решение задач по общей химии. Химическая технология органических и неорганических веществ
 Скачать 364.96 Kb. Скачать 364.96 Kb.
|

ХИМИЧЕСКАЯ ТЕХНОЛОГИЯ ОРГАНИЧЕСКИХ И НЕОРГАНИЧЕСКИХ ВЕЩЕСТВКонтрольная работа № 2 Вариант 10Дан химический состав медного концентрата (%): Cu – 8,25; S – 37,37; Fe – 35,53; Sb – 4,45; пустая порода – 14,4. Основные минералы: халькопирит, пирит, пирротин (Fe7S8), антимонит (Sb2S3). Рассчитайте рациональный (мине- ральный) состав концентрата. Основные минералы: халькопирит, пирит, пирротин (Fe7S8), антимонит (Sb2S3). Количество прочих элементов всего 14,4 %. Определим содержание халькопирита СuFeS2 . 8.25*183.5/63.5=24.03 кг. Содержание железа в халькопирите. 56*24,03/183,5=7,33 кг. Содержание антимонита 4,45*340/244=6.2 кг. Содержание серы в антимоните 96*6,2/340 =1,75 кг. Железо в пирите и пирротине: 35,53-7,33=28,2 кг. Сера в пирите и пирротине: 37,37-1,75=35,62 кг. 120 648. Масса пиррита и пирротина = 100-24,03-7,33-6,2-1,75=60,69 кг. w(FeS2)*M(FeS2)+w(Fe7S8)*M(Fe7S8)=72.9 w(FeS2)*120+w(Fe7S8)*648=72.9 w(FeS2)+w(Fe7S8)=1 w(FeS2)=1- w(Fe7S8) w(Fe7S8))*120+w(Fe7S8)*648=72.9 120-120w+648w+648=72.9 528w=455.1 W=0.862 m(FeS2)=72.9*0.862=62.84 кг m(Fe)=56*62.84/120=29.33 кг m(S)=62.84-29.33=33.51 m(Fe7S8 )=60.69*0.138=10.06 кг m(Fe)=392*10.06/648=6.09 кг. m(S)=10.06-6.09=3.97 кг Таблица. Рациональный состав, %.
Опишите технологическую схему производства неконцентрированной азотной кислоты, охарактеризуйте отличия. Опишите способы очистки хвостовых газов. Основным сырьем для производства неконцентрированной азотной кислоты в настоящее время являются аммиак, воздух и вода. Вспомогательными материальными и энергетическими ресурсами являются катализаторы окисления аммиака и очистки выхлопных газов, природный газ, пар и электроэнергия. До начала XX века природная селитра была единственным источником получения азотной кислоты. Этот процесс основан на следующей реакции: NaNO3 + H2SO4 = HNO3 + NaHSO4 Усовершенствованный вариант этого метода получения азотной кислоты состоял в том, что разложение селитры серной кислотой производилось в вакууме (остаточное давление до 650 мм вод. ст.). При этом температура разложения селитры снижалась до 80-1600С; продолжительность отгонки кислоты сокращалась до 6 часов и достигался выход азотной кислоты близкий к теоретическому. Расход топлива для обогрева реактора составлял около 120 кг/т HNO3. Такой способ получения азотной кислоты, целиком зависящий от импорта чилийской селитры, впоследствии был оставлен. В начале XX века была решена исключительно важная проблема связывания атмосферного азота, что дало человечеству новый неисчерпаемый источник сырья для производства азотсодержащих соединений. Известно, что над каждым квадратным километром земной поверхности в воздухе содержится около 8000 тыс. т азота. Задача превращения инертного азота в химически активные вещества (NO, NO2, HNO3) решена в результате последовательных усилий многих ученых. Еще в 1781 г. Кэвендиш в результате электрического разряда в воздухе получил окислы азота. В 1814 г. внес предложение о “низведении электричества с верхних слоев атмосферы для производства селитры”. Первый патент на способ получения азотной кислоты при помощи электрического разряда в воздухе и превращения окислов азота в нитриты и в нитраты был получен Лефебр в 1859 г. В 1901 г. Было положено начало фиксации азота воздуха в пламени электрической дуги (дуговой метод). В 1902 г. В США сооружен завод по фиксации атмосферного азота с помощью электрической дуги, возникающей при пропускании между электродами тока силой 0,75 а и напряжением 8000 в печи конструкции