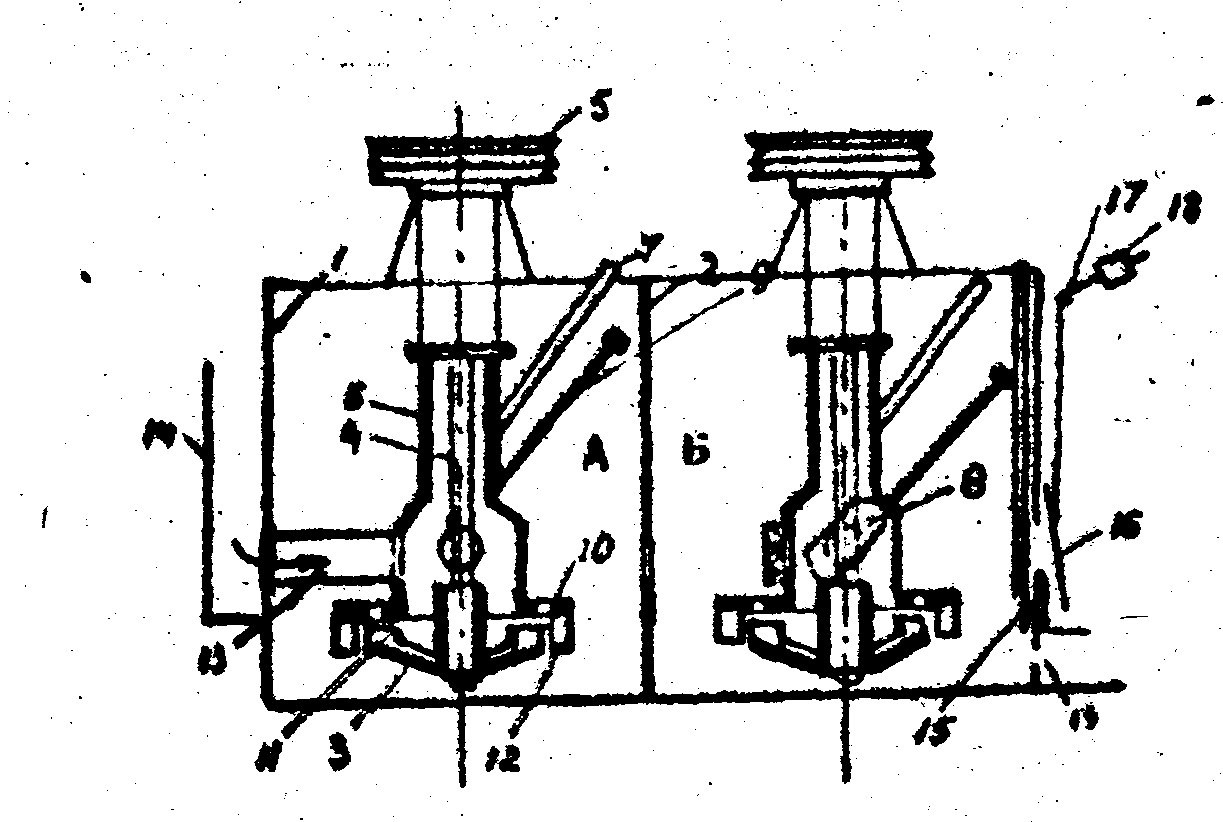 58-сурет. Мханикалық флотомашна: 1-камера; 2-аралык қабырға: 3-импеллер; 4-вал; 5-шкив: 6-орталық құбыр; 7-ауа тутігі;8-қабырға; 9-тартқыш; 10-диск; 11. 12-калқаншалар: 1З-пульпа түсіргіш тесік; 14-түсетін қалта; 15-пульпа шығатын тесік; 16-қақпақша; 17-рычаг; 18-козғалмалы жүк; 19-төменгі тесік, үлкен стакан пішінді. Стаканның төменгі шетіне диск (10) орна- тылған. Дисканың шетіне радиусқа 60 * көлбеуленген бағыттағьш қалқаншалар (12) (лопасти)орналасқан және оның орта шеніне шеңбер бойымен көп тесіктер жасалған. Импеллердің бет үстінде радиалды (4) не (6) қалқаншалар бар.Тік қубырға ауа кіретін түтік (7) бекітілген. Бастапқы пульпа бірінші (сорғыш)камераның қабырғасына орнатылған қалта (14) және патрубок(ІЗ)арқылы стакан кабырғасындағы бүйір тесіктен импеллер үстіне түседі. Стаканның беткі және артқы қабырғаларында тағы екі тесік бар.Олардың біреуі осы камераға екі аралық өнім қайтару қажет болса пайдаланылады. Егер ондай қажеттілік болмаса ол тығынмен жабылады. Үшіші тесік камера ішінде пульпаның тік бағытта айналмалы қозғалысқа келтіру үшін қажет. Ол тесіктің ауданы арнаулы тартқыш(9) ішіне орналасқан қақпақшамен (8) реттеледі. Дискедегі тесіктерде пульпаны белгілі бағытта араластыру үшін жасалған. Импеллер айналғанда оның қалқаншалармен пульпа ортадан шетке карай үлкен жылдамдықпен тебіледі. Соның нәтижсінде импелпер үстінде ауа кеңістігі пайда болып оның кысымы төмендейді:соның нәтижесінде кұбыр ішіне түтік (7) арқылы ауа сорылада. Ауа иірімді қозғалыстағы пульпамен араласқанда ұсақ көпіршігтерге бөлінеді. Сорғыштың ауа көлемі импеллер үсті ауа қысымының төмөндеу шамасына байланысты. Кезегінше, пульпа импеллермен ортадан шетке неғұрлым үлкен жылдамдықпен тебілсе. соғұрлым импеллер үстінде ауа қысымының төмендеуі артады. Сорылатын ауа көлемінің шамасы механикалық машиналардың Негізгі көрсеткіші болғандықтан, ортадан тепкіш күшті ұлғайту мақсаты үшін импеллер үстіндегі диск (10) шетіне қалқаншалар (11)орнатылған. Олар импеллердің пульпамен шектескен төңірегінде иірімді қозғалыс тудырмай (ол тепкіш күшті бәсеңдетер еді),пульпаның тебілу жылдамдығын баяулатпауға мүмкінділік тудырады. Ол үшін қажетті шарт импеллерден дисканың қалақшаларының арасындағы қашықтық 5-6 мм-ден артпауы қажет. Осы мақсатпен қалақшалар не импеллермен диска тұтас резеңкеден құйыла-ды.олардың кен түйіршіктерінің үйкеу әсернен мұжылуы азаяды. Бірінші камерадан екіншіге пульпа ортадағы қабырғадағы тесік аркылы өтеді.Сондықтан екі камерада пульпа деңгейі бірдей. Ол деңгейді көтеру не төмендету үшін екінші камераның сырт қабырғасында екі тесік бар.Төменгі тесік (19) ауданы қақпақшаны тартқышпен төмен ,не жоғары жылжыту арқылы өзгертіледі.Бұл тесіктен төменгі қабаттардағы ірілеу түйіршіктер өтеді. Пульпаның негізі жоғары тесіктен (15) етеді. Бұл тесіктен шығатын пульпа көлемінің шамасы екі камерадағы пульпа деңгейін белгілі мөлшерде бір калыпта ұстау үшін жартылай автоматты түрде өзгереді. Оны ашып-жабатан қақпақша (16) рычагқа (17) бекітілген. Рычагқа қозғалмалы жүк (18)орнатылған. Камераларда пульпа деңгейі өссе, қақпақша ашылыңкырайдыда пульпа көбірек шыгады. 0ның деңгейі бұрынғы қалпына келгенде жүктің рычагты басуымен қақпақша орнына кедеді.