КР по ТОСП. Контрольная работа по ТОСП. Контрольная работа 1 По дисциплине тоспд вариант 12 Выполнил студент группы 18сп чаннов Н. К. Проверил Козлов И. К. 2021 г
 Скачать 1.13 Mb. Скачать 1.13 Mb.
|

|
Нижегородский государственный технический университет имени Р.Е. Алексеева ИПТМ Кафедра «Машиностроительные технологические комплексы» Контрольная работа №1 По дисциплине ТОСПД Вариант 12 Выполнил студент группы 18-СП Чаннов Н.К. Проверил Козлов И.К. 2021 г. Содержание Описание изделия Материал и его свариваемость Выбор и обоснование вида сварки Технологическая последовательность Присадочные материалы Источники питания Средства механизации и автоматизации данного процесса Список используемой источников. Описание изделия. По заданию дана сварная конструкция состоящая из основания, цилиндрической трубы и полусферы. Предоложительно цилиндрическая труба приварена к основанию при помощи таврового соединения, а полусфера к цилиндрической трубе приварена стыковым швом. 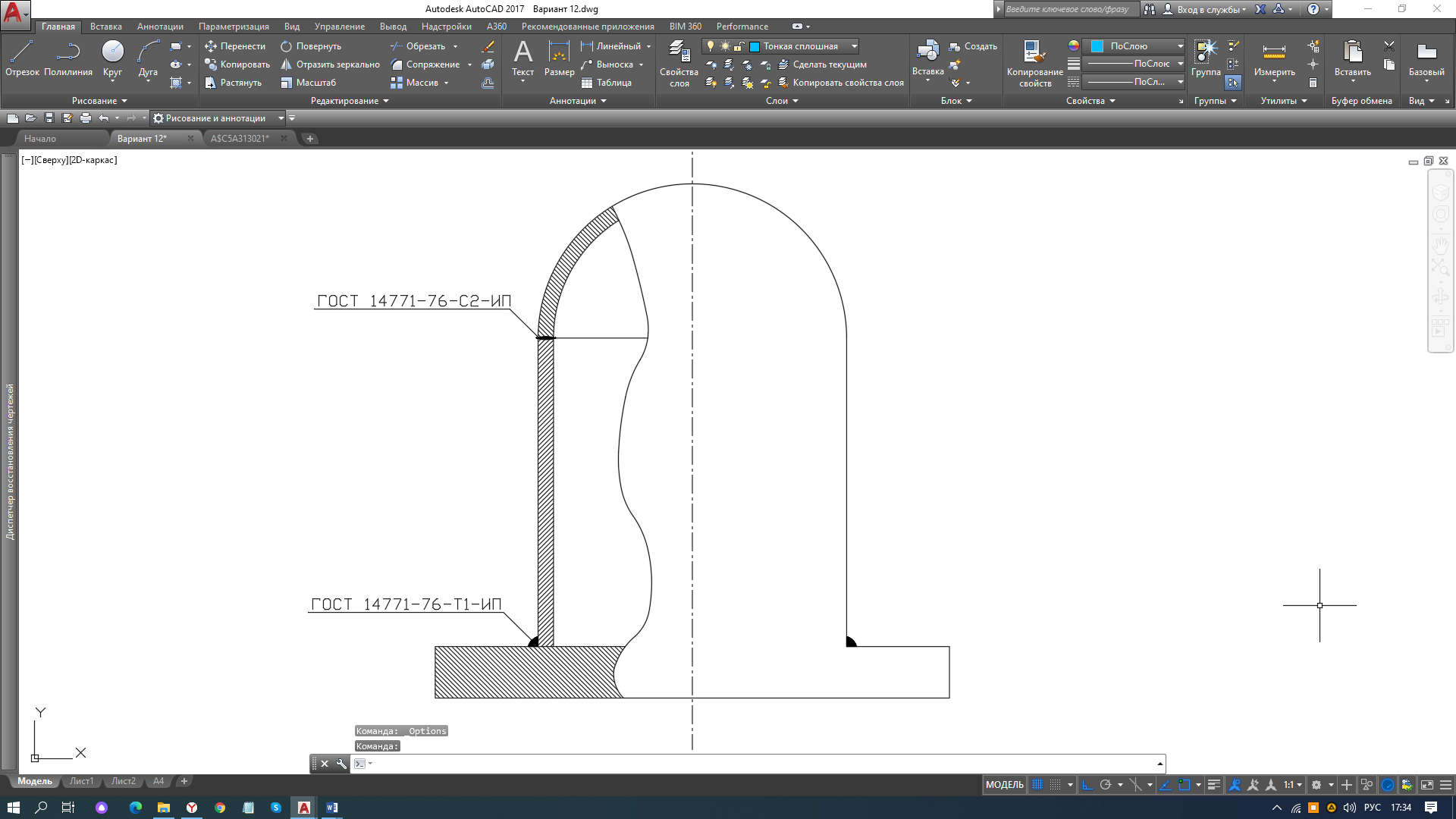 Материал и его свариваемость. По заданию дан материал 04Х18Н9 ГОСТ 5632-72. 04Х18Н10 — металлический сплав, основу которого составляет железо (Fe), его содержание в 04Х18Н10 должно быть не менее 67.1%. Обязательно в сплаве 04Х18Н10 присутствуют хром, никель. Допустимое количество примесей определено в таблице химического состава. [1]  [5] [5]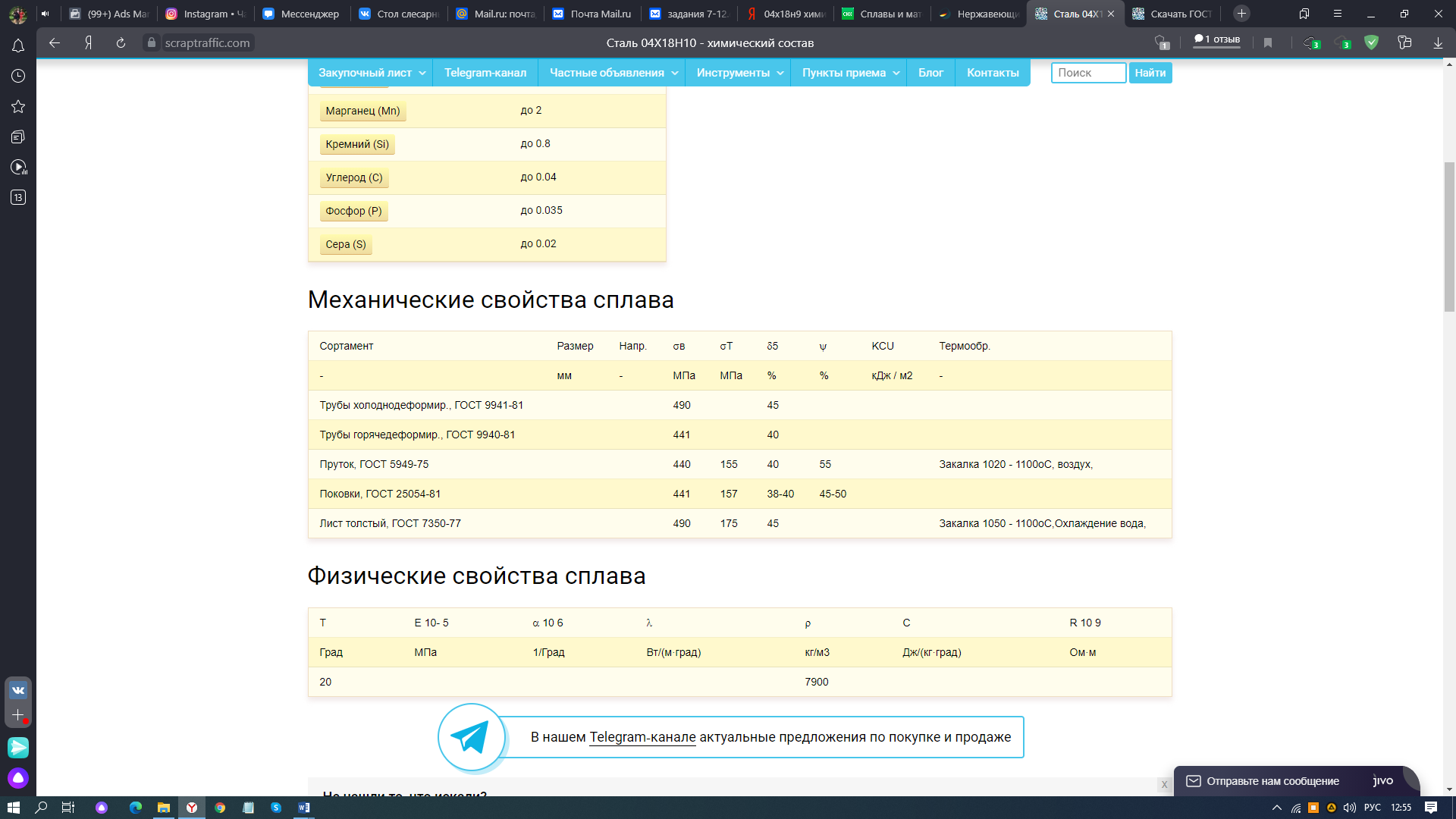 [2] [2] Так как сталь содержит в себе большое количество хрома и никеля то склонность к трещинам следует производить по диаграмме Шефлера и по параметру HCS. По диаграмме Шеффлера[4]. 