Основы ультразвукового контроля. Конспект лекций. Конспект лекций Бехер С. А., Кочетков А. С. Новосибирск, 2013 1 Содержание 1 Основные понятия акустики 3
 Скачать 1.85 Mb. Скачать 1.85 Mb.
|

|


| Координаты дефекта | Глубина залегания дефекта , У, мм Расстояние до дефекта по поверхности ввода, X, мм Расстояние до дефекта по лучу, Я, мм |
| Амплитудные характеристики | Амплитуда, У, дБ Коэффициент выявляемости, Кд, дБ Эквивалентная площадь, 3Э, мм2 |
| Условные размеры | Условная граница дефекта Условная ширина, ЛХ, мм Условная протяженность, ЛЯ, мм Условная высота, Л У, мм |
| Форма дефекта | Коэффициент формы дефекта, Кд Компактный и протяженный Округлый и плоскостной |
36
5.1 Координаты дефекта
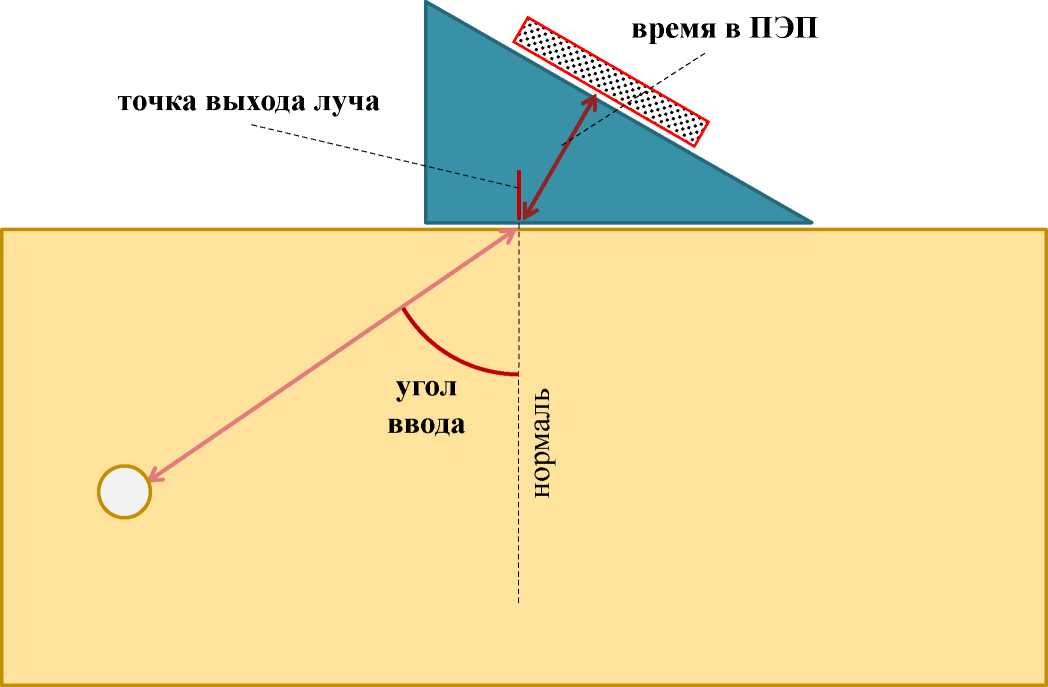
Для определения координат дефекта, дефектоскоп использует измерение времени
между моментом генерации зондирующего импульса и моментом прихода эхо-импульса (Тэхо), как следствие отражения от дефекта. Расстояния до дефекта по лучу (Я) вычисляется как отрезок линии совпадающей с акустической осью и соединяющий центр отражателя с точкой выхода луча, поэтому время затраченное волной при преодолении призмы ПЭП в прямом и обратном направлении, так называемое - время задержки в
призме (2ТПЭП) необходимо исключить.
