ДОПУСКИ И ПОСАДКИ. Лекция Допуски и посадки гладких цилиндрических соединений
 Скачать 248.35 Kb. Скачать 248.35 Kb.
|

Методические указанияВал -термин, применяемый для обозначения наружных элементов деталей. Отверстие -термин, применяемый для обозначения внутренних элементов детали. Поле допуска - поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением, относительно нулевой линии. Нулевая линия соответствует номинальному размеру. Номинальный размер (D) - размер, относительно которого определяются предельные раз меры и которые служат началом отсчета отклонений. Действительный размер (D1, d1) - размер детали, установленный с допускаемой погреш ностью. Предельные размеры (наибольшие и наименьшие) - два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Предельные размеры для валов определяются по формулам: dmax=d+es, dmin=d+ei где d max - наибольший предельный размер вала, мм; dmin- наименьший предельный размер вала, мм; es - верхнее предельное отклонение, мм ; ei - нижнее предельное отклонение, мм Предельные размеры для отверстия определяются по формулам: Dmax=D+ES, Dmin=D+EI где Dmax- наибольший предельный размер отверстия, мм; Dmin- наименьший предельный размер отверстия, мм; D - номинальный размер, мм. Верхнее и нижнее отклонения размеров определяется по ГОСТ 25347-89. Допуск- разность между наибольшим и наименьшим предельными размерами. Допуск определяется по формулам: для отверстия: TD=Dmax-Dmin =ES-EI, для вала: Td=dmax-dmjn =es-ei. где ES(es) - верхнее предельное отклонение отверстия (вала), мм EI(ei) - нижнее предельное отклонение отверстие (вала), мм Dmax (dmax) - наибольший предельный размер, мм Dmin (dmin) - наименьший предельный размер, мм Пример Решение. Номинальный размер D=d=48мм. Поля допусков валов: g6, h6, js6, k6, m6, n6, p6, r6, s6. Поля допусков отверстий: F7, H7, JS7, K7, M7, N7, P7, R7. Для валов 48g6( dma x= 48+(-0,009)=47,991 dmin = 48+(-0,025)=47,975 Td=47,991-47,975=-0,009-(-0,025)=0,016 48h6( dmax=48+0=48,0 dmin=48+(-0,016)=47,984 Td=48-47,984=0-(-0,016)=0,016 48js6( dmax=48+0,008=48,008 dmin=48-0,008=47,992 Td=48,008-47,992=0,008-(-0,008)=0,016 48k6( dmax=48+0,018=48,018 dmin=48+0,002=48,002 Td=48,018-48,002=0,018-0,002=0,016 48m6( dmax=48+0,025=48,025 dmin=48+0,009=48,009 48n6( dmax=48+0,033=48,033 dmin=48+0,017=48,017 Td=48,033-48,017=0,033-0,017=0,016 48p6( dmax=48+0,042=48,042 dmin=48+0,026=48,026 Td=48,042-48,026=0,042-0,026=0,016 48r6( dmax=48+0,050=48,050 dmin=48+0,034=48,034 Td=48,050-48,034=0,050-0,034=0,016 48s6( dmax=48+0,059=48,059 dmin=48+0,043=48,043 Td=48,059-48,043=0,059-0,043=0,016 Td=48,025-48,009=0,025-0,009=0,016 Для отверстий: 48F7( Dmax=48+0,050=48,050 Dmin=48+0,025=48,025 TD=48,050-48,025=0,050-0,025=0,025 48JS7( Dmax=48+0,0125=48,0125 Dmin=48+(-0,0125)=47,9875 TD=48,0125-47,9875=0,025 48P7( Dmax=48+(-0,017)=47,983 Dmin=48+(-0,042)=47,958 TD=48,983-47,958=0,025 48M7( Dmax=48+0=48,000 Dmin=48+(-0,025)=47,975 TD=48,000-47,975=0,025 48R7( Dmax=48+(-0,025)=47,975 Dmin=48+(-0,05)=47,950 TD=48,975-47,950=0,025 48N7( Dmax=48+(-0,008)=47,992 Dmin=48+(-0,033)=47,967 TD=48,992-47,967=0,025 Вывод: при одном номинальном размере для валов и для отверстий, но с разным расположением полей допусков, предельные размеры допусков равны: для валов 0,016; для отверстий 0,025.
