автоматизация технических процессов. контр автоматизация тех процессов. Контрольная работа по дисциплине Автоматизация технологических процессов Вариант 5 обучающийся группы
 Скачать 232.38 Kb. Скачать 232.38 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «ТЮМЕНСКИЙ ИНДУСТРИАЛЬНЫЙ УНИВЕРСИТЕТ» Филиал ТИУ в г.Тобольске Кафедра электроэнергетики КОНТРОЛЬНАЯ РАБОТА по дисциплине «Автоматизация технологических процессов» Вариант № 5 Выполнил: обучающийся группы / _______________ Проверил: к.п.н., доцент кафедры ЕНГД Н.И. Герчес/ ______________ Тобольск 2021 Содержание: Задание 3. Составить таблицу состояний автоматизации работы грузового подъемника в соответствии с заданными условиями техпроцесса: подъемник перемещается с одного уровня на другой реверсивным приводом, включаемым контакторами КМ1 и КМ2. Пуск подъемника осуществляется по команде от этажных кнопок SB1, SB2, SB3, SB4. Аварийные ситуации предотвращаются руле перегрузки, конечными выключателями SQ1 и SQ2 и контролем закрытия дверей шахты SQ3, SQ4. Все командные переменные сведены к четырем: пуск вверх ПВ - нажаты кнопки «Вверх» SB1, SB3 на нервом или втором этаже; пуск вниз ПН - нажаты кнопки «Вниз» SB2, SB, 4 на первом или втором этаже; есть разрешение двигаться вверх РВ - закрыты все двери, не нажат конечный выключатель SQ1, нет перегрузки; есть разрешение двигаться вниз РН - закрыты все двери, не нажат конечный выключатель SQ2, нет перегрузки. Число возможных состояний три: 1 -движение вверх, 2 - движение вниз, 3 - кабина неподвижна. Таблица состояний: 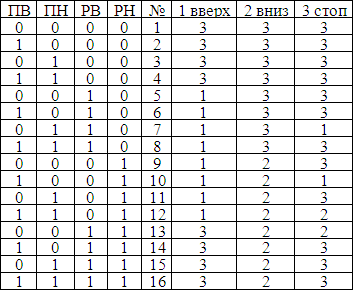 Схема на логических элементах  Схема на реле 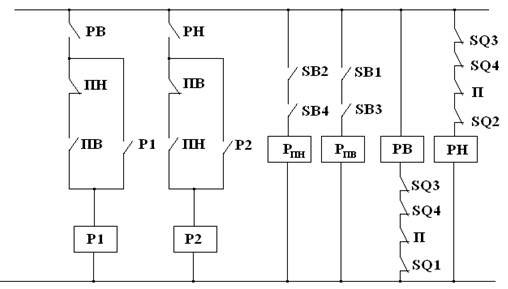 Алгоритм программы  Задание 4. Начертите функциональную схему автоматизации (ФСА) контроля, регулирования и сигнализации уровней 25 основных компонентов в промежуточных сборниках поточной линии производства отливных глазированных конфет. На каждой линии функциональной связи напишите назначение и укажите величину контролируемого параметра. Используя ГОСТ 3925-59 или ОСТ 3627-77, назовите все средства автоматизации, включенные в данную ФСА. 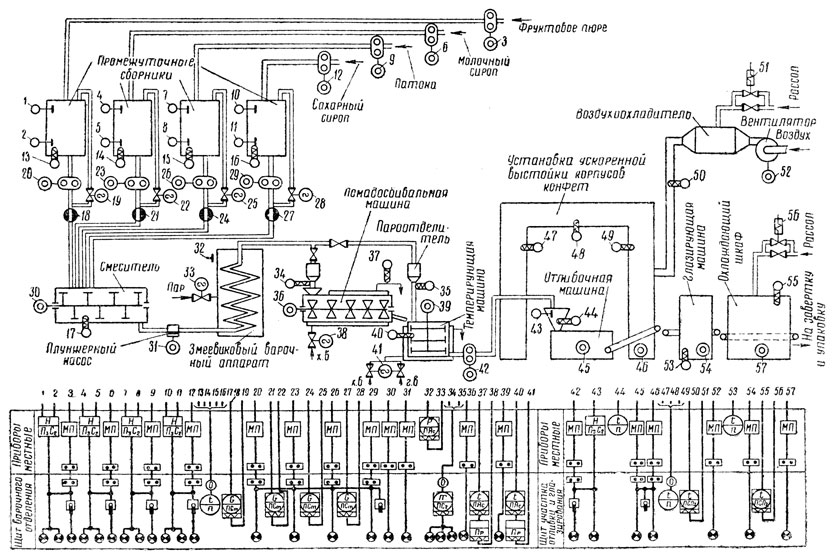
Схемой предусматривается автоматическое дозирование компонентов в смеситель С, контроль и стабилизация основных параметров, оказывающих наибольшее влияние на ход технологического процесса. Контроль уровней продуктов в промежуточных емкостях ПС-1,ПС-2,ПС- 3,осуществляется посредством емкостных бесконтактных датчиков уровня ЕПД-ЗОМ-W-P-EO (1-а), которые подают информацию на трехканальный сигнализатор уровня жидкости ОВЕН САУ-М6 (1-б), управляющий насосами, перекачивающими эти продукты. Предусмотрена возможность перехода на ручное управление этими насосами. Аналогичная система используется для регулирования уровня помадной массы в приемной воронке конфетоотливочной машины КМ. Температура исходной смеси в промежуточных емкостях ПС-1,ПС-2,ПС- 3 контролируются с помощью датчика температуры ДТ-303 (10-а), сигнал с которого поступает на двухканальный измеритель температуры ОВЕН 2ТРМО(10-б) . Автоматическое дозирование компонентов смеси обеспечивается путем стабилизации расходов компонентов из промежуточных емкостей ПС-1,ПС-2,ПС-3 в смеситель С. Продукты из емкостей ПС-1,ПС-2,ПС-3 отбираются насосами, приводимыми в действие электродвигателями, и через трубопроводы, в