Расстояние до дефекта по лучу можно рассчитать по формуле:
„ * (Тэхо “ 2 • Тпэп)
, где с - скорость волны в материале ОК, м/с
Для нахождения глубины залегания и расстояния до дефекта по поверхности ввода необходимо воспользоваться значением угла ввода (а) :
V = Я- сов(а) = С • (Тэхо 2 • Тпэп ) • сов(а)
¿4
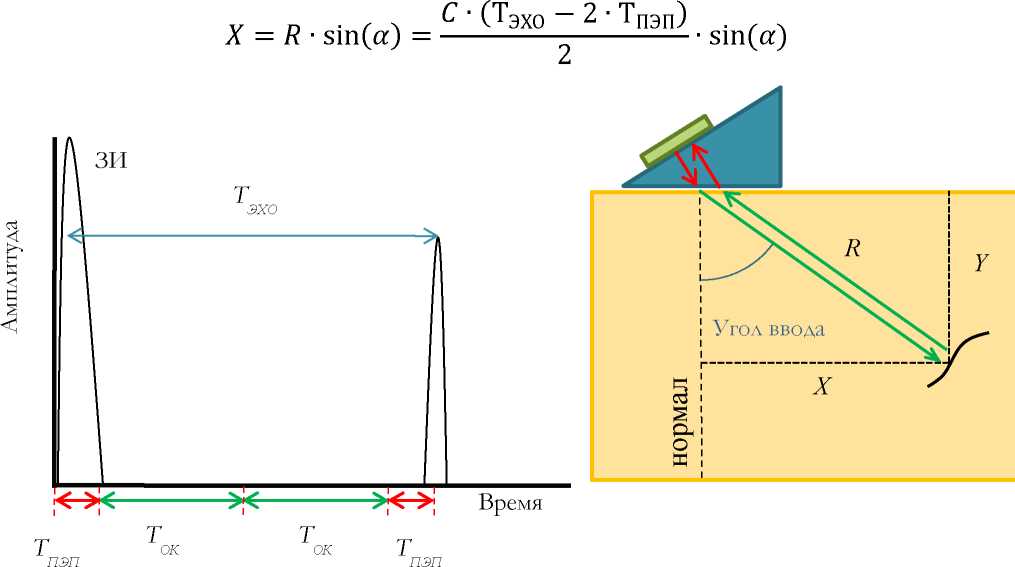
У - глубина залегания дефекта; X - расстояние до дефекта по поверхности ввода; Я - расстояние до дефекта по лучу.
Рис.6.1 - Определение координат дефекта
37
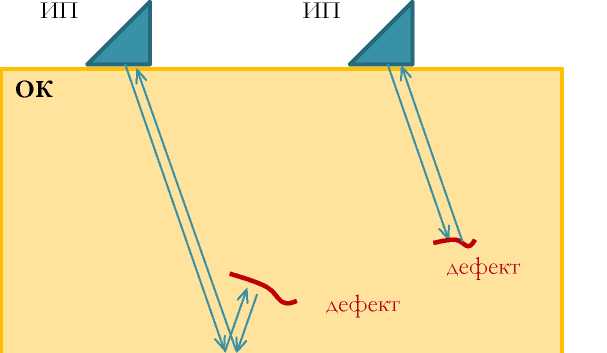
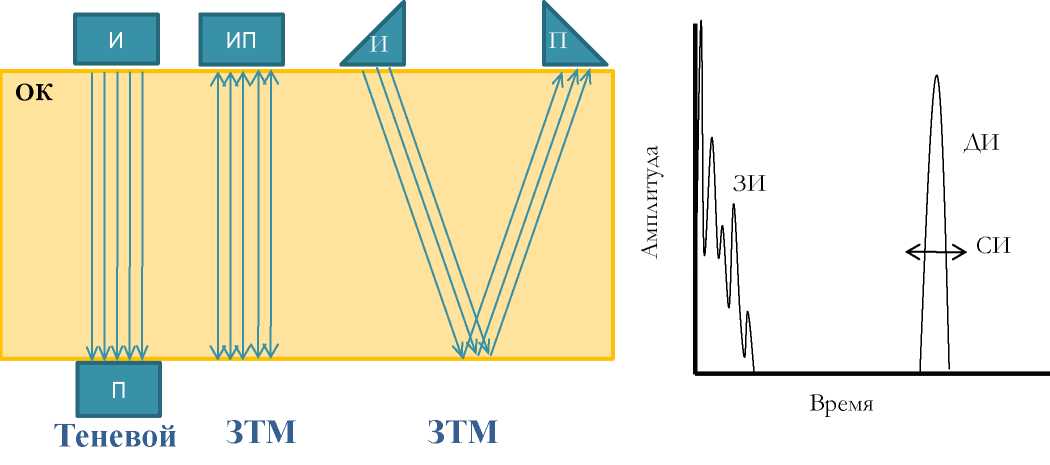
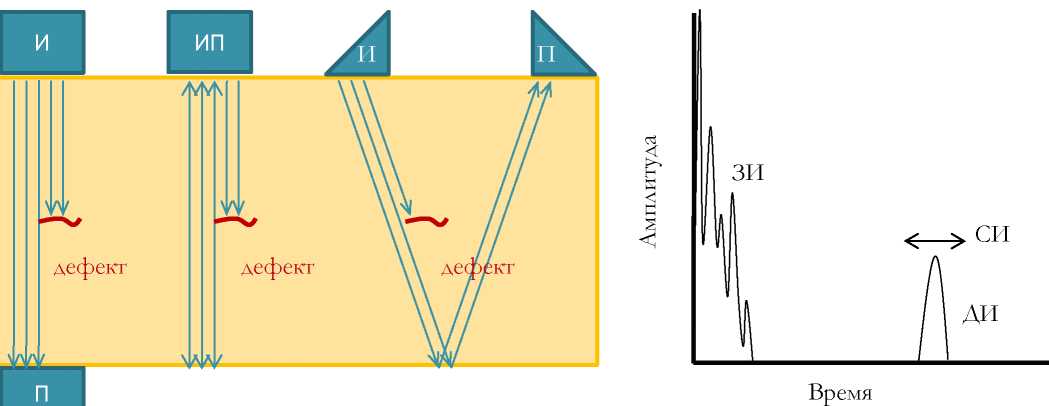