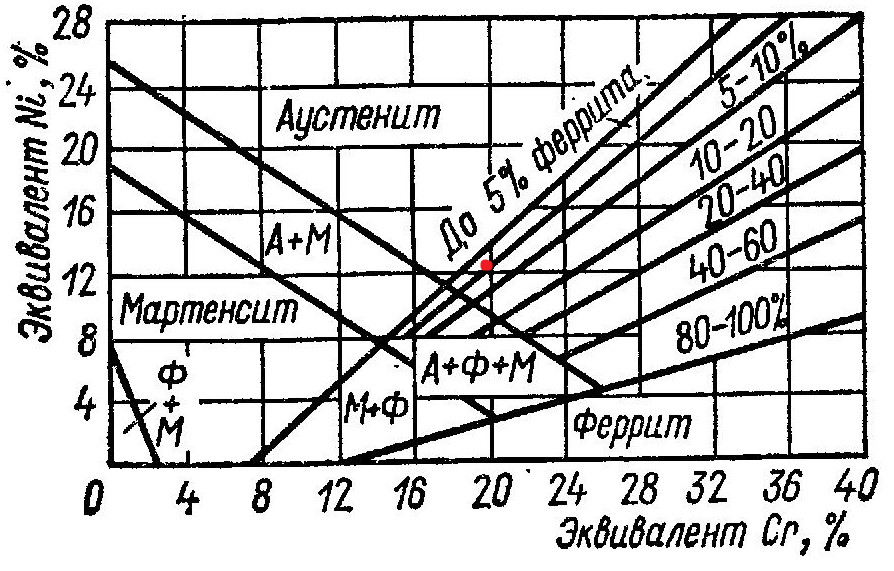 Рис. 2 Диаграмма Шеффлера (красная точка на рисунке указывает на положение эквивалентных коэффициентов Ni и Cr) Для оценки склонности к трещинам следует рассчитать эквивалент никеля и хрома. Niэкв = 12,2 Crэкв = 19,2 По диаграмме получается преимущественно аустенитная структура с небольшой долей ферритной, что указывает на склонность к трещинам данной стали.   где H(T)CS (high temperature cracking sesitivity) – параметр, оценивающий склонность сварных швов к кристаллизационным горячим трещинам, %; C, S и др. – химические элементы, %. Если HCS> 4, то сварные швы потенциально склонны к горячим трещинам. Это означает, что в условиях высокого темпа сварочной деформации в ТИХ1, который зависит от типа и жесткости сварного соединения, способа и режима сварки, возможно образование горячих трещин. Расчёт по средним значениям процентных содержаний веществ показал, что сталь не склонна к горячим трещинам. Выбор и обоснование сварки. Основываясь на доступных источниках и так как сталь 04Х18Н9 является «нержавейкой» выберем наиболее оптимальный вид сварки, так как сталь сваривается без ограничений. Предположим, что у нас производственная конструкция без особой точности. Таким образом выбираем вид сварки MIG/MAG (механизированная сварка в среде защитного газа Ar и его смесях с небольшим количеством СО2). Для такого способа понадобится сварочный полуавтомат с источником питания или инверторный полуавтомат. Обоснование данного выбор: Довольно хороший контроль сварочного тока что в свою очередь даёт контроль над нагревом самой детали. Это важно так как нержавейка не терпит перегрев и поэтому для неё следует уменьшать силу тока в 15-20 % Так как детали конструкции свариваются швами с криволинейной траекторией то сложность процесса