Брэдлея и Ловджоя. Из-за несовершенства конструкции печи и большого расхода электроэнергии завод был закрыт в 1904 г. Производство азотной кислоты дуговым методом интересно тем, что в нем использовали дешевое исходное сырье - воздух. Аппаратурное оформление процесса довольно несложно. Однако для его осуществления требовалось огромное количество электроэнергии, достигающее 70000 квт*ч на 1 т N2 (это соответствует 64 т условного топлива) Наконец, в 1913 г. на основе многочисленных работ был освоен промышленный метод синтеза аммиака из простых веществ, который получил широкое развитие и в настоящее время занял главное место в производстве связанного азота. Вскоре после этого удалось решить проблему получения азотной кислоты из аммиака. В настоящее время промышленное производство азотной кислоты осуществляется на основе контактного окисления синтетического синтетического аммиака. Процесс складывается из двух основных стадий: получение окиси азота и переработка ее в азотную кислоту. Стадия окисления аммиака в окись азота в общем виде выражается уравнением 4NH3 + 5O2 = 4NO + 6H2O Стадия окисления окиси азота в высшие окислы азота и переработки их в азотную кислоту может быть представлена уравнениями 2NO + O2 = 2NO2 3NO2 + H2O = 2HNO3 + NO Суммарную реакцию без учета побочных реакций, проходящих с образованием элементарного азота и других соединений, можно выразить уравнением NH3 + 2O2 = HNO3 + H2O +421,2 кдж В соответствии с последовательностью этих стадий рассмотрим технологию производства азотной кислоты. Исследования показывают, что при окислении аммиака на различных катализаторах и в зависимости от условий ведения процесса можно получить окись азота, элементарный азот и закись азота: 4NH3 + 5O2 = 4NO + 6H2O +907,3 кдж 4NH3 + 4O2 = 2N2O + 6H2O +1104,9 кдж 4NH3 + 3O2 = 2N2 + 6H2O +1269,1 кдж Кроме того, возможны и другие побочные реакции, протекающие с образованием азота без участия катализатора. К таким реакциям относятся разложение окиси азота и взаимодействие аммиака с окисью азота. В газах после окисления аммиака может находиться также непрореагированный аммиак. Термодинамические расчеты изменения свободной энергии показывают, что приведенные выше основные реакции могут идти практически до конца. Таким образом, при окислении аммиака как в процессе, могущем протекать в нескольких направлениях, состав конечных продуктов будет определяться прежде всего избирательной способностью катализатора. Соответственно подбирая катализатор и условия ведения реакции, можно изменить и состав получаемых продуктов. При использовании в качестве катализатора платины выход окиси азота в интервале температур С может достигать 97-98%. Катализаторы из платиновых сплавов являются наилучшими для избирательного окисления аммиака в окись азота. Реакция окисления аммиака до окиси азота идет с незначительным изменением объема, поэтому изменение давления не оказывает существенного влияния на равновесный выход продуктов взаимодействия. Большие величины константы равновесия этой реакции (1053 при 9000С) свидетельствуют о практической ее необратимости при промышленных условиях осуществления процесса. Платиновым катализаторам придают сетчатую форму, что позволяет применять контактные аппараты простого типа. Обычно катализаторные сетки изготовляют из проволоки диаметром 0,05-0,09 мм. Согласно ГОСТу 3193-59 для изготовления сеток применяются сплавы следующего состава: Pt+4%Pd+3,5%Rh (для контактных аппаратов, которые работают при атмосферном давлении) и Pt+7,5%Rh (для конвертеров, работающих при повышенном давлении). При окислении аммиака под атмосферным давлением устанавливают от 2 до 