ТЕМА 1.6 ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ МАШИН
Инструкция
|
К каждому заданию дано несколько ответов, из которых только один верный.
|
1.143
|
Какое влияние на технологичность детали окажет снижение требований шероховатости поверхностей?
|
1)
|
повысится
|
3)
|
остается без изменения
|
2)
|
снизится
|
|
|
1.144
|
Наиболее технологичный вариант при оформлении внутренних полостей
|
1)
|
|
2)
|
|
1.145
|
Наиболее технологичная конструкция внутренних поверхностей при изготовлении деталей, проходящих термообработку
|
1)
|

|
2)
|

|
1.146
|
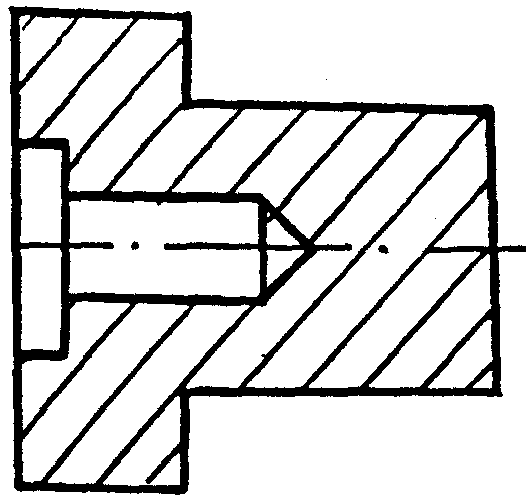
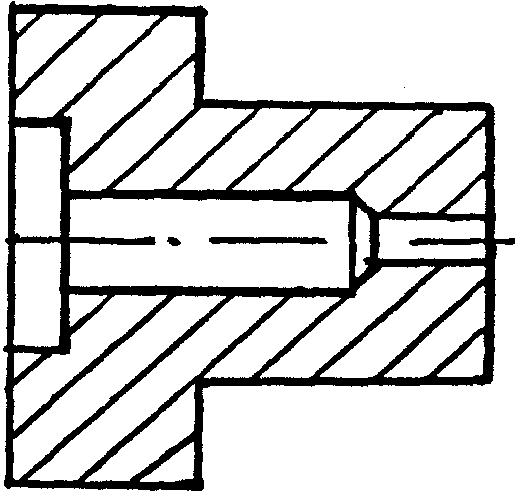
Указать наиболее технологичный вариант конструкции с точки зрения разностенности деталей при наличии термической обработки
|
1)
|
|
2)
|
|
1.147
|
На величину максимального припуска влияет
|
1)
|
погрешности установки
|
3)
|
максимальная сила резания
|
2)
|
глубины дефектного слоя
|
4)
|
точность
|
1.148
|
Рациональный вид заготовки для детали типа «вал» с незначительным перепадом диаметров – это …
|
1)
|
поковка
|
3)
|
штамповка
|
2)
|
прокат
|
4)
|
отливка
|
1.149
|
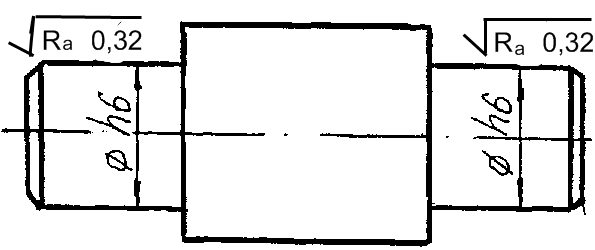
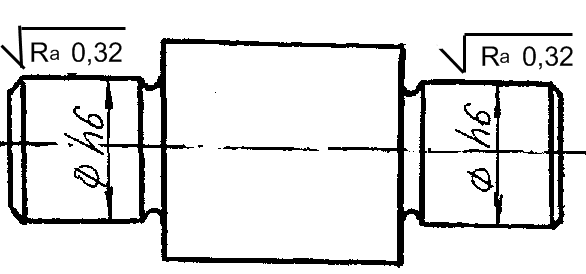
Наиболее технологичный вариант конструкции детали при обработке наружных поверхностей (метод обработки шлифование)
|
1) 2)
|
1.150
|
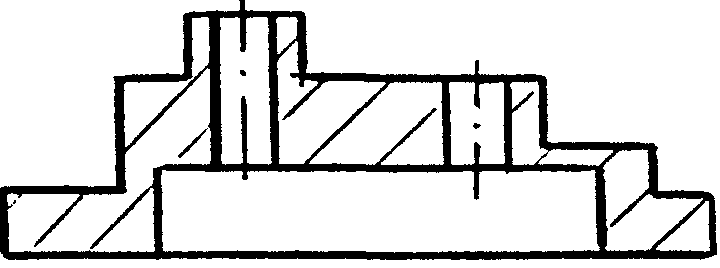
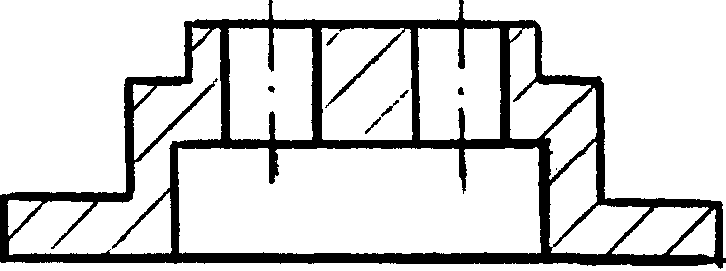
Наиболее технологичный вариант конструкции
|
1)
|
|
2)
|
|
1.151
|
Наиболее технологичная конструкция внутренних поверхностей при изготовлении деталей
|
1)
|
|
2)
|
|
1.152
|
Величина минимального операционного припуска зависит от...
|
1)
|
погрешности установки, шероховатости
|
2)
|
точности, шероховатости, глубины дефектного слоя, погрешности установки
|
3)
|
метода обработки
|
4)
|
применяемого инструмента, оборудования
|
ТЕМА 1.7 ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ (1.6)
Инструкция
|
К каждому заданию дано несколько ответов, из которых только один верный.
|
1.153
|
Формула для расчета минимального припуска при обработке наружных и внутренних поверхностей тел вращения
|
1)
|