При вычислении X и У, могут возникнуть некоторые погрешности связанные в первую очередь с определением скорости волны в изделии, угла ввода (а) и времени задержки в призме, поскольку значения этих параметров определяются оператором при настройке дефектоскопа. Расчет координат дефекта так же может быть не достоверным, если использовать ошибочное определение точки выхода луча или за максимальный эхо- сигнал принять сигнал, полученный от дефекта боковым лучом (рис 6.2).
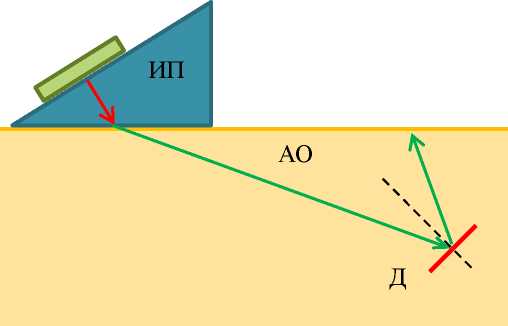
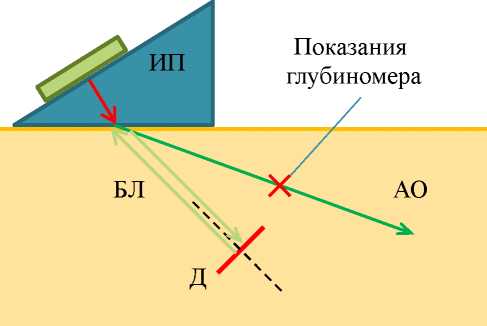
При озвучивании прямым лучом дефект не Озвучивание дефекта
выявляется боковым лучом
Рис.6.2 - Иллюстрация одной из причин появления погрешности определения координат
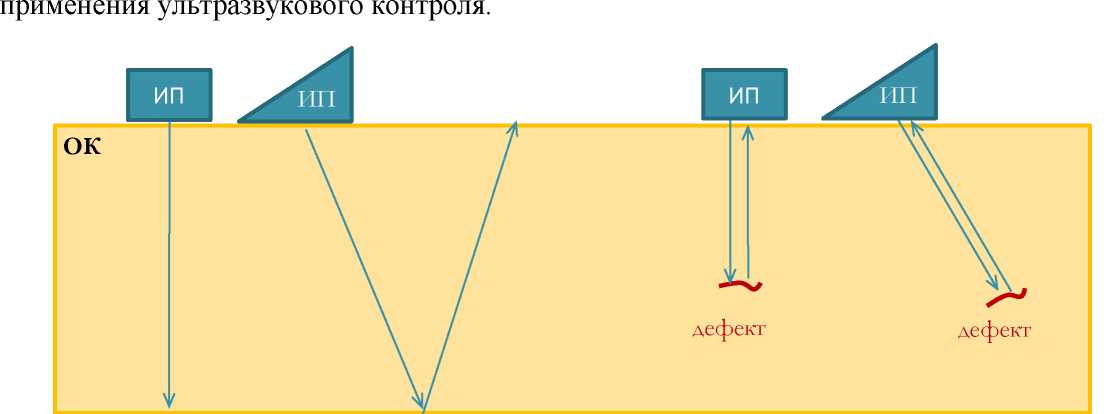
