Кинематика станка. Кинематическая схема плоскошлифовального станка. Кинематическая схема плоскошлифовального станка
 Скачать 0.54 Mb. Скачать 0.54 Mb.
|

|
Кинематическая схема плоскошлифовального станка Кинематическая схема плоскошлифовального станка с круглым столом и вертикальным шпинделем представлена на рис. 1. Станок имеет четыре раздельные кинематические цепи: цепь вращения шлифовального круга от электродвигателя 11; цепь вращения электромагнитного стола от электродвигателя 38 через клиноременную передачу 37-36, шестискоростную коробку скоростей 28-35, 39-41, 43 коническую 42-44 и цилиндрическую 5-4 пары зубчатых колес; цепь перемещения каретки стола от электродвигателя 1 через клиноременную передачу 48-47, червячный редуктор 46-45 и реечную передачу 3-2; цепь подачи шлифовальной бабки Механизмы подачи обеспечивают следующие виды подач: автоматическую подачу с помощью электродвигателя 18 постоянного тока через червячную передачу 23-26, цилиндрическую пару 24-25, червячную пару 21-20, цилиндрическую зубчатую передачу 16-15 механизма подач и червячный редуктор 14-13 подачи на винтовую пару 12 с шагом 10 мм; ускоренный и замедленный подвод, а также ускоренный отвод от электродвигателя 18 через две зубчатые пары 19-17 и 16-15 и червячный редуктор подачи 14-13 на винтовую пару 12; ручное перемещение и ручную подачу — вращением маховика через зубчатую пару 29-27; дозированную подачу — от специальной рукоятки с собачкой и храповым колесом 26.  Кинематическая схема модели 3М151 приведена на рис. 2. Привод главного движения очень простой. Шпиндель вращается от электродвигателя 23 через ременную передачу 21-20. Привод вращения заготовки, расположенный в бабке изделия, имеет неподвижный шпиндель, а вращение заготовки передается через поводковую планшайбу от электродвигателя постоянного тока 1 через клиноременные передачи 37-36 и 34-35. Ручное перемещение стола осуществляют маховиком 33 через передачи 31-32, 32-30, 29-28, шестерню г = 20, рейку 27. Ручное перемещение шпиндельной бабки шлифовального круга реализуют, вращая маховик 17 через коническую передачу 13-14, червячную передачу 25-24, передачу винт — гайка с шагом P = 10 мм (неподвижный винт VIII и вращающаяся гайка 24) . Ручной привод механизма правки выполняют от маховика 11 через коническую передачу 10-9, цилиндрическую передачу 7-8, передачу винт — гайка I с шагом P = 2 мм. Перемещение пиноли задней бабки как механизированное при нажатии ногой на педаль от гидроцилиндра 18 с поршнем-рейкой через вал-шестерню 19 и рейку пиноли, так и поворотом рукоятки на задней бабке. Рабочие и вспомогательные движения стола, шлифовальной бабки осуществляются от гидропривода. 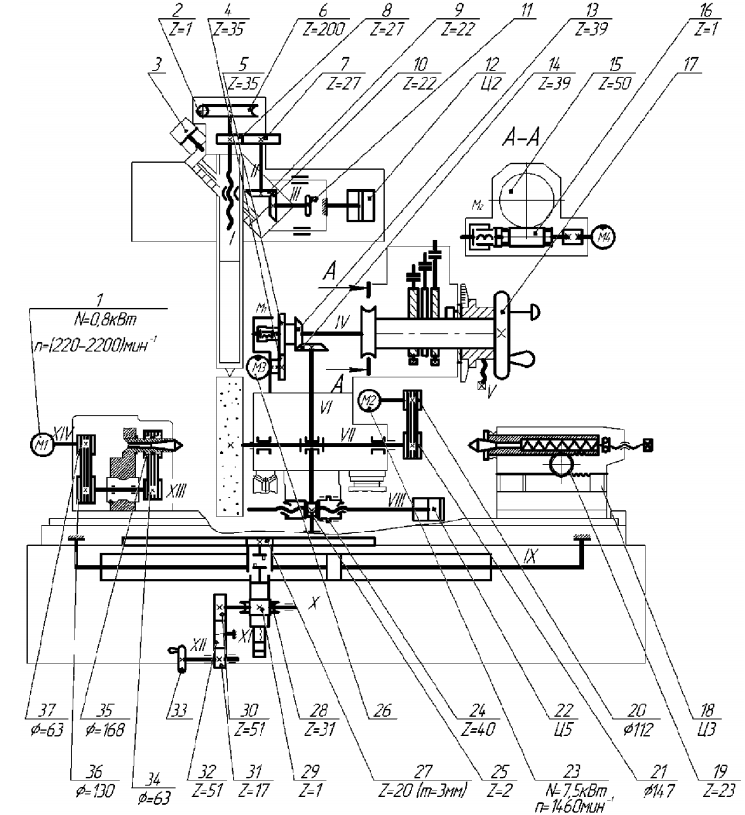  |