|
3)
|

|
2)
|

|
4)
|

|
1.154
|
Рациональный метод получения заготовки с небольшим перепадом диаметров при изготовлении вала из стали 45 в крупносерийном производстве
|
1)
|
прокат
|
3)
|
отливка
|
2)
|
штамповка
|
4)
|
коксовка
|
1.155
|
Припуск, снимаемый за один рабочий ход и определяющий наибольшую нагрузку на режущий инструмент - … припуск
|
1)
|
операционный
|
3)
|
номинальный
|
2)
|
максимальный
|
4)
|
минимальный
|
1.156
|
Параметры, наиболее точно определяющие шероховатость поверхностей
|
1)
|
Rz , Rmax
|
2)
|
Ra
|
3)
|
Ra, Sm
|
4)
|
Ra, Rmax, Sm
|
1.157
|
Какой метод изготовления заготовок целесообразно применить, если известно, что масса детали 0,5 кг, материал - алюминиевый сплав АЛ-9, форма детали сложная, производство массовое?
|
1)
|
ковка в штампах
|
3)
|
литье в землю
|
2)
|
литье в кокиль
|
4)
|
сварной вариант
|
1.158
|
На величину максимального припуска влияет
|
1)
|
погрешности установки
|
3)
|
максимальная сила резания
|
2)
|
глубины дефектного слоя
|
4)
|
точность
|
1.159
|
Расчету подлежит … припуск.
|
1)
|
номинальный
|
3)
|
максимальный
|
2)
|
минимальный
|
4)
|
расчетный
|
1.160
|
Основной показатель, характеризующий экономичность выбранного метода получения заготовки
|
1)
|
коэффициент использования материала
|
3)
|
размеры
|
2)
|
форма
|
4)
|
масса
|
1.161
|
Слой материала, удаляемый с заготовки при выполнении конкретной механической операции, называется …
|
1)
|
операционным припуском
|
3)
|
общим припуском
|
2)
|
максимальным припуском
|
4)
|
припуском на обработку
|
1.162
|
Предпочтительные заготовки для деталей, работающих на изгиб, кручение, растяжение - …
|
1)
|
отливки
|
3)
|
отливки, прокат
|
2)
|
штамповки, поковки
|
4)
|
прокат, лист (плита)
|
1.163
|
Припуск, снимаемый за один рабочий ход и определяющий наибольшую нагрузку на режущий инструмент – это … припуск.
|
1)
|
операционный
|
3)
|
номинальный
|
2)
|
максимальный
|
4)
|
минимальный
|
1.164
|
Какое влияние окажет сокращение номенклатуры применяемых посадок в изделии на коэффициент унификации конструктивных элементов , где Qуэ - число унифицированных типоразмеров; Qэ - общее число типоразмеров... , где Qуэ - число унифицированных типоразмеров; Qэ - общее число типоразмеров...
|
1)
|
увеличится
|
3)
|
останется без изменения
|
2)
|
уменьшится
|
4)
|
не повлияет
|
Инструкция
|
К каждому заданию дано несколько ответов, из которых только один верный.
|
1.165
|
К исходным данным для проектирования технологических процессов относятся
|
1)
|
чертежи, детали, заготовки, технические условия на изготовление, программа выпуска
|
2)
|
чертежи детали, ТУ на изготовление
|
3)
|
чертежи заготовки, программа выпуска
|
4)
|
объем выпуска, такт выпуска, чертеж детали
|
1.166
|
Величина сил зажима при проектировании приспособления определяется …
|
1)
|
видом инструмента
|
3)
|
силами резания и их моментов
|
2)
|
коэффициентом запаса
|
4)
|
методом обработки
|
1.167
|
Сокращенное описание всех технологических операций в последовательности их выполнения, называется … технологическим процессом.
|
1)
|
операционным технологическим
|
3)
|
маршрутно-операционным
|
2)
|
маршрутным
|
4)
|
пооперационным
|
|
 Скачать 6.05 Mb.
Скачать 6.05 Mb.