Схемы операционного контроля качества. Издание 6е СанктПетербург 2007
 Скачать 6.28 Mb. Скачать 6.28 Mb.
|

Монтаж стен из панелей типа «Сэндвич» и полистовой сборкиСостав операций и средства контроля
Технические требования СНиП 3.03.01-87 пп. 6.19 - 6.21, табл. 27 0844S10-03609 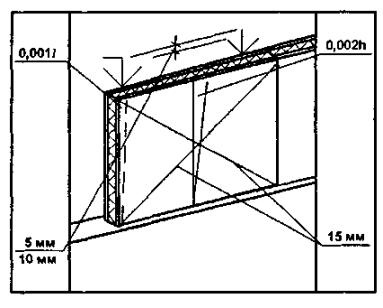 Предельные отклонения: - от вертикали кромок панелей - 0,001 длины панели (l); - разности отметок концов горизонтально установленных панелей при длине панели: - до 6 м - 5 мм; - свыше 6 м до 12 м - 10 мм; - плоскости наружной поверхности стенового ограждения - от вертикали - 0,002 высоты ограждений (h); - размеров карт укрупненной сборки по длине и ширине - ± 6 мм; - разности размеров диагоналей - 15 мм. Законченные монтажом конструкции стен следует принимать на все здание, температурный блок или по пролетам. Сварка монтажных соединений железобетонных конструкцийСостав операций и средства контроля
Технические требования СНиП 3.03.01-87 пп. 8.39, 8.42, 8.43, 8.49, ГОСТ 10922-90, ГОСТ 14098-91 0844S10-03609 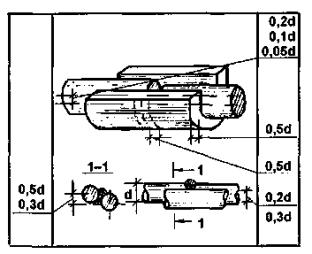 Рис. 1 Не допускаются: - трещины всех видов и размеров в швах сварных соединений; - ожоги дуговой сваркой на поверхности стержней рабочей арматуры; - обрезка концов стержней из конструкций при монтаже или подготовка их кромок электродугой; - применение вставки между стыкуемыми арматурными стержнями менее 80 мм и более одной. Допускаемые отклонения несоосности стыкуемых арматурных стержней, смещений и размеров элементов сварных соединений приведены в таблице 1 (рис. 1). Таблица 1
0844S10-03609 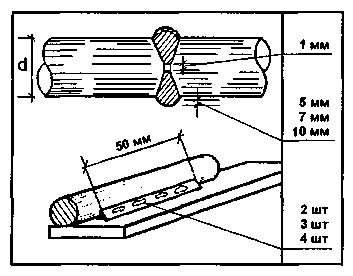 Рис. 2 Допускаемые количество и размеры наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой, приведены в таблице 2 (рис. 2). Таблица 2
Требования к качеству применяемых материалов ГОСТ 9466-75*. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия. Покрытие электродов должно быть плотным, прочным, без вздутий, пор, наплывов, трещин и местных сетчатых растрескиваний. На отдельных электродах, суммарное количество которых не должно превышать 10 % общего числа контролируемых электродов, допускается: - отклонение длины зачищенного от покрытия конца от номинального значения - до ± 7 мм; - наличие на покрытии каждого электрода не более двух поперечных надрывов размером не более половины длины окружности покрытия. Электроды должны быть упакованы в коробки или пачки, на которых должна иметься этикетка или маркировка, содержащая наряду с другими данные по режимам сварочного тока, прокаливания электродов. Каждая партия электродов должна сопровождаться сертификатом. При его отсутствии или истечении гарантийного срока хранения необходимо определять механические свойства стыков сварных соединений, выполненных с применением этих электродов. Указания по производству работ СНиП 3.03.01-87 пп. 8.33, 8.41, 8.44 - 8.46 Конструкции сварных соединений стержневой арматуры должны соответствовать проекту или ГОСТ 14098-91. Перед сваркой арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или стык. Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение; сварку производить в надежно зафиксированном положении. После окончания сварки выполненное сварное соединение необходимо очистить от шлака и брызг металла. Приемочный контроль выполненных сварных соединений арматуры должен предусматривать внешний осмотр и, при необходимости, комплекс испытаний по ГОСТ 10922-90. Выполненные сварочные работы перед бетонированием следует оформлять актами освидетельствования скрытых работ. Антикоррозионная защита стальных закладных изделийСостав операций и средства контроля