4 сеток (обычно 3 шт.). В аппараты работающие под давлением 8 ат, закладывают от 16 до 18 сеток. В оптимальных условиях степень превращения аммиака в окись азота на одной сетке может достигать 86-90%, на двух сетках - 95-97%, на трех - 98%. На новых сетках высокая степень конверсии достигается не сразу, а в течение нескольких суток работы при 6000С. Процесс активации сеток при 9000С заканчивается через 8-16 часов. Поверхность платиновых сеток в процессе эксплуатации сильно разрыхляются, гладкие блестящие нити становятся губчатыми и матовыми. В результате этого сильно развивается поверхность катализатора, что приводит к повышению его активности. С течением времени разрыхление поверхности платиновых сеток приводит к их сильному разрушению и большим потерям платины. Добавление к платине родия и палладия имеет двоякое значение: во-первых, повышается активность катализатора, во-вторых, уменьшаются потери катализатора В промышленности нашли применение комбинированные катализаторы, в которых наряду с платиной используются и другие, более дешевые материалы. Разработанный ГИАПом комбинированный двухступенчатый катализатор состоит из сетки тройного сплава (первая ступень) и слоя неплатинового катализатора толщиной 50-65 мм (вторая ступень). Применяя железохромовый катализатор, во второй ступени окисления можно достигнуть 96%-ного превращения аммиака в окись азота. Нитрозные газы, полученные контактным окислением аммиака, содержат в основном окись азота, из которой при дальнейшем окислении получаются высшие окислы азота. Образование их протекает по следующим уравнениям: 2NO + O2 = 2NO2 NO + NO2 = N2O3 2NO2 = N2O4 С понижением температуры равновесие всех этих реакций смещается вправо. При низких температурах, наличии избытка кислорода и времени достаточном для установления равновесия, можно ожидать перехода всех окислов азота в четырехокись N2O4. При недостатке кислорода или при неустановившемся равновесии в нитрозных газах могут присутствовать одновременно все указанные окислы (NO, N2O3,NO2 и N2O4) Пятиокись азота N2O5 из окислов при условиях окисления не образуется: закись азота N2O кислородом воздуха дальше не окисляется. Окислы азота перерабатывают в неконцентрированную азотную кислоту посредством их поглощения из газовой фазы водой или разбавленной азотной кислотой. Для этого нитрозные газы охлаждают и направляют в поглотительные башни или абсорбционные колонны, где происходит окисление NO и поглощение образовавшихся окислов азота. В зависимости от условий охлаждения и окисления в газовой фазе могут присутствовать различные окислы азота, которые реагируют с водой по реакциям: 2NO2 + H2O = HNO3 + HNO2 +27,73 ккал ("4") N2O4 + H2O = HNO3 + HNO2 +14,13 ккал N2O3 + H2O = 2HNO2 +13,3 ккал С практической точки зрения не имеет значения, что реагирует с водой - двуокись или четырехокись азота, так как скорость их взаимного превращения очень велика, а количество образующихся из NO2 и N2O4 азотистой и азотной кислот одинаково. Процесс получения азотной кислоты связан с растворением в воде NO2, N2O4 и N2O3. В газовой фазе в результате взаимодействия паров воды с окислами азота образуется также незначительное количество азотной и азотистой кислот. Азотистая кислота малоустойчива и разлагается с образованием азотной кислоты и окиси азота по суммарной реакции 3HNO2 = HNO3 + 2NO + H2O -18ккал Расчеты показывают, что при обычных условиях равновесное содержание азотистой кислоты в разбавленной азотной кислоте очень мало. Скорость разложения азотистой кислоты с повышением температуры резко увеличивается, однако и при обычной температуре скорость этой реакции очень