которых установлены электромагнитные расходомеры РЭН 1 (6-а), поступают в смеситель С. Сигнал расходомера подается на одноканальный измеритель-регулятор с унифицированным входом ОВЕН ТРМ 201 (6-б), который посредством электрического исполнительного механизма изменяет положение регулирующего органа на линии перепуска дозируемых продуктов в промежуточные емкости ПС-1,ПС-2,ПС-3. Предусмотрена возможность блокировки работы насосов, подающих дозируемые продукты в рецептурный смеситель С. Стабилизация давления греющего пара в змеевиковом варочном аппарате ЗМА осуществляется посредством датчика для измерения избыточного давления МЕТРАН-43-ВН-ДИ 3156 (8-а), сигнал от которого поступает на одноканальный измеритель-регулятор ОВЕН ТРМ 1 (8-б), который установлен на линии подачи пара в аппарат. В помадосбивальной машине ПМ осуществляется стабилизация температуры воды в рубашке. Регулирование температуры осуществляется при помощи термометра сопротивления ТСПУ-205 (2-а), сигнал с которого поступает на двухканальный измеритель-регулятор ОВЕН ТРМ 200 (2-б) и регулирующего клапана СФК 60.09-01.000 (2-в) с электромагнитным исполнительным механизмом, который установлен на линии подачи холодной воды в помадосбивальную машину ПМ. Аналогичная система используется для регулирования температуры пара подаваемого в рубашку температурной машины ТМ и для контроля температуры в смесители С. Автоматический контроль влажности уваренной конфетной массы (по температуре ее кипения) осуществляется с помощью измерителе влажности ТМ2-01 (7-а), установленном в пароотделителеП-1,П-2 и с помощью регулятора влажности МПР51-Щ4 (7-б). Температура массы в приемной воронке конфетоотливочной машины КМ и температура в глазирующей машине ГМ контролируются с помощью датчика температуры ДТ-303 (3-а), сигнал с которого поступает на двухканальный измеритель температуры ОВЕН 2ТРМО(3-б) . Предусмотрена блокировка приводов конфетоотливочной машины КМ и установки ускоренной выстойки корпусов конфет УУВКК с целью синхронизации их работы. Автоматическое регулирование температуры холодного воздуха, поступающего в установку выстойки корпусов конфет УУВК, осуществляется термометром сопротивления ТСПУ-205 (4-а), сигнал с которого поступает на двухканальный измеритель-регулятор ОВЕН ТРМ 200 (4-б), управляющим электромагнитным клапаном на линии подачи рассола в воздухоохладитель. Аналогичным образом обеспечивается автоматическое регулирование температуры воздуха в охлаждающем шкафу (ОШ ). Схема автоматизации обеспечивает пуск и останов электродвигателей машин и аппаратов. Для перехода с автоматического управления на ручное установлены ключи выбора режима. Контроль времени в установке ускоренной выстойки УВКК и охлаждающем шкафу ОШ осуществляется с помощью таймера времени УП-PiC (9) . Табл.2. Спецификация на приборы и средства автоматизации
Литература 1. А.М. Корытин, Н.К. Петров, С.Н. Радимов, Н.К. Шанарев. Автоматизация типовых технологических процессов и установок: Учебник для вузов/ -2-еизд., перераб. и доп. - М.: Энерго-атомиздат, 1988. 2. Булгаков А. А., Программное управление системами машин, М., 1975. 3. Схиргсладзе А.Г. Работа оператора на станках с программным управлением: Учеб. пособие для проф. учеб, заведений. — 3-е изд. стер.—М.: Высш. шк.; Изд. центр «Академия», 2000. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||