Егер пульпа деңгейі төмендеп кетсе жүк әсерімен қақпақша жабылыңқырайды денгейі қайта көтеріледі. Көбік қабаты машинаның ұзын бойына орнатынған науаға түсірідеді де,сумен шайылып трубамен келесі операция жүретін машнаға жөнелтіледі; Механикалық машиналардың копструкциялық ерекшеліктері бар бірсыпыра түрі белгілі. Бірақ олардың жумыс істеу принциптері бірдей.Бұлар кен байыту практикасында,әсіресе күрделі технологиялық схэмалар қолданылғанда ең көп тараған машиналар. Пневматикалық флотациялаумашиналары. Бұл машиналарда пульпаны көпіргіштендіру ауаны ауа айдағыштарымен қысымымен түсіру арқылы жүргізіледі. Оларда қоpғалмалы бөлшектер жоқ және конструкциялары қарапайым келеді.Пульпа ауа козғалысының әрекеттері әсерімен араласып, түйіршіктердің шөкпеуіне мүмкіндік туады. Ауаның ұсақ көпіршіктерге бөлшектенуі оны ұсақ тесікті қалқадан өткізу арқылы іске асырылады. Әдетте, бұл машиналарда көпіршіктер диаметрі механикалық машиналармен салыстырғанда біраз ірілеу келеді (3 мм шамасына дейін жетеді). Кен байытуда пневматикалық машиналардан қазыр негізінде үш түрі колданылады; аэролифті патрубалық машиналар. колонналы машиналар және көбікте бөлу машиналары, Аэролифті патрубалық машиналарда пульпа ұзындығы 3.0-15 м тереңдігі 2.5 -Зм ваннаға түседі. 59-суретте машинаның көлденең қиық көрінісі келтірілген. Ваннаның (1) ұзын бойы ортасына аралықтары 1-1.5 м қашықтықта ауа түсетін түтіктерге(3)орнатылған. Оларға ауа қысымымен орталық ауа құбыры (5)арқылы ауа айдағыштардан беріледі.Әр түтік үшіне тесігі тек ауа қысымы әсерімен ашылатын резеңкеден жасалған ұштық(4)орнатылған.Түтіктердін екі жағына ваннаның ұзын бойына екі қалқан(2)орнатылған.Олардың екі аралығы ауалы зо- 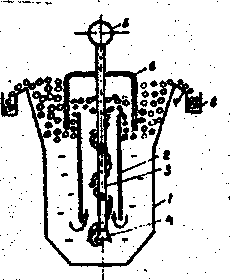 59-сурет. Терең аэролифті флотомашина:1 -ванна (науа); 2-қалқан; 3-ауа түтігі; 4-ұштық; 5-орталық ауа қубыры; 6-қалпақ; 7-ернеу; 8-науа. на.ал тыс шеткі аралықтар флотациялау зонасы деп аталады.Екі қалқаның үстінгі жағына калпақ (6)орнатылған.Оның төменгі шеттері пульпаның деңгейінен және қалқалардың жоғары шетінен төменірек орналасқан және екі қатар тесіктері бар. Пульпа ваннаның бір шет басына тусіріліп, екінші шетінен шығарылады. Көбіктер ваннаның үзын бойына оның екі жақ жоғары ернеуінен (7)өздігінен асып науаларға (8) төгіледі . Түйіршіктердін қысыммен (25-35кПа) шыққан ауа оны орай иірімді ағынмен жоғарғы көтеріледі. Екі қалқаның аралығында ауа мен араласқан пульпаның тығыздығы .калқалардың тыс жағындағы пульпа (онда ауа жоқ)тығыздығынан аз.Соған байланысты ,шет зоналардағы пульпа ауалы зонадағы пульпаны ығыстырып жоғары көтереді.Қалқалардаң жоғарғы шетіне дейін көтерілген пульпа одан асып тыс зонаға қайта оралады. Осындай әрекеттің нәтижесінде ваннаның ұзын бойына пульпа екі қалқаны айнала спиральді траектория жасай қозғалады да. кен түйіршіктері шөкпейді.. Пульпаның түтіктері сыртында және қалқалалардың жоғарғы шетін орай төмен бағытталғанда пайда болатын иірімді ағыс әсерімен ауа ұсақ көпіршіктерге бөлшектеніп минералданады. Бұл машиналарда технологиялық байыту схемалар неғұрлым қарапайым болса. соғұрлым тиімді қолданылады. Қазбалардың мұндай түріне, мысалы, көмір жатады. Соган байланысты олар көмір байытуда көп тарады. Колонналы пневматикалық машиналар (60-сурет) тік орнатылған диаметрі 1-1.8 м трубадан жасалған, көлденең қыйындысы квадрат пішінді биіктігі 1-12 м колонналардан (4) тұрады. Ауа қысыммеи (З5кПа) рессиверден (1) түтік арқылы,түсіп, ұсақ тесікті резеңкелі ұштық(6)арқылы шығадада жоғары көпіршік түрінде көтеріледі. 