велика. Суммарные реакции образования азотной кислоты с учетом разложения азотистой кислоты описываются уравнениями 3NO2 + H2O = 2HNO3 + NO 3N2O3 + H2O = 2HNO3 + 4NO По литературным данным, при степени окисления газа менее 50% растворы азотной кислоты поглощают окислы азота в виде NO+NO2. При высокой степени окисления газа происходит поглощение окислов азота в виде NO2. Учитывая малое количество трехокиси азота в газе, обычно все расчеты проводят исходя из уравнения реакции. Расчет равновесного состава окислов азота над азотной кислотой показывает, что при парциальном давлении двуокиси азота 0.1 ат получение азотной кислоты, имеющей концентрацию более 60% HNO3, практически затруднительно. Присутствие в газовой фазе окиси азота смещает равновесие реакции влево. Поэтому в производственных условиях при атмосферном давлении трудно получить кислоту с концентрацией выше 50%, а при 8 ат - более 60%. Главными факторами, определяющими высокую скорость образования азотной кислоты, являются проведение абсорбции под давлением при пониженных температурах с применением богатых по содержанию окислов азота нитрозных газов и создание условий для более полного соприкосновения газа с жидкостью. Опишите физико-химические основы процесса окисления оксида серы (IV) в оксид серы (VI) в производстве серной кислоты, укажите оптимальные условия его проведения в промышленности. Объясните, почему при окислении оксида серы (IV) в оксид серы (VI) стремятся поддерживать по возможности умеренную температуру, а не применяют более высокую температуру, несмотря на то, что скорость реакции в этом случае повышается. Физико-химические основы процесса. Синтез SO3 осуществляется по уравнению реакции: S02 + 0.5O2 = SO3 + Q Окисление оксида серы(IV) в оксид серы(VI)--основной процесс в производстве серной кислоты. Окисление проводят после тщательной очистки газа от пыли, тумана серной кислоты, контактных ядов и осушки. Контактное окисление является типичным примером гетерогенного экзотермического катализа. Тепловой эффект q реакции зависит от температуры. В интервале 400--700 °С q (в Дж/моль) можно рассчитать по формуле: q = 101 420--9,26T Равновесие реакции окисления SО2 в соответствии с принципом Ле Шателье сдвигается в сторону образования SO3 при понижении температуры и повышении давления. Равновесная степень превращения X* реагентов зависит также от соотношения SO2 и О2 в газе, которое, в свою очередь, зависит от вида обжигаемого сырья и избытка кислорода. Константа равновесия реакции окисления SО2 выражается соотношением: Kp = P*so3/[P*so2(P*o2)0.5] Гомогенное некаталитическое окисление оксида серы (IV) протекает столь медленно, что в производственных масштабах его осуществлять нецелесообразно. Энергия активации гомогенного окисления ЕA ? 300 кДж/моль. Поэтому процесс проводят в присутствии катализаторов. В сернокислотной промышленности в разное время применяли лишь три вида катализаторов, основу которых составляли металлическая платина, оксиды железа и оксид ванадия (V). Самыми активными катализаторами являются платиновые (Е= 70 кДж/моль). Температура, при которой катализатор проявляет заметную активность (температура зажигания), составляет 350 °С. Однако из-за высокой чувствительности к контактным ядам, в частности к мышьяковистым соединениям, эти катализаторы уже более 40 лет не применяют.  