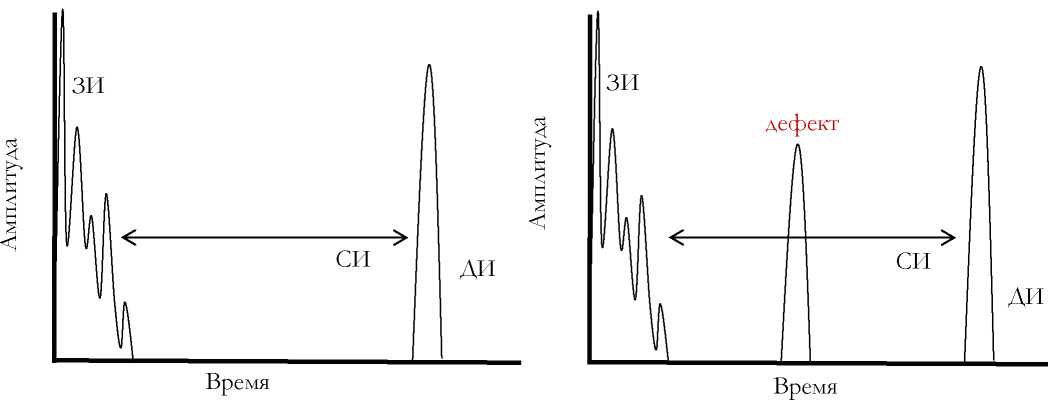
5.2 Амплитудные характеристики
Величина дефекта в тех случаях, когда она не превышает ширины диаграммы направленности, во многом определяет амплитуду эхо-сигнала. По этой причине амплитудные характеристики часто используются в качестве критериев браковки изделия.
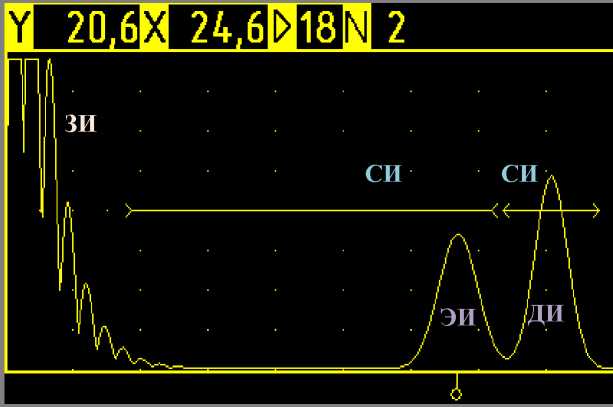
Амплитуда (И) - это превышение эхо-импульсом порогового уровня дефектоскопа.
Коэффициент выявляемости (Кд) - это отношение амплитуд эхо-импульсов дефекта и эталонного отражателя. Коэффициент выявляемости может выражаться как в безразмерных относительных единицах, так и в децибелах. В качестве эталонного используется ненаправленный отражатель - это засверловка диаметром 6 мм.