Технические требования СНиП 3.03.01-87 пп. 3.39, 3.41, 3.42, СНиП 3.04.03-85 прилож. 3 0844S10-03609 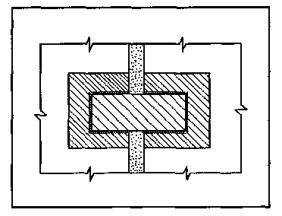 Не допускаются: - непрокрашенные места, потеки, вздутия, шелушения и растрескивания покрытия на окрашенной поверхности. Готовое покрытие подлежит проверке по следующим показателям: - внешний вид; - время выдержки покрытия до начала эксплуатации; - толщина; - сцепление с защищаемой поверхностью. Внешний вид покрытия проверяется после высыхания материала защиты. Время выдержки покрытия до начала эксплуатации оценивается степенью высыхания. Толщина слоя защиты - в соответствии с проектом. По антикоррозионной защите составляется акт освидетельствования скрытых работ. Требования к качеству применяемых материалов ГОСТ 2603-79*. Ацетон технический. Технические условия ГОСТ 7313-75*. Эмали ХВ-785 и лак ХВ-784. Технические условия ГОСТ 7827-74*. Растворители марок Р-4, Р-4А, Р-5, Р-5А, Р12 для лакокрасочных материалов. Технические условия. ГОСТ 7871-75*. Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия ГОСТ 13073-77*. Проволока цинковая. Технические условия. Цинковый порошок должен быть светло-серого или серого цвета. Он не должен содержать посторонние примеси: кусочки металла, керамики, глазури, комки, гранулы, окатыши. Цинковый порошок поставляется в специальной герметической таре: металлических контейнерах, флягах, барабанах, мешочках. Слежавшийся после длительного хранения порошок перед употреблением необходимо просушить, разрыхлить и просеять. Для нанесения покрытий способом электрометаллизации применяют цинковую проволоку диаметром 1,5 и 2 мм марки ЦТ (ГОСТ 13073-77*). Цинковую проволоку следует хранить в сухих закрытых помещениях. Перед употреблением проволоку выравнивают, удаляют грязь, окислы, жир и влагу. Для нанесения алюминиевых покрытий применяют проволоку алюминиевую сварочную марок Св-А85, Св-АМц, Св-АМг3, Св-АМг5 (ГОСТ 7871-75*), проволоку алюминиевую круглую электротехническую марок АГ и АПТ. Цинковые протекторные грунты представляют собой смесь наполнителя, цинковой пыли и лаковой основы. В состав грунта входят 80 - 95 % (по массе) цинковой пыли. Материалы для цинковых протекторных грунтов: ацетон - ГОСТ 2603-79*; растворитель (разжижитель Р-4 или Р-5) - ГОСТ 7827-74*; перхлорвиниловый лак ХСЛ - ГОСТ 7313-75. Растворитель применяется для разбавлений загустевшего лака ХСЛ или готового протекторного грунта до рабочей вязкости. Лакокрасочные материалы во всех случаях сомнения в их качестве (нарушение целостности упаковки, неясность маркировки, несоответствие условий хранения и др.) должны проверяться в лабораторных условиях на вязкость, адгезию, консистенцию и др. При входном контроле материалов, используемых для антикоррозионной защиты, необходимо проверить наличие документа о качестве. Указания по производству работ СНиП 3.03.01-87 пп. 3.38, 3.39, СНиП 3.04.03-85 пп. 3.1, 8.3, 8.5, 8.6 Защиту от коррозии стальных закладных изделий и соединительных элементов железобетонных конструкций предусматривают: - металлическими покрытиями (цинковыми или алюминиевыми) в помещениях с влажным или мокрым режимом при неагрессивной или слабоагрессивной степени