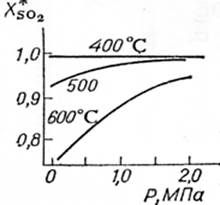 рис. 1 рис. 2 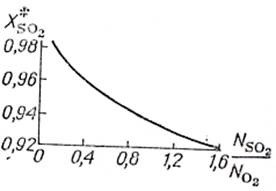 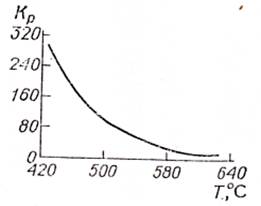 рис 3. рис 4. Катализаторы на основе оксидов железа (их вводят в виде колчеданного огарка) практически не отравляются, но их энергия активации велика (Е =150 кДж/моль), и катализатор проявляет достаточно высокую активность лишь при температуре выше 625 оС. При такой температуре равновесная степень превращения не превышает 70 % и использование катализаторовна основе оксидов железа возможно лишь для так называемого предварительного окисления сернистого газа со степенью превращения 50 - 60 %. Ванадиевые катализаторы содержат 5 - 10 % V2O5 и 5 - 10 % К2О. Энергия активации в рабочем диапазоне температур 420-- 530 °С составляет в среднем около 90 кДж/моль. На выбор температурного режима дополнительно накладываются два ограничения, связанные со свойствами катализатора. Нижним температурным пределом является температура зажигания ванадиевых катализаторов, составляющая в зависимости от конкретного вида катализатора и состава газа 400-440С. Верхний температурный предел составляет 600-650 ?С и определяется тем, что выше этих температур происходит перестройка структуры катализатора и он теряется свою активность. Ванадиевую контактную массу выпускают в виде цилиндрических гранул, таблеток, колец, шариков и др. Размеры гранул катализатора имеют большое значение для процесса катализа. Чтобы исключить внутридиффузнонные торможения при окислении промышленных газов с содержанием SО2 7--11 % в диапазоне температур 500--550 °С размеры гранул катализатора не должны превышать 1--1,5 мм. Однако при использовании мелкозернистых катализаторов создается большое гидравлическое сопротивление газовому потоку, проходящему через неподвижные (фильтрующие) слои катализатора. Это приводит к неоправданно высоким энергозатратам. Поэтому при проведении процессов в фильтрующих слоях применяют катализаторы с размерами гранул 5--10 мм. Кинетическое уравнение, широко применяемое технологами при расчетах процесса окисления SO2 в SO3, выведено Г. К. Боресковым:  где: триоксид сера производительность объем   Кинетическое уравнение, приведенное для решения поставленной задачи курсовой работы:  Из уравнений следует, что скорость процесса сильно зависит от константы скорости реакции и, увеличивающейся с ростом температуры в соответствии с уравнением Аррениуса . С увеличением температуры от 400 до 500 °С константа скорости возрастает более чем в 30 раз. Однако при этом уменьшается константа равновесия Кр. Противоположное влияние температуры на k и Kр обусловливает экстремальный характер зависимости скорости от Т. Из уравнения (2) следует, что скорость окисления S02 тем выше, чем меньше достигаемая степень окисления. Характерная серия кривых, выражающих зависимость скорости реакции от температуры и степени превращения для газовой смеси, содержащей 7 % SO2 и 11 % О2. Оптимальная температура зависит не только от X, но и от состава газовой смеси. 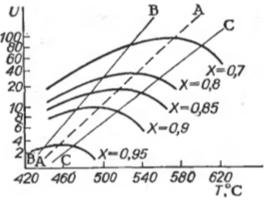 Зависимость относительной скорости окисления SO2 от температуры при разных ХSO2. 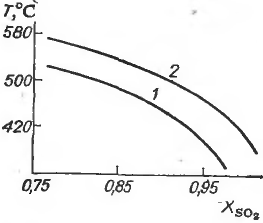 Зависимость Топт от XSO3 при различном составе газа: 1 - 7%SO2 и 6% О2; 2 - 7% SO2 и 14% О2. В современных сернокислотных системах перерабатывают сернистые газы с содержанием SО2 не более 12 %. При такой концентрации адиабатический разогрев контактной массы относительно невелик, и окисление оксида серы (IV) можно проводить при адиабатическом температурном режиме в контактных аппаратах с фильтрующими слоями. В соответствии с линией оптимальных температур процесс следует начинать с высокой температуры и понижать ее по мере роста степени превращения. Адиабатический температурный режим, однако, это выполнить не позволяет, так как с увеличением степени превращения температура в слое возрастает. Для приближения температурного режима к оптимальному газовую смесь