сварки усложняется. Данный вид сварки упрощает этот процесс незначительно, но упрощает. Шов получается более качественный и визуально приятным чем при ручной дуговой сварке. Более высокая производительность чем у TIG сварки. Защитный газ Ar, но при этом в ходе сварки меньший расход присадочного материала так как меньше брызг. Данный вид сварки на данный момент является одним из самых распространённых и относительно бюджетных относительно других Малое количество вредных выбросов. Нет ограничений по толщине свариваемых деталей. Технологическая последовательность. Сварка цилиндрической трубы и полусферы (из-за соображения удобства наложения шва). Сварка основания и цилиндрической трубы Присадочный материал К присадочным материалам относятся: Газ Присадочная проволока Вместо защитного газа может использоваться порошковая проволока, но из-за своей дороговизны её используют только в особенных случаях. В качестве защитного газа используем смесь Ar 98% и CO2 2% так как при сварке в углекислом газе и его смесях идёт большое окисление металла и значительное разбрызгивание металла. Проволока должна выбираться из условий эксплуатации, химического состава и предела прочности. Из существующих типов проволоки наиболее подходят[8]:
Источники питания Для сварки МИГ/МАГ используются источники питания постоянного тока (выпрямители или генераторы) с жесткой (пологопадающей) ВВАХ. Диапазон токов сварки, которые обеспечивают источники питания аппаратов для механизированной сварки, составляет 50 - 500 А. Но, как правило, используются режимы в диапазоне 100 – 300 А. Для сварки MIG/MAG используются источники питания постоянного тока (выпрямители или генераторы) с жёсткой (пологопадающей