воздействия среды; - комбинированными покрытиями (лакокрасочными по металлизационному слою) при средней и сильной степени агрессивного воздействия среды. Способ антикоррозионной защиты и толщина наносимого слоя должны быть указаны в проекте. Толщина металлизационных покрытий и металлизационного слоя в комбинированных покрытиях должна быть для цинковых и алюминиевых покрытий не менее 120 мкм. Антикоррозийное покрытие сварных соединений, а также участков закладных деталей и связей надлежит выполнять во всех местах, где при монтаже и сварке нарушена заводская защита. Непосредственно перед нанесением антикоррозионных покрытий защищаемые поверхности должны быть очищены от остатков сварочного шлака, брызг металла, жиров и других загрязнений. На строительной площадке антикоррозионную защиту сварных соединений и соединительных элементов рекомендуется выполнять не позднее чем через 3 дня после выполнения сварочных работ. В условиях строительной площадки металлизационное покрытие наносят вручную газопламенным и электродуговым способами. Для обеспечения высокого качества металлизационного покрытия при напылении защитного металла необходимо соблюдать следующие условия: расстояние от точки плавления проволоки (от насадки горелки) до защищаемой поверхности должно быть в пределах 80 - 150 мм; оптимальный угол нанесения металловоздушной струи должен быть 65 - 80°; оптимальная толщина одного слоя должна быть 50 - 60 мкм; температура защищаемой поверхности при нагреве не должна превышать 150 С. Антикоррозионная защита сварных соединений цинковыми протекторными грунтами осуществляется путем нанесения грунта кистью за один прием по сухой поверхности. Толщина защитной пленки 0,15 - 0,2 мм. Покрытие должно быть ровным, не иметь видимых пузырьков и трещин. Для улучшения защитного действия и долговечности цинкового покрытия или протекторного грунта рекомендуется поверх них наносить один слой битумного лака. Контроль качества антикоррозионной защиты включает в себя визуальную проверку структуры и сплошности покрытия, а также проверку толщины слоя покрытия, выполненную с помощью магнитного толщиномера. Герметизация стыковСостав операций и средства контроля
Технические требования СНиП 3.03.01-87 пп. 3.54, 3.58 - 3.72 0844S10-03609 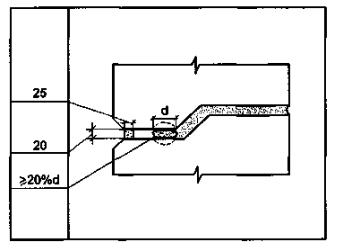 Соединение уплотняющих прокладок по длине должно быть «на ус», место соединения - на расстоянии не менее 0,3 м от пересечения вертикального и горизонтального стыка. Обжатие прокладок, установленных в стыках, должно составлять не менее 20 % диаметра (ширины) их поперечного сечения. Соединение воздухозащитных лент по длине внахлест, величина нахлеста - 100 - 120 мм. Предельное отклонение толщины слоя мастики от проектной не должно превышать +2 мм. Температура мастик в момент нанесения: - при положительных температурах наружного воздуха - 15 - 20 °С; - в зимние периоды: - для нетвердеющих - 35 - 40 °С; - для отверждающихся - 15 - 20 С. Не допускается: - замена материала для изоляции стыков без согласования с проектной организацией; - нанесение герметизирующих мастик на влажные, заиндевевшие или обледеневшие поверхности стыков; - уплотнение стыков двумя скрученными вместе прокладками; - разрывы на поверхности нанесенного слоя мастики. На весь комплекс работ по герметизации стыков оформляются акты освидетельствования скрытых работ. Требования к качеству применяемых материалов