после нагрева до определенной температуры выводят из слоя на охлаждение, а затем подают в следующий слой катализатора и т. д. На практике газ нагревают до температуры, несколько превышающей температуру зажигания катализатора, и направляют в 1-й слой контактной массы. Так как в аппаратах с фильтрующими слоями каждый слой работает в адиабатическом температурном режиме, то по мере окисления SО2 температура растет вследствие выделения теплоты. Процесс проводят до тех пор, пока температура не превысит оптимальную, но при этом не станет слишком близкой к равновесной. Обычно превышение температуры над оптимальной выбирают с таким расчетом, чтобы скорость реакции составляла не менее 70--80 от максимальной. Затем газовую смесь охлаждают в промежуточном теплообменнике до такой температуры, чтобы процесс на следующей полке шел с начальной скоростью, составляющей не менее 70-- 80 от максимальной. После второго слоя газ опять охлаждают и подают на третий слой и т. д. На изображена диаграмма Х--Т, характеризующая протекание процесса в пятиполочном контактном аппарате с фильтрующими слоями катализатора.  Конечная максимальная степень превращения Хмакс на выходе из последнего слоя ограничивается равновесием, соответствующим минимальной температуре, при которой катализатор сохраняет активность. Для существующих катализаторов Хмакс в системах без промежуточной адсорбции SO3 составляет 98--98,4 %. С повышением концентрации S02 в исходном газе появляется необходимость увеличения числа слоев катализатора. Это связано с ростом адиабатического разогрева при увеличении концентрации оксида серы (IV). Повышение температуры при адиабатическом процессе выражается уравнением: Tвых = Твх + лХ При окислении высококонцентрированных газов с содержанием S02 более 15 использование контактных аппаратов с фильтрующими слоями нецелесообразно из-за большого числа полок и опасности перегрева катализатора в условиях адиабатического проведения процесса. Отводить же избыточную теплоту непосредственно из слоев катализатора невозможно вследствие низкой теплопроводности контактной массы и неизбежности затухания катализатора в области расположения теплообменных элементов. Для повышения степени окисления применяют метод двойного контактирования. Сущность его состоит в том, что окисление S02 проводят в два этапа. Сначала S02 окисляют на 2--3-х полках до степени превращения X1 = 90--95, затем абсорбируют полученный S03, а непрореагировавшую часть SO2 окисляют еще на 1--2-х полках до X2 = 90--95 % с последующим выделением SO3 во второй ступени абсорбции. Промежуточный отвод продуктов реакции повышает движущую силу процесса, увеличивает его скорость и достигаемую степень окисления. Общую степень окисления Хобщ можно рассчитать по формуле: Xобщ == Х1 + (1 -- X1) Х2 Общая степень превращения в системах с промежуточной абсорбцией составляет 99-99,8 %. Объясните роль СО2 при получении аммонизированного рассола в производстве кальцинированной соды. Почему нельзя охлаждать газы дистилляции ниже 55 °С? Что такое степень карбонизации? Растворимость углекислого газа очень мала в рассоле. Наличие аммиака в рассоле повышает его растворимость, так как он взаимодействует с аммиактом, образуя карбонат аммония по реакции     Степень карбонизации — пространство, которое займёт СО₂ при давлении в 1 атм и температуре 0°C. Напишите уравнение реакции получения фтора электролизом. Почему используют расплавы, а не растворы. Приведите схему электрозера. Опишите физико-химические основы процесса электролиза поваренной соли. Фтор получают методом электролиза расплава гидрофторида калия (смеси HF и KF): 2KHF2 → 2K + H2 + 2F2 