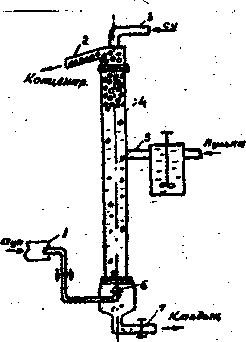 60-сурет. Колонналлы пневматикалық флотомашина: 1-рессивер; 2-патрубок; 3,5,7-тутіктер; 4-колонна; 6-резенкелі ұштық, Бастапқы пульпа реа-генттермен арнаулы чанда араластырып, тутік(5)арқылы колоннаға оның орта шетінен жоғары төмен биіктіктен түседі. Түйіршіктер салмақ күшімен ауа көпіршіктеріне қарама-карсы бағытта кұлай қозғалып соқтығысады. Осындай режим көпіршіктердін иитенсивті минералдануына мүмкіншілік тудырады. Көбік қабаты трубаның жоғарғы жағына жыйналып өздігінен оның шетінен асып, патрубок(2)арқылы шығарылады. Көбік қабатына кездейсоқ шыкқан қажетсіз минерал түйіршіктері трубаның жоғарғы басына түтікпен (3) берілетін сумен шайылады. Флотацияланбаған минерал түйіршіктері (қалдық) пульпамен төменгі түтік(7)арқылы шығарылады. Колонналы машиналардың артықшлығы конструкциясы қарапайым аз орын алады. Ірі және өте ұсақ (шламдар)түйіршіктердің Флотациялану дәрежесі жоғары. Кемшілік ретінде оларды күрделі технологиялық схемаларда қолданудың қолайсыздығын атауға болады. Көбікте бөлу мащиналарының корпусы ұзын пирамидальді ваннадан(1)тұрады. (61-сурет). Бастапқы пульпа ваннаның үстіне оның ұзын бойына орналасқан көлбеу бірнеше сатылы түрде орналасқан науа жүйесіне(4)түседі. Соның нәтижесінде пульпа ваннаға аз жылдамдықпен сырғый түсіріледі.Ваннаның үсгіңгі екі жақ кернеуіне жақын ұзын бойына бірнеше қатарлы ұсақ тесіктері бар түтіктер орналасқан.Ауа 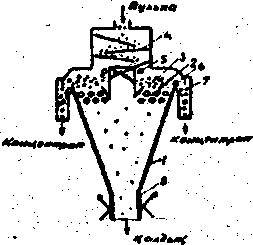 61-сурет. Көбікте бөлу фло- то . машинасының схемалық көрінісі: 1-ванна; 2-ауа түтіктері; 3-көбікті қабат; 4-көлбеу науалар; 5-су сепкіш түтіктер; 6-ернеу; 7-науа; 8-шығару тесігі. қысыммен осы түтіктердің тесіктерінен көпіршік түрінде шығады да көбік қабатын жасайды. Демек. бастапқы пульпадағы минерал түйіршіктері тікелей көбік қабатьма түсіріледі соның нәтижесінде сулануы төмендетілген түйіршіктер. әсіресе ірі түйіршіктер бірден көпіршіктерге жабысып. көбік қабатында қалып қояды.Суланғыш минерал түйіршіктері пульпамен бірге төмен жылжып, камералық өнімге (калдық) шығады. Көбікті кабат өздігінен ваннаның ернеуінен(σ) асып науаға(7) түседі. Көбікте кездейсоқ калған кажетсіз минерал түйіршіктері арнаулы түтікпен (5) себілген сумен шайылады. Каме-ралық өнім (қалдық) ванна түбіндегі тесіктен шығарылады. Оның үлкен-кішілігі арнаулы кысқыш механизммен реттеуге балады. Машинаның конструкцйялық ерекшелігі онда Ірілігі 2-Змм-ге жететін түйіршіктерді флотациялауға мүмкіндік береді Пневмомеханикалық флотациялау мащиналарында алдыңғы сипатталған механикалық және пневматикалық машиналардың артықшылықтары жыйынтықталған. Бұларда пульпаға ауа қажетті мөлшерде қысымен түсіріледі, ал түйіршіктердін шөкпей қалқуы импеллер әрекетімен жүзеге асырылады. Бірақ бұл машиналарда импеллердің айналу жылдамдығы механиқалық машиналармен салыстырғанда белгілі мөлшерден аспайды. Соның нәтижесінде энергия шығыны аздау және пульпаның иірімді ағын күші аз. Машина камерасы(1) (62-сурөт) механикалық машиналардың каме-расына сәйкес. Камера ортасына тік ортасы қуыс зал(2)орнатылған.