К качеству прокладок предъявляются следующие требования: - прокладки должны иметь сплошную поверхностную пленку без трещин и разрывов; - на поверхности прокладок не допускаются: бугорки или углубления, завулканизированные складки высотой (глубиной) более 3 мм, отслаивание поверхности пленки от прокладки длиной более 50 мм в количестве более 1/4 наименьшего размера сечения прокладки; - в поперечном срезе прокладок не должно быть внутренних пустот размером более 1/4 наименьшего размера сечения прокладки; предельные отклонения линейных размеров сечения прокладок не должны превышать 10 % номинала; длина прокладки должна быть не менее 3 м. К качеству теплоизоляционных плит из полистирольного пенопласта предъявляются следующие требования: - на поверхности плит не допускаются выпуклости или впадины длиной более 50 мм, шириной более 3 мм и высотой (глубиной) более 5 мм. На воздухозащитной ленте «Герлен-3» не допускается наличие разрывов, сквозных отверстий и посторонних включений, а также разрывов и отслаивания силиконизированной бумаги на липкой стороне ленты. На лицевой стороне допускается наличие шагрени. Допускаемые отклонения по длине ленты - ± 100 мм (на размер ленты в рулоне 12 м); по ширине - ± 5 мм. Мастики должны иметь однородную консистенцию, не должны содержать комочки и посторонние включения. Указания по производству работ СНиП 3.03.01-87 пп. 3.55 - 3.72, 3.74 Конструкция и состав заполнения стыка должны соответствовать проекту. Работы по изоляции стыков должны выполнять специально обученные рабочие, имеющие удостоверение на право производства таких работ. Изолирующие материалы после истечения установленного стандартами или ТУ срока хранения перед применением подлежат контрольной проверке в лаборатории. Грунтовка должна образовывать сплошную пленку. Поверхности панелей наружных стен, образующие стыки, перед выполнением работ по устройству водо- и воздухоизоляции должны быть очищены от пыли, грязи, наплывов бетона и просушены. Поверхностные повреждения бетонных панелей в месте устройства стыков (трещины, раковины, сколы) должны быть отремонтированы с применением полимерцементных составов. Нарушенный грунтовочный слой должен быть восстановлен в построечных условиях. Соединять ленты по высоте до замоноличивания колодцев стыков нижерасположенного этажа не допускается. Наклеенная воздухозащитная лента должна плотно прилегать к изолируемой поверхности стыков, без пузырей вздутий и складок. Теплоизоляционные вкладыши следует устанавливать в колодцы вертикальных стыков после устройства воздухоизоляции. Материалы вкладышей должны иметь влажность, установленную стандартами или ТУ на эти материалы. Установленные вкладыши должны плотно прилегать к поверхности колодца и быть закреплены в соответствии с проектом. Зазоры между вкладышами должны быть заполнены материалом той же объемной массы. Замоноличивание стыков и швовСостав операций и средства контроля