Таблица 1 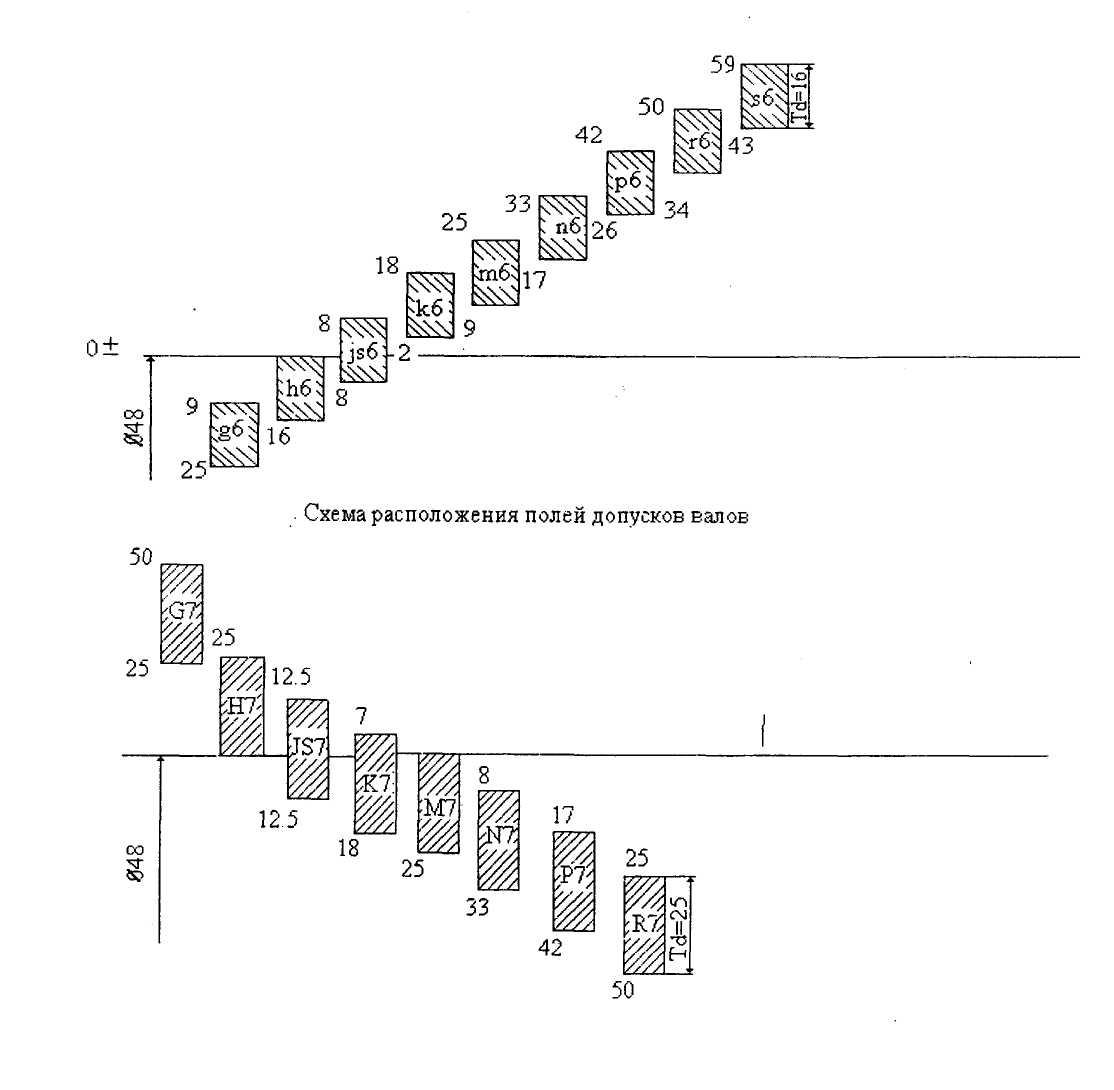 ПРАКТИЧЕСКАЯ РАБОТА №5 Изучение погрешностей измерений, эталонов Степень приближения результата измерения к истинному зна чению определяется размером погрешности (разностью между по лученным при измерении и истинным значениями величины), т. е. качество измерений характеризуется их погрешностями. Поскольку истинное значение измеряемой величины остается неизвестным, неизвестны также и погрешности измерения. По этому для определения размеров погрешностей используют условно-истинное значение физической величины, полученное, как правило, в результате более точных измерений или другими мето дами. Единицы физических величин воспроизводятся с высокой точностью с помощью государственных первичных эталонов и пе редаются «вниз» эталонным средствам измерений, а от них – ра бочим средствам измерений с некоторой потерей точности на каж дой ступени передачи (при каждой поверке). При этом значение величины, воспроизводимой эталонным средством измерения при поверке, всегда принимается в качестве условно-истинного зна чения величины и по нему оценивается погрешность поверяемого средства измерений. Изучение причин возникновения погрешностей и уменьшение размеров погрешностей – одна из главных задач практической метрологии, поэтому понятие «погрешность» – одно из цент ральных в метрологии. В зависимости от причин и места возникновения погрешности подразделяют на следующие группы: инструментальные, методи ческие, субъективные. Инструментальная погрешность – это погрешность применя емого средства измерения. Если применяется стандартное СИ, про шедшее поверку, то интервал, в котором находится эта погреш ность, известен с заданной вероятностью. Методическая погрешность обусловлена несовершенством при меняемого метода измерения. На ее величину оказывают влияние несовершенство принятой измерительной модели, способ приме нения измерительного средства, алгоритмы, по которым вычис ляют результат измерения и другие факторы, не связанные со свойствами применяемого измерительного средства. Методическая погрешность не может быть указана в нормативно-технической документации на используемое средство измерений, так как от него не зависит, и должна определяться в каждом конкретном случае путем специальных исследований (анализа измерительной схемы). Несовершенство применяемого метода измерений (непра вильная оценка возникающей методической погрешности) не однократно приводило к ошибочным выводам при проведении научно-исследовательских работ. Субъективная погрешность (погрешность оператора) обуслов лена недостаточной квалификацией или индивидуальными осо бенностями оператора, выполняющего измерения, и связана с тщательностью выполнения правил всех измерительных опера ций. Эта погрешность не всегда поддается правильной оценке. В отдельную группу выделяют погрешности, обусловленные влиянием внешних условий. Температура, влажность, давление и другие факторы влияют на размеры инструментальной и методи ческой погрешностей. При этом дополнительная инструменталь ная погрешность, вызываемая отклонением от нормальных усло вий какого-либо влияющего фактора, может быть указана в мет рологических характеристиках средств измерений (в дополнение к основной, определяемой при нормальных условиях). Влияние внешних факторов на методическую погрешность следует оцени вать отдельно в каждом конкретном случае. Для большинства ви дов измерений наиболее полно изучено и поддается учету при определении погрешностей влияние температуры окружающей среды. Погрешности внешних условий по характеру проявления являются систематическими. Под влиянием совокупности всех действующих факторов, в том числе внешних, складывается суммарная погрешность измерения. Влияние каждого фактора может исследоваться отдельно, но удобно для исследования и оценки погрешностей делить суммар ную