38
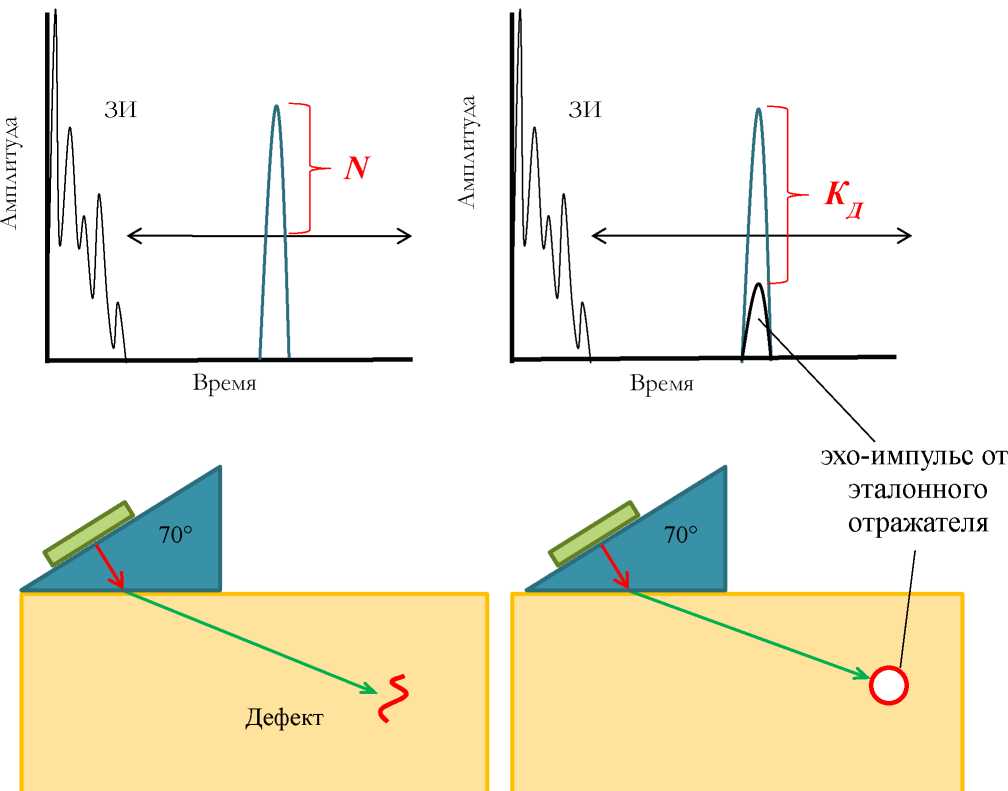
Рис.6.3 - Определение амплитуды и коэффициента выявляемости
Положительный коэффициент выявляемости выраженный в децибелах указывает на превышение величины сигнала от дефекта над сигналом от эталонного отражателя, отрицательный, напротив, говорит о том, что сигнал от дефекта меньше, чем сигнал от эталонного отражателя.
Величина отраженного сигнала зависит не только от величины дефекта, но и от ориентации его по направлению к оси диаграммы направленности.
39
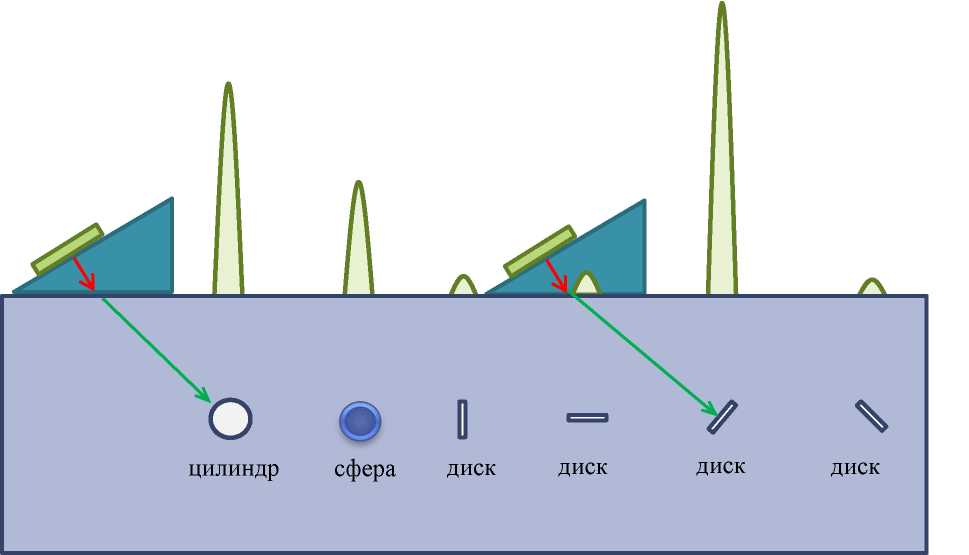
Рис.6.4 - Связь амплитуды и коэффициента выявляемости с формой дефекта
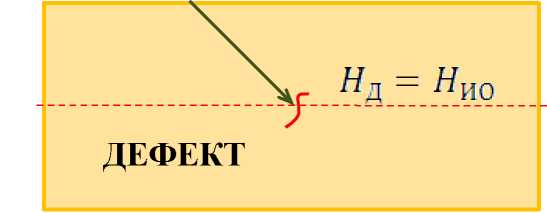
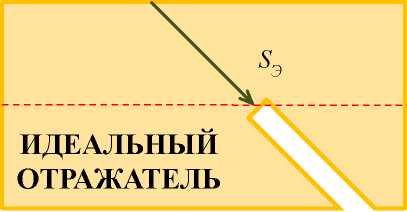
Характеристика дефекта, объединяющая в себе два параметра, а именно амплитуду дефекта и глубину его залегания именуется эквивалентной площадью дефекта.