Технические требования СНиП 3.03.01-87 пп. 3.44, 3.46, 3.50 0844S10-03609 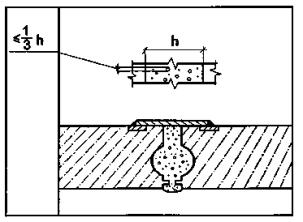 Класс бетона и марка раствора для замоноличивания стыков и швов - в соответствии с проектом. Применение для бетонных смесей: - быстротвердеющие портландцементы и портландцемент М-400 и выше; - крупность заполнителя размером не более 1/3 сечения стыка. Прочность бетона в стыках ко времени распалубки - в соответствии с проектом; при отсутствии указания в проекте - не менее 50 % проектной прочности на сжатие. Указания по производству работ СНиП 3.03.01-87 пп. 3.43, 3.47 - 3.48 Замоноличивание стыков следует выполнять после проверки правильности установки конструкции, приемки соединений элементов в узлах сопряжения и выполнения антикоррозионного покрытия сварных соединений и поврежденных участков покрытия закладных деталей. Опалубка для замоноличивания стыков и швов, как правило, должна быть инвентарной. Для улучшения удобоукладываемости в смеси следует вводить пластифицирующие добавки. Непосредственно перед замоноличиванием стыков и швов необходимо: - проверить правильность и надежность установки опалубки; - очистить стыкуемые поверхности от мусора и грязи. Фактическую прочность уложенного бетона следует контролировать испытанием серии образцов, изготовляемых на месте замоноличивания. Устройство мусоропроводаСостав операций и средства контроля
Технические требования СНиП 3.03.01-87 табл. 12 0844S10-03609 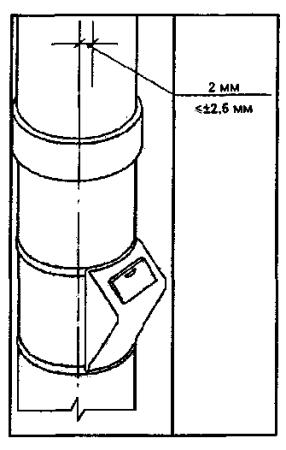 Предельные отклонения: - от вертикали ствола мусоропровода: - на 1 м высоты - 2 мм; - на всю высоту ствола - 25 мм. Стыки стволов мусоропровода должны быть газоводонепроницаемыми. Приемный клапан должен легко, без заеданий, открываться. Не допускаются: - уступы, наплывы, заусенцы на элементах мусоропроводов; - щели в кожухах клапана. При приемке мусоропровода должно быть определено: - соответствие выполненных работ проекту; - надежность и плотность сопряжений элементов ствола и приемных клапанов; - надежность крепления элементов мусоропровода; - легкость и бесшумность работы приемных клапанов; - качество отделки мусоропровода. Требования к качеству применяемых материалов ГОСТ 1839-80*. Трубы и муфты асбестоцементные для безнапорных трубопроводов. Технические условия. Асбестоцементные трубы, применяемые для устройства мусоропроводов, должны быть диаметром 300 мм и более, длиной 2950 мм и 3950 мм. Отклонения размеров асбестоцементных труб от номинальных не должны превышать: - по наружному диаметру обточенного конца трубы - -3 мм; - по длине трубы - -50 мм; - по толщине стенки - +3 мм; -4 мм. Отклонения размеров асбестоцементных муфт от номинальных не должны превышать: - по длине - +5 мм; - по внутреннему диаметру и диаметру канавки - +3 мм. Трубы и муфты не должны иметь трещин, обломов и расслоений. Концы труб и внутренняя поверхность муфт должны быть обточены. Трубы должны быть прямыми, отклонение от прямолинейности не должно превышать: - для труб длиной 2950 мм и 3950 мм - 12 мм. Трубы должны поставляться комплектно с муфтами и резиновыми кольцами. Указания по производству работ СНиП 2.08.02-89 пп. 1.53 - 1.54 Мусоропровод должен монтироваться в соответствии с проектом. Соединение труб должно производиться на муфтах с уплотнительными кольцами. Стык кожуха клапана со стволом должен быть плотным, без внутренних выступов и неровностей изнутри. При закрытой дверце прикрепленный на ней уплотнитель должен плотно прилегать к кожуху клапана. В местах вывода вытяжной трубы через кровлю здания должна быть обеспечена водонепроницаемость примыканий. Перед приемкой в эксплуатацию мусоропровод должен быть испытан: - на наличие тяги в стволе путем его задымления при закрытых приемных клапанах; - на отсутствие подсоса воздуха через закрытые дверки приемных клапанов пламенем свечи. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||