погрешность на две составляющие: случайную и системати ческую, принципиально отличающиеся по характеру проявления и требующие применения различных способов для их обнаруже ния, оценки и учета. Случайная погрешность — составляющая погрешности измерения, изменяющаяся случайным образом (по знаку и значе нию) в серии повторных измерений одного и того же размера физической величины, проведенных с одинаковой тщательностью в одних и тех же условиях. В появлениях таких погрешностей не наблюдается какой-либо закономерности, они обнаруживаются при повторных измерениях одной и той же величины в виде не которого разброса получаемых результатов (рис. 1). Случайные погрешности неизбежны, неустранимы и всегда присутствуют в результатах измерений. 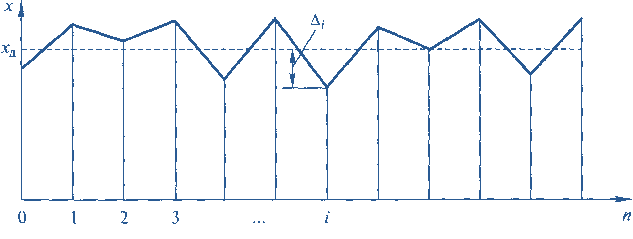 Рис. 1. Изменение случайной погрешности при многократных изме рениях: х – значения измеряемой величины; хд – действительное значение измеряемой величины; i – погрешность i-го измерения; п – число измерений Описание случайных погрешностей воз можно только на основе теории вероятностей и математической статистики. Систематическая погрешность – составляющая по грешности измерения, остающаяся постоянной или закономерно меняющаяся при повторных измерениях одной и той же физиче ской величины. При измерениях могут появляться также очень большие грубые погрешности {промахи), которые возникают, как правило, из-за ошибок или неправильных действий оператора, а также из-за крат ковременных отказов или сбоев в работе измерительных приборов и других резких изменений условий проведения измерений. Гру бые погрешности обнаруживают и отбрасывают непосредственно в процессе измерений или при математической обработке резуль татов измерений с использованием специальных критериев. Правила округления результатов измерений. Погрешность результата измерения физической величины дает представление о том, какие последние цифры в его числовом зна чении являются сомнительными. Поэтому нет смысла выражать погрешность более чем одной или двумя цифрами. В соответствии с установленными правилами погрешность выражается двумя зна чащими цифрами, если первая из них 1 или 2, и одной, начиная с цифры 3. Числовое значение результата измерения также следует округ лять в соответствии с числовым разрядом значащей цифры по грешности, т. е. числовое значение результата измерения должно оканчиваться цифрой того же разряда или тем же десятичным знаком, которым оканчивается значение абсолютной погрешнос ти. При этом, если старшая отбрасываемая цифра меньше 5, то предыдущая не изменяется. Если старшая отбрасываемая цифра больше или равна 5, но за ней имеются значащие цифры, то предыдущую (оставляемую) цифру увеличивают на единицу. Если отбрасываемая цифра 5 не имеет за собой значащих цифр, то пре дыдущая не изменяется, если она четная, и увеличивается на еди ницу, если она нечетная. Например, при погрешности ±0,01 приведенные результаты округляются следующим образом: - 1,21; 1,2151 - 1,22; - 1,22; 1,225 - 1,22. Следует осмотрительно относиться к округлениям, произво димым в процессе вычислений. Рекомендуется производить округ ления в окончательном ответе, а вычисление производить с одним-двумя лишними знаками. Приведем примеры факторов, влияющих на возникновение инструментальных погрешностей: неравноплечесть весов, погреш ность градуировки шкалы прибора или штриховых мер длины, погрешность установки нуля, отклонение от номинального зна чения массы гири, а также различного рода перекосы, искрив ления, люфты, зазоры, отклонения от номинальных размеров отдельных деталей, допускаемые при изготовлении измеритель ных средств. Например, при изготовлении оптико-механических приборов для измерения длины экономически нецелесообразно ужесточать допуски на отдельные детали оптических систем и после сборки каждого прибора (или после ремонта) производится