Эквивалентная площадь - это площадь идеального отражателя (плоскодонный диск перпендикулярный акустической оси) глубина залегания и амплитуда сигнала которого, совпадают по величине с глубиной залегания и амплитудой сигнала от дефекта (рис.6.5).
40

Амплитуда
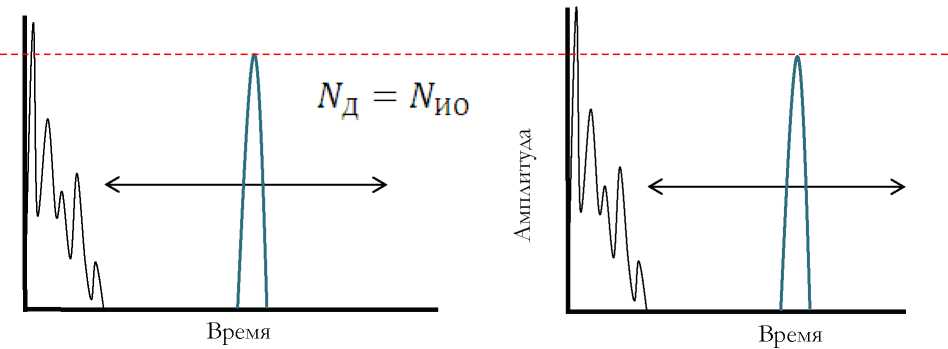
Рис.6.5 - Определение эквивалентной площади дефекта
АРД диаграмма
БЭ = 5 мм
2
1
Расстояние
Амплитуда эхо- импульса от дефекта ВЭ = 4 мм
Стандартный образец для построения АРД
ИП
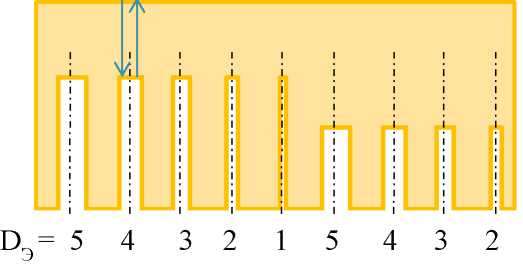
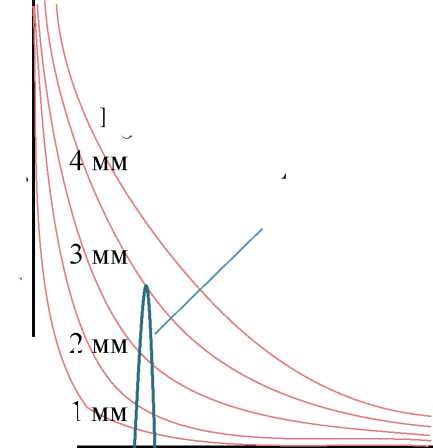
Рис.6.6 - Построение АРД - диаграммы
Для определения эквивалентной площади дефектов и настройки на предельную чувствительность используют АРД - диаграммы и 8КН - диаграммы. АРД - диаграмма связывает между собой Амплитуду - Расстояние - Диаметр эквивалентный (рис 6.6).
41
Эквивалентный диаметр это диаметр идеального отражателя. 8КН - диаграмма связывает параметры Эквивалентная площадь - Коэффициент выявляемости - Глубина.