Ауа рессиверден(орталық ауа трубасы)(7) түтік (3) арқылы валдың қуысына түсіріледі.валдың төменгі ұшына конус тәрізді. 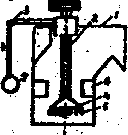 62-сурет. Пневмомеханикалық флотомашинаның схемалы көрінісі: 1-камера;2-вал;3-ауа түтігі: 4-импеллер; 5-қалқаншалар; 6-қалқан; 7-рессивер. импеллер (4) орнатылған. Оның төменгі ернеуіне айналдыра қалақша-лар (саусактар)(5) орнатылғаң. Солардан әрекетімен түскен ауа бөлшектері көпіршіктерге айналады және түйіршіктер қалқымалы қозғалысқа кетріледі.Пульпаның иірімі ағымьн барынша басу үшін импеллер деңгейінде камера қабырғасына тік қалқандар (6) орнатылған. Жогарыда көрсетілген артықшылықтарына байланысты пневмо-мехаиихалық флотациялау машиналары кен байытуда кеңінен тарауда Флотациялау машиналары өнімділіктері негізінде үш фактормен анықталады; 0ларға жататындар камераның (ваннаның)көлемі.флотациялау уақыты (ол кеннін қасиетіне байланысты тәжірибе жургізу аркылы анықталады) және пульпа ішіндегі ауаның көлемімен оның бөлшектену дәрежесі. Іс жузінде әр қазба түрін,байытуда мащиналардың ең тиімді типін тәжірибе жүргізу арқылы таңдауға болады Флотациялау процесін жургізу алданда пульпаны кейбір реа-генттерінен араластыру қажет. Ол үшін арнаулы чандар қолданыла-ды.0лардан басқа реагент ерітінділерін әртүрлі операцияларға тек белгілі бір мөлшерде дәл беру ушін реагент тусіргіштер(питательдер) қолданылады. Араластырғыш чан көбінде диаметрі және биіктігі бірнеше метрге жететін цилиндр пішінді бактан (63-сурет) тұрады.Оның ортасына төменгі ұшына импеллер (8) бекітілген вал(2)орнатылған.0л электродвигательмен(3)айналысқа 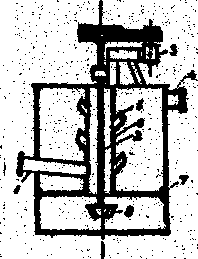 63-сурет. Пульпа араластырғыш чан: ' 1-тусіргіщ потрубок; 2-вал; З-электроқозғалтқыш; 4-шығару патрубок; 5-тесіктер: е-құбыр; 7-цилиндрлік бак. келтіріледі.Вал ортасы қуыс труба(6) ішіне орналасқан. Трубаның тік бойында әртүрлі биіктерде тесіктер бар.Олар пульпаның тік бағытта айналмалы траектория жасай интенсивті қозғалуына жағдай туғызады. Бастапқы пульпа патрубокпен (1) қуыс труба тесігі арқылы араласт-ырғыштың үстіне түсіріледі.пульпа чаннан оның жоғарғы ернеуіне жақын орналасқан патрубокпен шығады. Араластыргыш чандар пулъпаны тек реагенттермен өвдеу үшін ғана емес. сонымен қабат біраз ерекшеліктері бар пулъпаларды қосып олардың касиеттерін ортақтандыру мақсатымен және пульпаны қажеттігі болғанда ауамен араластыру аэрация үшін қолданылады. Чанның қажетті көлемі пульпаны араластыру уакытымен анықталады, Реагент түсіргіште дің; көптеген конструкциялары белгілі.олардың әр түрлілігі реагенттердің пульпаға қүрғақ ұнтақ. ерітінді және май түрлерінде түсуіне байланысты. Реагенттердін көбі сулы ерітінді түрде қолданылады. Олар үшін ең көп тарағандары скипті және шөмішті түсіргіштер. Майлы реагенттері май түрінде (оларды сумен араластырып эмульсия жасауғада болады) бергенде шкивті түсіргіатер қолданылады. Скипті түсіргіштердін схемалық көрінісі 64-суретте келтірілген. Скипті стакаң (1) бағыттағыштар(5) бойымен кривошип(З)және шатун (4)механизмдерімен жоғары төмен қозғалысқа келтіріледі. Төмен түскенде реагент ерітіндісіне батып стакан толады.