юс тировка отдельных узлов и всего прибора в целом. Инструментальные погрешности возрастают, как правило, при увеличении срока службы измерительных средств. При этом уве личение погрешностей до значений, в два-четыре раза превы шающих допускаемые значения, может долгое время оставаться незамеченным. Особенно это опасно в эталонных средствах из мерений, используемых для поверки рабочих СИ. Следователь но, необходимо назначать разумный межповерочный интервал с учетом условий и интенсивности эксплуатации измерительных средств. Теоретические погрешности — соответствие, корректность из мерительной модели исследуемому объекту, использование упро щений или допущения при вычислении результатов измерений. Приведем примеры. При определении площади прямоугольника не всегда доста точно измерить две его стороны. В зависимости от допустимой погрешности измерения должны или не должны контролировать ся углы, равенство диагоналей, равенство противоположных сто рон, прямолинейность сторон, неплоскостность. Практические погрешности — это погрешности установки при бора и погрешность оператора. Погрешности установки прибора — отклонения от горизонтали или вертикали при установке весов, геодезических приборов и др.; несогласованность характеристик отдельных при боров, входящих в измерительный комплекс; неправильность уста новки прибора, вызывающая устойчивый параллакс при отсчете по шкале и др. Неправильность установки прибора — наиболее частая причи на неучтенных погрешностей при линейно-угловых измерениях с помощью линейки, метра, рулетки, угольника, штангенциркуля. Заметим, что рассмотренные теоретические погрешности и по грешности установки во многом сходны и по существу являются методическими. Вместе с тем приведенные причины погрешно стей при линейно-угловых измерениях можно отнести к субъек тивным. Погрешность оператора (субъективная) — запаз дывание при регистрации измерительного сигнала, низкая точ ность отсчета по шкале, приложение недостаточных или избы точных физических усилий при выполнении измерений, непра вильный выбор позиции, приводящей к параллаксу при отсчете по шкале. Вызываемые этими факторами погрешности могут но сить как систематический, так и случайный характер. Интересный пример приведен в учебнике Н.И.Тюрина. Опытному меха нику, молодому инженеру и начинающему слесарю предложили на штангенциркуле с нониусом с ценой деления 0,02 мм устано вить заданное значение. Правильность установки определяли бо лее точным прибором. Опыт повторяли 100 раз. Оказалось, что погрешность установки у инженера и начинающего слесаря носила чисто случайный характер при большей сходимости у инженера; а у опытного механика при самой высокой сходимости результатов имела место систематическая погрешность, т. е. большинство его результатов (среднее арифметическое) отличались от услов но-истинного значения, которое было задано. Приведенный при мер можно интерпретировать как исследования по выявлению субъективной систематической погрешности, обусловленной уко ренившимся неверным навыком. Погрешности внешних влияний легко учитываются, если фактор влияния хорошо изучен и постоянно контролируется. Используют следующие пути учета и исключения системати ческих погрешностей от внешних воздействий. Устранение источников погрешностей или обеспечение за щиты от них до начала измерений. Например, для устранения вли яния температуры применяют термостатирование или кондицио нирование. Для устранения влияния магнитных полей применяют различного рода экраны. Влияние вибраций устраняют путем амор тизации. Влияние изменения влажности - герметизацией. Исключение погрешностей в процессе измерения специаль ными методами или вычисление и внесение в результат измере ния соответствующих поправок. Содержание отчёта: Ответить на контрольные вопросы Контрольные вопросы:
2.Описать виды погрешности |