Изучение конструкции и условное обозначение сварных соединений
 Скачать 494 Kb. Скачать 494 Kb.
|

|
Методические указания к практической работе на тему «Изучение конструкции и условное обозначение сварных соединений» обучающихся третьего курса по специальности среднего профессионального образования 22.02.06 "Сварочное производство» по дисциплине «Техническая механика». Автор материала: Дорошенко Ирина Викторовна. преподаватель специальных дисциплин, кандидат технических наук, доцент, ТОГБПОУ «Многоотраслевой колледж», г. Моршанск, Тамбовская область г. Моршанск, 2016 год Цель работы. Ознакомление с видами сварных соединений и их условным обозначением. 1. Условное обозначение сварных соединений Детали, соединяемые сваркой, располагаются внахлестку Н, встык С, под углом У, в виде тавра Т. Выполняются соединения с отбортовкой двух кромок (в соединениях внахлестку), без скоса кромок, со скосом одной кромки, со скосом двух кромок. В условном обозначении шва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки. Н 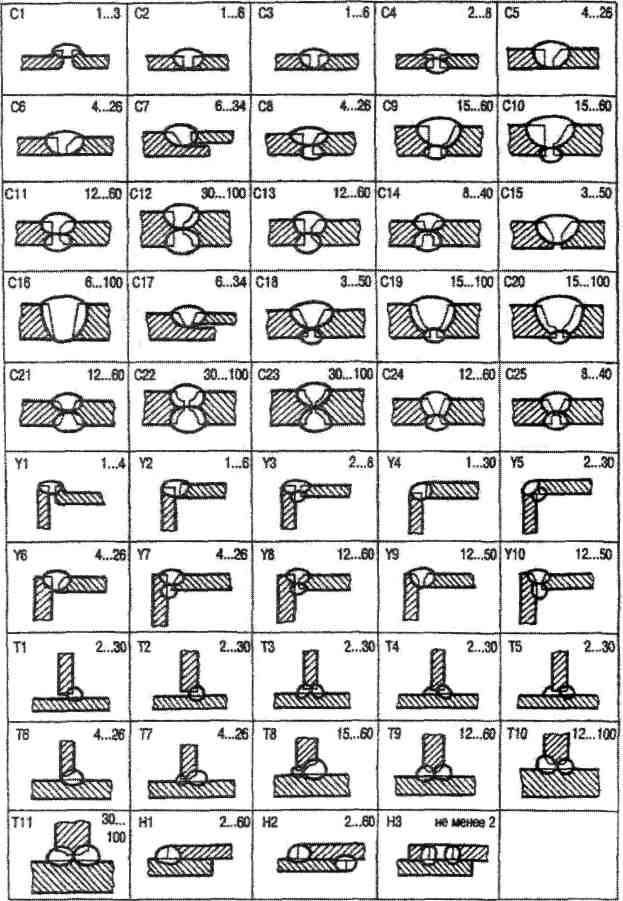 а рис. 1 приведены виды соединений согласно ГОСТ 5264-80 и пределы толщин свариваемых деталей. Рисунок 1. Виды соединений С1 - шов с отбортовкой двух кромок, односторонний; С2 - без скоса кромок, односторонний; СЗ - то же, на остающейся или съемной подкладке; С4 - без скоса кромок, двусторонний; С5 - со скосом одной кромки, односторонний; С6 - то же, на остающейся или съемной подкладке; С7 - со скосом одной кромки, односторонний замковый; С8 - со скосом одной кромки, двусторонний; С9 - с криволинейным скосом одной кромки, двусторонний; СЮ - с ломаным скосом одной кромки, двусторонний, СП - с двумя симметричными скосами одной кромки, двусторонний; С12 - с двумя симметричными криволинейными скосами одной кромки, двусторонний; С13 - с двумя несимметричными скосами одной кромки, двусторонний; С14 - со скосом одной кромки с последующей строжкой, двусторонний; С15 - со скосом двух кромок, односторонний; С16 - то же, на остающейся или съемной подкладке; С17 - то же, замковый; С18 - со скосом двух кромок, двусторонний; С19 - с криволинейным скосом двух кромок, двусторонний; С20 - с ломаным скосом двух кромок, двусторонний; С21 - с двумя симметричными скосами двух кромок, двусторонний; С22 - с двумя симметричными криволинейными скосами двух кромок, двусторонний; С23 - с двумя симметричными ломаными скосами двух кромок, двусторонний; С24 - с двумя несимметричными скосами двух кромок, двусторонний; С25 - со скосом двух кромок с последующей строжкой, двусторонний. В таблице 1 приведены данные по стыковым сварным соединениям листовой стали Таблица 1. Стыковые сварные соединения листовой стали
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка ИН – в инертных газах неплавящимся электродом без присадочного материала; ИП – в инертных газах и их смесях с углекислым газом и кислородом плавящим электрод; УП – в углекислом газе и его смеси с кислородом плавящим электрод; ГОСТ 8713-80 АФ - автоматическая на весу; МФ – механическая на весу АФф - автоматическая на флюсовой подкладке; АФо – автоматическая на остающейся подкладке; МФо – механическая на остающейся подкладке; АФп – автоматическая на медном ползуне; АФк – автоматическая с предварительной подваркой корня шва; МФк – механическая с предварительной подваркой корня шва; Угловое соединение У1 - шов с отбортовкой одной кромки, односторонний; У2 - без скоса кромок, односторонний, впритык; УЗ - без скоса кромок, двусторонний, впритык; У4 - без скоса кромок, односторонний; У5 - то же, двусторонний; У6 - со скосом одной кромки, односторонний; У7 - то же, двусторонний; У8 - с двумя скосами одной кромки, двусторонний; У9 - со скосом двух кромок, односторонний; У10 - то же, двусторонний. В табл. 2 приведены данные по угловым сварным соединениям листовой стали. Таблица 2. Угловые сварные соединения листовой стали
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка ГОСТ 8713-80 АФш – автоматическая с предварительным наложением подварочного шва; МФш – механическая с предварительным наложением подварочного шва; Тавровые соединения: Т1 - шов без скоса кромок, односторонний; Т2 - то же, односторонний прерывистый; ТЗ - то же, двусторонний; Т4 - то же, двусторонний шахматный; Т5 - то же, двусторонний прерывистый; Т6 - со скосом одной кромки, односторонний; Т7- то же, двусторонний; Т8 - с криволинейным скосом одной кромки, двусторонний; Т9 - с двумя симметричными скосами одной кромки, двусторонний; Т10 - то же; Т11 - с двумя симметричными криволинейными скосами одной кромки, двусторонний. В табл. 3 приведены данные по тавровым сварным соединениям листовой стали Таблица 3. Тавровые сварные соединения листовой стали
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка; ГОСТ 8713-80 АФ - автоматическая на весу; МФ – механическая на весу; АФш – автоматическая с предварительным наложением подварочного щва. Соединения внахлест: HI - шов без скоса кромок, односторонний прерывистый; Н2 - то же, двусторонний; НЗ - с удлиненным отверстием, односторонний с несплошной заваркой. В табл. 4 приведены данные по нахлесточным сварным соединениям листовой стали. Таблица 4. Нахлесточные сварные соединения листовой стали.
Обозначение способа сварки ГОСТ 5264-80 - Р – ручная дуговая сварка; |