Жоғары көтерілгенде ваннаның ернеуіне жеткенше стакан тік қалыпта болалы да,ернеуінен асқанда рама(5) ішінде өсті айнала оң жаққа қисаяды. Осы кезде ішіндегі ерітінді варонкаға құйылып. түтікпен белгілі операцияға түседі. Реагенттің стаканнан төгілу мөлшері оның қисаю қалпына байланысты. Ол кривощипті (3) ұзарту не қыскарту арқьлы реттеледі.  64-сурет. Скипті флото-реагеңт тусіргіш Бір реагенттің кейде бірнеше операцияларға түсуіне байланысты сқипті түсіргіштер көп камералы түрде қодданылады. Шөмішті автоматты түсіргіш АДР-6 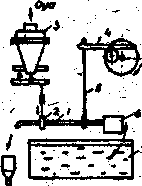 65-сурет. Автоматты шемішті түсіргіш 1-түтік; 2-шарнир; 3-пневматикалық механизм; 4-кулачокты механизм; '5-тартқыш; 6- шөміш; 7-бак. Түтікпен (1) жалғасқан шөміштен (6)және оны қозғалысқа келтіретін механзмдерден тұрады. Түтік тербеліс қозғалысқа мүмкіндік беретін шарнирге(2)бекітілген.Шөміщке жакын жерде түтік тартқыш (5)арқылы кулачокты механизммен (4) жалғасқан. Кулачок айналғанда түтіктің шөмішті басы алма-көзек төмен түсіп шөміш ваннадағы өрітіндіге батарылғып .толады да,жоғары келтерілгендей тутікке түсіп ағып кетеді.Ерітіндінің ваннадағы деңгейі қалқыпта механизм көмегімен үнемі бір қалыпта сақталады. Реагенттердің түтікпен ағып щығатын мөлшері шарнирдің (2) жоғарырақ не төменірек орналасуына байланысты.Оның орны мембранды пневматикалық (ауалы)(3)механизмен автоматты түрде реттеледі. 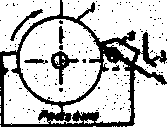 Шкивті түсіргіштерде ванна(4) ішіне айналмалы шкив (диаметрі кіші барабан 1) орналасқан (66-сурет). 66-сурет Шкивті реагент түсіргіш. 1-шкив: 2-қырғыш; 3-науашық; 4- ванна. Шкив беті үнемі жұка май қабатымен жабылған. Ваннаның ернеуіне орнатыыгғн қырғыш (2) ұшы шкив бетіне тіреле орналасуы нәтижесінде май қабаты сыдырылып қабылдағыш науашыққа(3) түседі. Май мөлшері сыдыртқьш ұшыны шкив бетіне тығыз не босаңқы тіреліуімен реттеледі, Келтірілген қосалқы жабдықтардан басқа байыту Фабрикаларында майлы реагенттерді эмульсияға айналдыратгін әртүрлі принципті қондырғылар, реагент ерітінділерін пульпаға түсіру алдында физико-химиялық әдістермен өңдеу мысалы электрохимиялық тотықтандыру және т. б.) турақттылығы жоғары дәрежедегі пульпадан бөлінген көбікті басу үшін қолданылатын әр түрлі қондырғылар жане тағы кейбір арнаулы жабдықтартар қолданылуы мумкін. Флотация процесінің тиімділігіне көптеген факторлар әсер етеді. Олар негізінде байытылатын қазбаның қасиеттерімен тығыз байланысты. Казбалардың ең басты қасиеттеріне оның ішіндегі бағалы заттардың проценттік үлестері, минералдық құрамы және сеппелік дәрежесі жатады. Технологиялық байыту схемасына кіретін барлық операцияларға әсерін тигізетін фактофлар мыналар: ұнтақталған заттың ірілігі, пулпаның тығыздығы, реагенттік режим, аэрация(ауалау) дәрежесі, пульпаның камералар (ванна) арқылы өту жылдамдығы қолданылатын флотациялау машиналарының конструкциялары қолданылатын су қурамы және т.б. Т у й і рш і к т е р д і ң і р л і г і флотация процесінде маңызды роль аткарады. Ең көп тараған көбікті флотацияда көп түйіршіктерінің диаметрлері 0,02-0,1 мм шекаралықта болса үлкен жылдамдықпен флотацияланады. Ірілік 0.25 мм-ден асса, не 0,01 мм-ден аз болса олардың флотациялануы күрт төмендейді не флотацияланбайды. Тек көмір байытылганда Іріліктің жоғары шегі 0,5 мм болуы мүмкін. Сол сияқты көбікті қабатта бөлу машиналарында іріліктің жоғарғы шегі кейде 2 мм-ге жетеді. Өте ұнтақты түйіршіктер (<0.02) флотацияға үлкен нұқсан келтіреді: реагенттердің шығынын арттырады, түйіршіктердің бетіне жабысып, олардың флотациялануын төмендетеді, тау жынысы минералдарының унтагы сумен көбікті өнімге шығып оның сапасын кенітеді және т.