Лабораторная работа 8 Оценка погрешности измерений горизонтальным оптиметром и набором плоскопараллельных кольцевых мер. Цель работы
 Скачать 246.3 Kb. Скачать 246.3 Kb.
|

|
Лабораторная работа № 8 Оценка погрешности измерений горизонтальным оптиметром и набором плоскопараллельных кольцевых мер. Цель работы - ознакомление с устройством и приемами измерения оптиметра; определение с помощью математической ста тистики погрешности прибора. Задачи:
Инструменты и материалы для работы – оптиметр, плоскопараллельные концевые меры длины. Основные характеристики оптиметра:
Цена деления шкалы - изменение измеряемой величины, соответствующее пере мещению указателя на одно деление, Пределы измерений по шкале (диапазон показаний) - область значений измеряемой величины, ограниченной ее начальным и конечным значениями, написанными на шкале. Пределы (диапазон) измерений прибора - область значений измеряемой величины, для которой нормированы допускаемые погрешности средства измерений. Допускаемая погрешность измерительного средства - наибольшая погрешность, при которой измерительное средство может быть допущено к применению. Устройство горизонтального оптиметра. 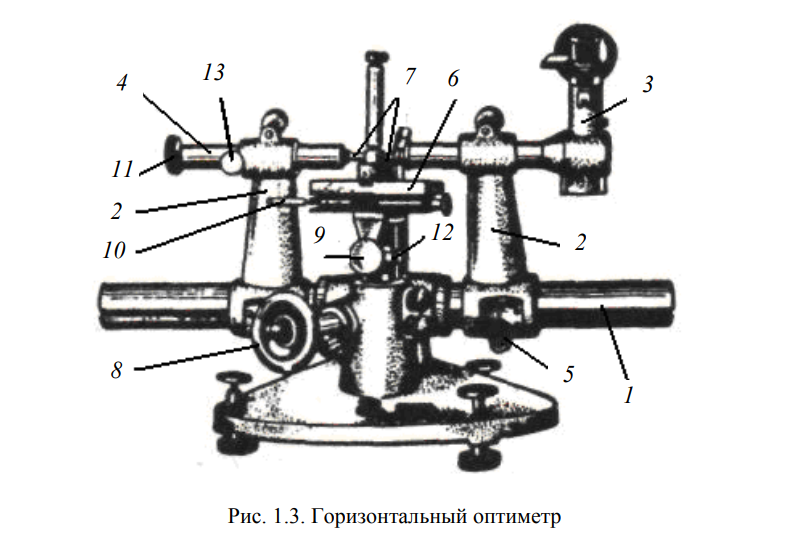
Характеристика концевые мер. Концевые меры изготавливаются разных длин от 0,1 до 1000 мм с градациями 0,001; 0,005; 0,01; 0,1; 0,5;1,0; 10; 25;50;100 мм. На каждой концевой мере указана её номинальная длина. Меры разных длин комплектуются в наборы. Класс точности набора определяется низшим классом отдельной меры, входящей в набор. К каждому набору прилагается паспорт, в котором указываются номинальная длина каждой меры и отклонение. Концевые меры делятся на пять классов точности. Одно из основных свойств концевых мер длины, обеспечивающее их широкое применение, — это притираемость, т. е. способность прочно сцепляться между собой при прикладывании или надвигании одной меры на другую. Сцепление (адгезия) мер вызывается молекулярными силами сцепления при наличии тончайшей пленки смазки между ними (0,05 ... 0,1 мкм). Опыт №1 Измерение единой кольцевой меры 50 мм Результата измерения:
На основании значения σ предельная погрешность Δlim измерения равна Δlim =  Δlim =  Так как предельная погрешность прибора равна 0,3 мк, а полученное значение Δlim =  , приходим к выводу, что полученная погрешность соответствует приборной погрешности. , приходим к выводу, что полученная погрешность соответствует приборной погрешности. Опыт № 2 Размер составной кольцевой меры 50 мм
На основании значения σ предельная погрешность Δlim измерения равна Δlim = Δlim =  Так как предельная погрешность прибора равна 0,3 мкм, а полученное значение Δlim =  , приходим к выводу, что полученная погрешность соответствует приборной погрешности. , приходим к выводу, что полученная погрешность соответствует приборной погрешности.Опыт №3 Размер составной кольцевой меры 49.3 мм Результата измерения:
На основании значения σ предельная погрешность Δlim измерения равна Δlim = Δlim =  Так как предельная погрешность прибора равна 0,3 мкм, а полученное значение Δlim =  , приходим к выводу, что полученная погрешность соответствует приборной погрешности. , приходим к выводу, что полученная погрешность соответствует приборной погрешности.Вывод: В данной лабораторной работе проводилось ознакомление с устройством и приемами измерения оптиметра и набором плоскопараллельных кольцевых мер, а также определение с помощью математической ста тистики погрешности прибора. |


 , мкм
, мкм , мкм
, мкм
 , мкм
, мкм , мкм
, мкм