5.3 Условные размеры
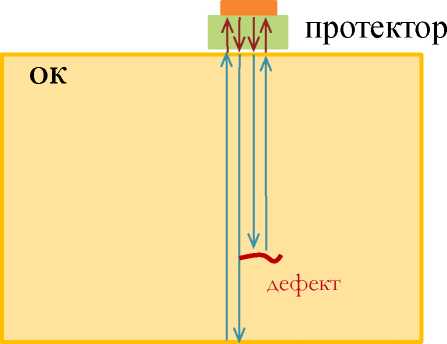
Измерение дефекта при помощи ультразвуковых методов контроля можно произвести с ограниченной точностью, поэтому определение высоты, ширины и протяженности дефекта носит условный характер.Границы условного размера дефекта определяют по пересечению порога амплитудой эхо-сигнала (рис.6.7).
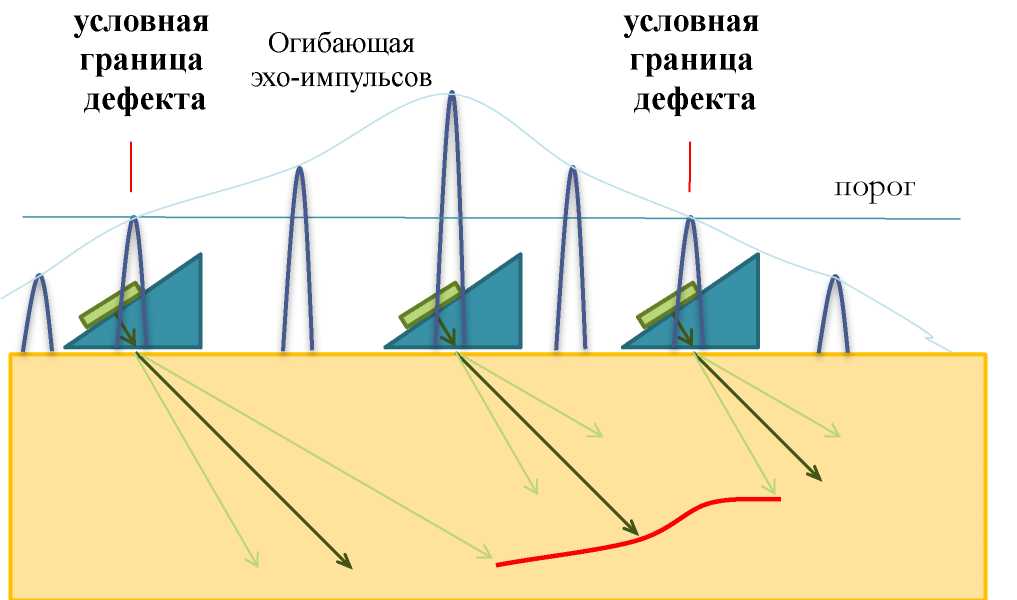
Рис.6.7 - Определение условных размеров
Условная ширина (ИХ) - расстояние между условными границами в плоскости падения волны.
Условная протяженность (ИГ) - расстояние между условными границами перпендикулярно плоскости падения волны.
Условная высота (ИН) - разность показаний глубиномера на условных границах.
ИН = тах(Я1, Н2, Н3, Н4) - тт(Я1, Н2, Н3, Н4)
42
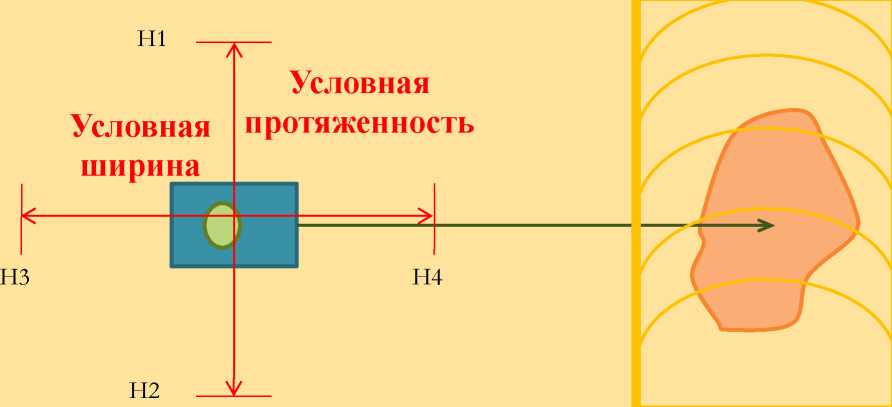
Рис.6.8 - Измерение условной ширины и протяженности дефекта
Условный размер дефекта можно представить, как сумму реального размера и ширины пучка на той высоте, где он расположен. При измерении дефектов одинакового реального размера, но расположенных на разных высотах, условные размеры дефектов будут отличаться.