б. Демек, пульпаның гранулометриялық құрамының Флотация үшін маңызы зор. Кейбір қазба байлық түрлерін (темір ; фосфорит кендерін) флотациялау алдында өте ұнтақта бөлегі алдын-ала бөлініп, қалдыққа қосылады. П у л ъ п а н ы ң т ығ ы з д ы ғ ы қатты зат үлесі Флотация 40-І5% шекаралығында өзгереді. Негізгі және бақылау операцияларында ол орта есеппен 30-35% болса, тазалау операцияларында 25-І5% болады. Пульпаның тыгыздығы артқан сайын араластыру дәрежесі төмөндеп ауаның усақ көпіршіктерге бөлінуі және пульпа ішінде жайылуы қиындайды. Сонымен қабат үйкелістің ар туынан түйіршіктердін көпіршіктерге жабысу күші күрт азая-ды Пульпаның тыгыздығы белгілі мөлшерден азайған са-йын.біріншіден түйіршіктердің көпіршіктерімен соқтығысуы(соның нәтижесінде оларға жабысуы) сиректейді. екіншіден процестің өнімділігі төмендейді;үшіншіден,реагенттер шығыны артады. Реагенттік режим флотацияда шешуші роль атқарады. Әр реагенттің тәжірибемен анықталған тиімді шығыны операцияларға берілгенде өте муқият бақылануы қажет. Олардың су ерітінділерін, эмульсияларын және тағы басқа түрде дайындағанда коңцентрациялары не басқа сипаттамалары дұрыс анықталып. Пульпаға түсетін көлемдері дәл есептелініп және процеске түсіру орындары дәл белгіленуі керек. Пульпаны өңдеу уақыты созылымды болуды қажет ететін реагенттер көпшілік жағдайда диірменге не пульпа айдағыш насостарға беріледі.Кей реагенттер тек араластырғыш чандарға түсіріледі. Пульпаны аэрациялау дәрежесіне байланысты флотацияныц өнімділігі өзгереді.Пульпада ауа көлемі артқан сайын көпіршіктенуі артып өнімділік өседі.Бірақ ол бір шектен асса көбікке флотацияланбайтын минерал түйіршіктерінің шығуы көбейіп. минералдарды бөлу дәрежесі төмендейді. Тәжірибеде негізгі және бақылау операцияларында аэрация дәрежесі жоға-ры, болып, ал тазалау операцияларында төмен болуы қажет.Орта есеппен пульпада ауа көлемі 30% шамасында болады, Ауаның жалпы көлемі қолданылатын машиналардың типіне байланысты болса.көпіршік саны және олардың диаметурлері көбіктендіргіштердің шығынымен анықталады. - Пульпаның температурасы кейбір реагенттердің суда еруіне ( не эмульсиялануына) және олардың минерал беттерімен әрекеттесуіне үлкен әсер етеді.Температура өскен сайын химиялық реакциялардың жылдамдығы артатыны белгілі.Бірақ байыту Фабрикаларында үлкен көлемді пулъпаны жылытып температураны көтеру үшін көп энергия жұмсау кажеттілігіне байланысты.мундай әрекет жүзеге асырылмайды. Демек көпшілік жағдайда процесс табиғи теипературада жүргізіледі тек кейбір арнаулы гехнологиялық процестерді( мысалы коллективті концентраттарды бөлуде. пулъпа көлемі аз болғанда)жүргізгенде пульпа температурасы кейде 60-90-ке дейін көтеріледі. Флотациялау мащиналарының конструкциялары байытылатын казбалық қасиеттеріне және қолданылатын технологиялық схемаларға сай болуы қажет. Пульпадағы ауа көлемі.