Для водных растворов соединений фтора всегда будете в конечном итоге электролизировать воду. Вы можете убедиться в этом, сравнив восстановительные потенциалы: O2 + 4H+ + 4e- -----> 2H2O (+1.23 В) F2 + 2e------> 2F- (+2.87 В) Они написаны в направлении восстановления; по мере реакции окисления напряжения меняются, и окислить воду гораздо легче, чем окислить фторид-ион. Вы также можете заметить, что даже если бы электролиз мог производить газообразный фтор, он реагировал бы с водой; окислительно-восстановительная реакция, полученная путем объединения вышеупомянутых двух полуреакций, очень благоприятна: 2F2 + 2H2O -----> 4HF + O2 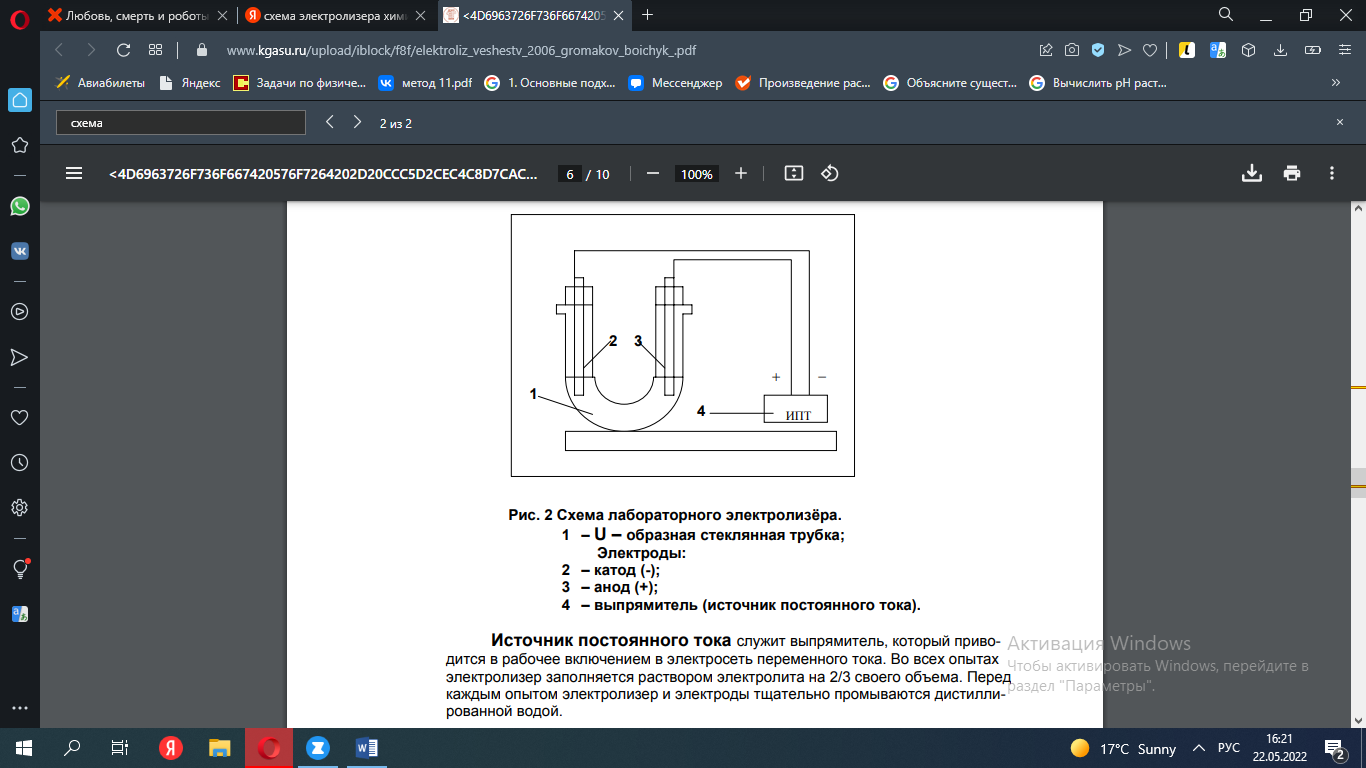 Схема лабораторного электролизёра. 1 – U – образная стеклянная трубка; Электроды: 2 – катод (-); 3 – анод (+); 4 – выпрямитель (источник постоянного тока). В лабораторных условиях опыты по электролизу водных растворов солей, как с инертным, так и растворимым анодом, проводятся помощью прибора, изображенного на рис. Электролизер представляет собой U –образную трубку из стекла. Электродами служат стержни, выполненные либо из графита, либо из соответствующего металла. Источник постоянного тока служит выпрямитель, который приводится в рабочее включением в электросеть переменного тока. Во всех опытах электролизер заполняется раствором электролита на 2/3 своего объема. Перед каждым опытом электролизер и электроды тщательно промываются дистиллированной водой. Электролиз растворов хлористого натрия проводится в очень больших масштабах для производства хлора и гидроокиси натрия. Он используется также для производства гипохлоритов и хлоратов. Потенциал осаждения натрия из водного раствора равен — 2,71 В, так что на твердом катоде всегда преимущественно выделяется водород; одновременно образуется один моль ионов гидроксила в расчете на один фарадей электричества: Если же катодом служит ртуть, то при разряде ионов натрия поверхностный Слой металлического натрия не образуется, и поэтому указанное выше значение потенциала осаждения, равное — 2,71 В, не достигается в данном процессе. Натрий образует амальгаму и диффундирует с поверхности внутрь ртутного электрода, а поэтому активность натрия на поверхности катода исключительно мала. Данное обстоятельство совместно с очень большим перенапряжением водорода (см.) на ртутном катоде, особенно при достаточно высоких плотностях тока, гарантирует, что преобладающей реакцией будет разряд ионов натрия. Первичной реакцией на аноде является разряд ионов хлора с выделением газообразного хлора. И в этом случае в силу термодинамических соотношений разряд кислорода из воды должен был бы происходить легче, чем разряд хлора . Но это не так, отчасти из-за того, что при разряде кислорода вблизи анода должен образоваться слой с повышенной кислотностью, в результате чего расчетное значение Е увеличится на несколько десятых вольта, и отчасти из-за большого перенапряжения кислорода. Если первичные продукты могут смешиваться, то образуется гипохлорит по реакции Если в этой реакции хлор расходуется полностью, то на образование 1 моля гипохлорита затрачивается 2 фарадея электричества. Дальнейшее участие гипохлорита в реакциях может проявляться двояко. В подогретом кислом растворе образуется хлорат по реакции причем на образование 1 моля хлората затрачивается 6 фарадей электричества. При низких температурах и в щелочных растворах эта реакция протекает очень медленно; последующая реакция гипохлорита происходит на аноде: Здесь на образование 4 молей хлората (и 3 молей кислорода) затрачивается 36 фарадей электричества. Поэтому такой способ получения хлората не очень эффективен. |