Гладкие калибры и их назначение.. Гладкие калибры и их назначение
 Скачать 232.51 Kb. Скачать 232.51 Kb.
|

|
Лекция Тема: Гладкие калибры и их назначение. Вопросы: 1.Назначение калибров. 2. Нормальные и предельные калибры. 3. Стандартизация норм точности калибров. 4.Конструкция калибров, маркировка и правила пользования. 5. Калибры для контроля гладких цилиндрических поверхностей. 1.Назначение калибров. Калибрами называют жёсткие средства контроля, применяемые для определения годности размеров элементов деталей. Калибры служат для рассортировки деталей на годные и на две группы брака (исправимый и неисправимый). С помощью калибров можно производить контроль размеров: - гладких цилиндрических и конических поверхностей (валов и отверстий); - цилиндрических и конических наружных и внутренних резьб; -линейных размеров; - зубчатых (шлицевых) соединений; - расположения отверстий, профилей и др. Классификация калибров: 1)по конструктивным признакам: - нерегулируемые (жёсткие) для контроля одного определённого размера; - регулируемые, позволяющие компенсировать износ калибра или установить его на другой размер; -однопредельные с раздельным выполнением проходного и непроходного калибров; - двухпредельные (односторонние и двухсторонние), представляющие объединение проходного и непроходного калибров; 2)по технологическому назначению: - рабочие калибры, используемые для контроля изделий в процессе изготовления; - калибры контролёра – частично изношенные рабочие калибры, применяемые для контроля готовых изделий контролёрами ОТК; -приёмные калибры для проверки изделий представителями заказчика ; - контрольные калибры (контркалибры) для проверки рабочих и приёмных калибров; 3)по числу контролируемых элементов: - комплексные калибры, контролируемые одновременно несколько элементов изделия; - простые (элементные) калибры, контролирующие один размер изделия; 4) по характеру контакта с изделием: - с поверхностным контактом (пробка); - с линейным контактом (скоба); - с точечным контактом (нутромер); 5) по способу ограничения отклонений изделий: -нормальные; - предельные. 2. Нормальные и предельные калибры. Нормальные калибры – калибры, размеры которых соответствуют номинальным размерам деталей. К калибру выполняется припасовка (пригонка) изделия по плотности прилегания, «на краску», «на просвет». Таким образом, обеспечивается соответствие размеров изделия и калибра. Предельные калибры выполнены по одному из предельных размеров и контролируют наибольший и наименьший предельные размеры элементов детали. Калибры выполнены по верхней и нижней границам допуска изделия. По способу определения годности изделия предельные калибры делятся на проходные, которые должны входить в годное изделие, и непроходные, которые не должны входить в годное изделие. Изделие считается годным тогда, когда проходной калибр входит в него, а непроходной – не входит. 3. Стандартизация норм точности калибров. Допуски на изготовление гладких калибров и контркалибров установлены СТ СЭВ 157-75. Номинальные размеры калибров должны соответствовать предельным размерам детали. Исполнительными размерами калибров являются предельные размеры, по которым изготавливают новые калибры и проверяют износ калибров, находящихся в эксплуатации. Для пробок указывают наибольший предельный размер и допуск на изготовление «на минус», а для скоб – наименьший предельный размер с допуском «в плюс». Для рабочих проходных калибров дополнительно указывают предельный размер изношенного калибра. Исполнительные размеры калибров определяют путём алгебраического суммирования предельного размера изделия с соответствующим предельным отклонением. В зависимости от степени износа калибры делятся на: - новые – рабочие калибры; - частично изношенные – калибры контролёра; - изношенные до установленного предела – приёмочные калибры. 4. Конструкция калибров, маркировка и правила пользования. Предельные калибры состоят их проходной и непроходной сторон. Могут быть однопредельными и двухпредельными. На гладкие калибры наносят маркировку, в которой указывают параметры контролируемых деталей: - номинальный размер; - обозначение поля допуска и предельные отклонения; - условные обозначения калибров. Маркировку наносят на калибры (скобы) и на ручки (пробки). На калибры для контроля деталей, соединяемых посадкой, наносят маркировку: 1) на калибр – пробке: - на калибр-пробке ПР – «30Н7ПР»; - на калибр-пробке НЕ – «30Н7НЕ»; - на ручке со стороны пробки ПР – «0» и ПР; - в середине ручки – «30Н7»; - со стороны пробки НЕ – «НЕ» и «+0,021»; 2) на калибр-скобе: - около проходной стороны «ПР» и «-0,007»; - около непроходной стороны – «НЕ» и «-0,020». Правила пользования калибрами: - пользоваться только аттестованными калибрами; - тщательно очищать их от пыли, грязи; - применять выдержку калибров рядом с деталями в течение определённого времени для выравнивания их температуры; - калибры больших размеров поддерживать руками только за теплоизолирующие накладки; -не применять больших усилий, так как калибры должны входить в отверстие или находить на валы под действием собственного веса. 5. Калибры для контроля гладких цилиндрических поверхностей. Применяют следующие типы калибров: - калибры для контроля гладких валов и отверстий; - калибры для контроля линейных размеров (длины, глубины пазов и высоты уступов); - калибры для контроля зазоров (щупы); - радиусные шаблоны; - профильные шаблоны; - калибры для контроля шлицевых изделий. 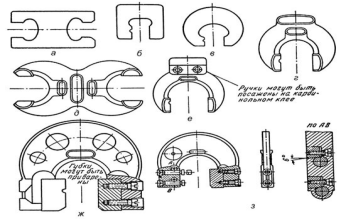 Рисунок 1. Калибры – скобы для контроля валов Рисунок 1. Калибры – скобы для контроля валов 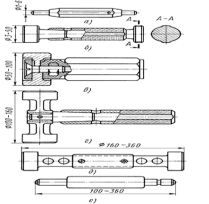 Рисунок 2. Калибры – пробки для контроля отверстий 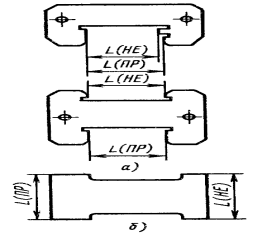 Рисунок 3. Калибры для контроля длин: а – скобы; б – пробка: L(ПР) – размер проходной стороны, L(НЕ) – размер непроходной стороны 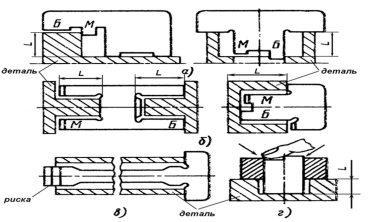 Рисунок 4. Калибры для контроля глубин и высот различными методами: а – надвиганием, б – «на просвет»: М – малая сторона, Б – большая сторона; в – «по рискам»; г – «осязанием»: L – высота, глубина Контрольные вопросы 1. Для каких целей применяют калибры? 2. Какие требования предъявляют к калибрам? 3. Как классифицируются калибры? 4. Перечислите виды гладких калибров. 5. Перечислите правила пользования калибрами. Задание 1. Ознакомится с материалом лекции. 2. Письменно оформить конспект, ответив на контрольные вопросы. |