көпіршіктердін ірілігі,пульпаның қозғалыс режимі тікелей машина конструкцияларымен байланысты. Мысалы, өте ұнтақ(шламды) қазбаларды байытуда пневматикалық машиналар тиімді келеді.Себебі оларда ауаның суда еру дәрежесі жоғарыда,шламда түйіршіктердің .бетіне еріген ауадан бөлінетін көпіршіктердің пайда болуы олардың тез флотациялануына мүмкіндік тударады. Ірі түйіршікті кенді флотациялауға тек көбікті қабатта бөлу машиналары қолданылада. Суқұрамынын әсерін реагенттердің әсерімен салыстыруға болады.Табиғи суда көптеген иондар кездеседі Олар флотацияға сөзсіз есер етеді,Көпшілік жағдайда суда олардың концентрациялары өзгеріп отырады. Сондыктан олардын зианды әсерін күні бұрын болжап оған қарсы әрекет жасау қиын.Дегенмен қолданылатын суға талдау жасалып негізі сипаттамаларын басты иондар. олардын концентрация мөлшерін айкындап. белгілі зиянды әсерлерін барынша төмендету жолдарын қолдану қажет.Сипатталған факторлардан басқада кен қасйеттерімен байланысты туатын табиғи факторларда аз емес.Демек.флотация процесі көп факторда өте күрделі процесс. 6.Флотациялық байытудың технологиялық схемалары Флотациялық байыту схемаларының көп түрлігі негізінде екі Фактормен анықталады. Кендегі бағалы минералдардың сеппелік дәрежесі және жеке концентрат түрінде шығартуға тиісті бағалы заттардың саны.Осыған байланысты флотациялық схемалар көп опе-рациялы схемаларға жатады. Кен бір компонентті және бағалы минералының сеппелік дәрежесі біркелкіге жуық болса,ол 67-суретте келтірілген ең қарапайым схемамен байктылуы мүмкін. Бастапқы кен түсетін операция негізгі флотация деп аталады.Одан алынатын кебікті өнім бір не бірнеше т а з а л а у флотацияларынан өтеді. Тазалау операцияларының саны кеннің сапасы мен концентратқа қойылатын талаптарға байланысты: кенде бағалы зат үлесі артқан сайьн тазалау операцияларының саны азаяды(мысалы кендерді байытқанда. әдетте-2-4,ал көмірді байытқанда 1-2 операция қолданылады). Негізгі флотацияның камералық өнімінде әр түрді себеппен бағалы заттың біразы калып қояды. Оны қосымша бөліп алу үшін камералық өнім б а қ ы л а у флотацясына түседі.Бұл операция көбінде бір рет.сирек екі рет жүргізіледі. Бақылау операциясынын камералық өнімі қалдық ретінде алынады. Тазалау операцияларында шығатын камералық өнімдерде жеке бақылау операциясының көбікті өнімінде бағалы зат үлесі төмен. Оларды екі аралык өнімдер деп атайды. Әдетте, әр тазалау, операциясында алынған екі аралық өнім оның алдында жүргізілген операцияға қайтарылады. Мысалы, екінші тазалау, флотациясының камералық өнімі бірінші тазалау флотациясына, біріншіден ол негізгі флотацияға түседі.Бірінші тазалау және бақылау флотацияларынан алынған екі аралық өнімдерде бағалы минералдар көбінде тау-жыныс минералдарынан ажырамаған түрде болады. Ондай жағдайларда ол өнімдер қосымша жеке диірменде ұнтақталады да, содан кейін негізгі флотацияға қайтарылалы, не жеке байытылады(68-сурет) Егер кенде бағалы минералдар сеппелік дәрежесі біркелкі болмаса түйіршіктердің диаметрлері үлкен шекаралықта өзгерсе, онда с а т ы л ы б а й ы т у схемалары колданылады. Оның магынасы мынада: Ұнтақтау бағалы минералды бірден толық ажырату үшін жүргізілмей, сатылай жүргізіледі де соған сәйкес байытуда сатылай жүргізіледі. Егер бір сатылы ұнтақтаумен толық ажырату мақсаты қойылса, ірі түйіршіктер қажетсіз ұнтақталып шламға айналар еді де, қалдықта калып қояр еді. Сондықтан тәжірибеде көпшілік кендердің біркелкі сеппелі түрде сирек кездесуіне байланысты көбінде сатылы байыту , колданылада. Жоғарыда 6  8-сурет. Екі аралық өнімнің жеке циклде байытылу схемасы 8-сурет. Екі аралық өнімнің жеке циклде байытылу схемасыкелтірілген екі аралықты өнімді жеке унтақтап жеке байыту сатылы байытудың бір түріне жатады.