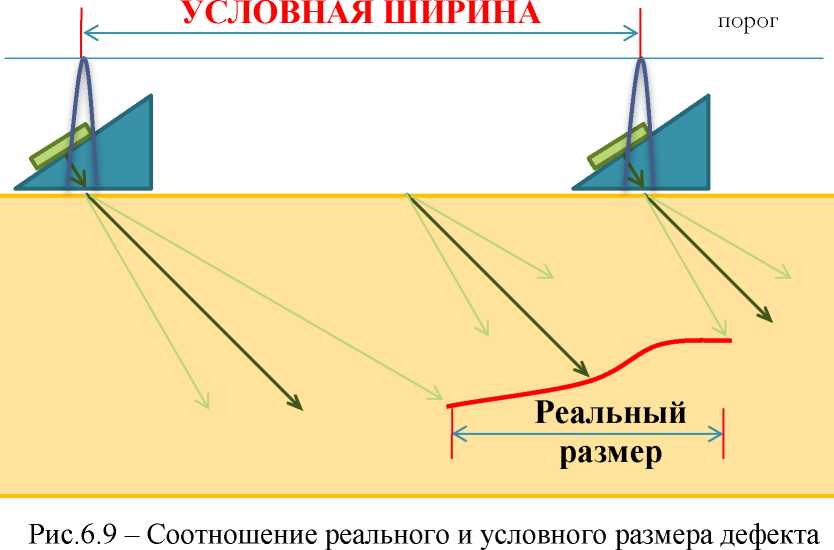
43
Определение условных размеров дефекта можно провести двумя способами: абсолютным и относительным. В каждом из способов заложен определенный порядок действий.
Для абсолютного:
1. - Найти положение максимальной амплитуды эхо-импульса;
2. - Установить на дефектоскопе чувствительность Оценки (Браковки);
3. - Определить условные размеры по граничным положениям ПЭП;
Для относительного:
1. - Найти положение максимальной амплитуды эхо-импульса;
2. - Усилением довести амплитуду до порога;
3. - Увеличить усиление на заданное количество дБ (6... 12);
4. - Определить условные размеры по граничным положениям ПЭП;
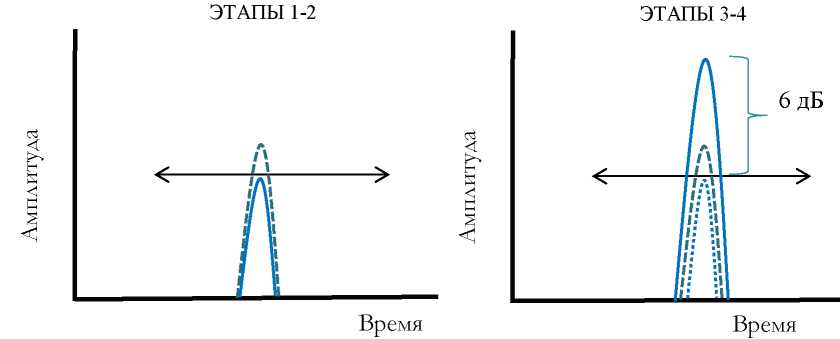
Рис.6.10 - Иллюстрация относительного способа измерения
5.4 Форма дефекта
Дефекты по форме могут значительно различаться друг от друга. Для задач ультразвукового контроля все разнообразие форм дефекта можно классифицировать на несколько групп. Дефекты могут быть компактными и протяженными, округлыми и плоскостными.
Для отнесения дефекта к округлым или плоскостным, используют коэффициент формы дефекта (КФ). Его определяют как отношение двух сигналов направленных с разных сторон на дефект. В случае округлого дефекта эти сигналы приблизительно равны, поэтому коэффициент формы стремится к единице. Для плоскостного дефекта
44
один из сигналов всегда будет значительно меньше другого.