ВВАХ. Диапазон токов сварки, которые обеспечивают источники питания аппаратов для механизированной сварки, составляют 50 – 500 А. Но как правило, используются режимы в диапазоне 100 – 300 А. Источник питания обеспечивает систему постоянным током и необходимым уровнем напряжения. Из параметров сварки на источнике питания задается рабочее напряжение, и, если возможно, величина индуктивности. Напряжение на дуге напрямую связано с длиной дугового промежутка. Чтобы в процессе сварки не происходило колебаний длины сварочной дуги, источник питания должен иметь жесткую или полого падающую внешнюю вольтамперную характеристику. Из наиболее известных на данный момент в линейке фирмы ESAB используется источник питания AristoMig 500ix с подающим механизмом AristoFeed и панелью управления U8 (рис.4) [10]  Рис.4 Источник питания AristoMig 500ix с подающим механизмом AristoFeed и панелью управления U8 Технические характеристики AristoMig 500ix [11]
Режим сварки[12]
Список используемых источников 1. http://metallicheckiy-portal.ru/marki_metallov 2. http://enginiger.ru/materials/zharoprochnye/nerzhaveyushhaya-stal- 3. https://ipmet.ru/nerzhaveyushhaya-stal 4. https://studfile.net/preview 5. https://metal.place/ru/wiki/ 6. https://svarkatop.com/svarka-nerzhavejushhej-stali/ 7. https://www.svarcka.ru/poleznye-materialy/svarka-nerzhavejki-poluavtomatom.html 8. https://site-metall.com/bit/323-marki-nerzhaveyuschey-svarochnoy-provoloki.html 9. http://wester-shop.ru/svarochnoe-oborudovanie/svarochnyj-poluavtomat-invertornyj-wester-mig-140i.html 10.http://weldzone.info/technology/control/ 11.https://www.ventsvar.ru/reviews/ 12.https://www.uniprofit.ru/spravka/catalogi/mig_mag.pdf |