Сол сияқты кейбір кен түрлері байытылғанда негізгі флотация ірілеу ұнтақталғаннан кейін жүргізіледі де, алынған көбікті өнім қосымша ұнтақталғаннан кейін тазалау операцияларына түседі.Бұл вариантта сатылы байытуға жатады. Сипатталған схемалар 69-суретте келтірілген.   69-сурет.Кеңді сатылы байыту схемалар түрлері Практикада көпшілік жағдайда екі, сиректеу үш сатылы байыту схемалары қолданылады және келтірілген үш варианттың комбинациясы да жиі ұшрайды. Сонымен байытудың сатысы ұнтақтау және байыту операцияларынан түрады. Кеннің көбінде екі не одан да көп компонентті болып кездесетіне  70-сурет. Екі компонентті кенді селективті (а) және коллективті (б) схемаларымен байыту технологиялары байланысты флотациялық байыту схемалары с е л е к т и в т і флотациялау, к о л л е к т и в т і флотациялау және к о л л е к т и в т і - с е л -е к т и в т і флотациялау түрлеріне бөлінеді. С е л е к т и в т і ф л о т а ц и я л а у схемасы бойынша әртүрлі бағалы зат минералдары кеннен кезектес, демек бірінен кейін бірі бөлінеді (70-сурет, а). К о л л е к т и в т і ф л о т а ц и я л а у схемасы қолданылғанда кеннен барлық бағалы зат минералдары бірге коллективті концентрат түрінде бөлінеді де одан кейін ол жеке концентраттарға ажыратылады (70-сурет, б). Егерде кенде бағалы зат саны үш не одан көп болса к о л л е к т и қті - с е л л е к т к в т і ф л о т а ц и я л а у схемалары қолданылады. Олар әртүрлі варианттармен жүргізілуі мүмкін (71-сүрет).  71-сурет. Үш компонентті кенді коллективті селективті схемамен байыту технологиясы. Бұл схемалардың түрі және тиімділігі көптеген факторлармен аныкталады. Олардың ішіндегі бастылары:минералдардың флотациялану активтілігі, бағалы заттан кендегі не коллективті концентраттағы проценттік үлесі және миералдардың сульфитті не тотықты түрде болуы. Егер кенде бағалы заттар сульфидті және тотықты минералдар түрінде болса алдымен сульфидті минералдар флотацияланады. Егер кендегі минералдардың флотациялану активтілігі әр түрлі болса, онда алдымен активті минерал флотацияланады. Минерадардың активтіліктері бірдей болса,онда бірге флотацияланады да, артынан селективті флотациямен бөлінеді. Мұнда көбінде коллективті концентратта үлесі аз минерал флотацияланады да (көбікті өнім) екінші минерал концентраты камералық өнім түрінде алынады. Екі не көп компонентті кендер келтірілген күрделі схемалармен байытылғанда, олар екі не бірнеше циклдерден тұрады. Цикл деп жеке бір металды не коллективті концентрат алуға қолданылатын операциялар жиынтығын атайды. Мысалы, қорғасын және мырыш кені селективті флотациялау схемасымен байытылса онда ол қорғасын және мырыш циклінен тұрады. Егер ол кен коллективті флотациялау схемасымен байытылса онда ол коллективті қорғасын және мырыш циклдерінен тұрады. Бір типті кендер қасиеттеріне қарай әртүрлі байыту схемаларымен байытылуы мүмкін. |