Практика ТМ. М. А. Цыганкова (подпись, дата)
 Скачать 270.73 Kb. Скачать 270.73 Kb.
|

|
Краевое государственное автономное профессиональное образовательное учреждение «Пермский авиационный техникум им. А.Д. Швецова» комплексная работа По производственной практике. Деталь «Рычаг» АТКПР.15.02.08.15.303
Пермь 2018 Содержание 1.Деталь ……………………………………………………………………………………… 3 2.Заготовка…………………………………………………………………………………… 4 3.Металорежущее приспособление……………………………………………………… 5 4.Операционный эскиз……………………………………………………………………… 6 5.Зажимное приспособление……………………………………………………………… 7 6.Режущий инструмент…………………………………………………………………….. 8 7.Операционный контроль………………………………………………………………… 9  1.Деталь «Рычаг» 1.Деталь «Рычаг»1.1 Чертёж детали «Рычаг»: 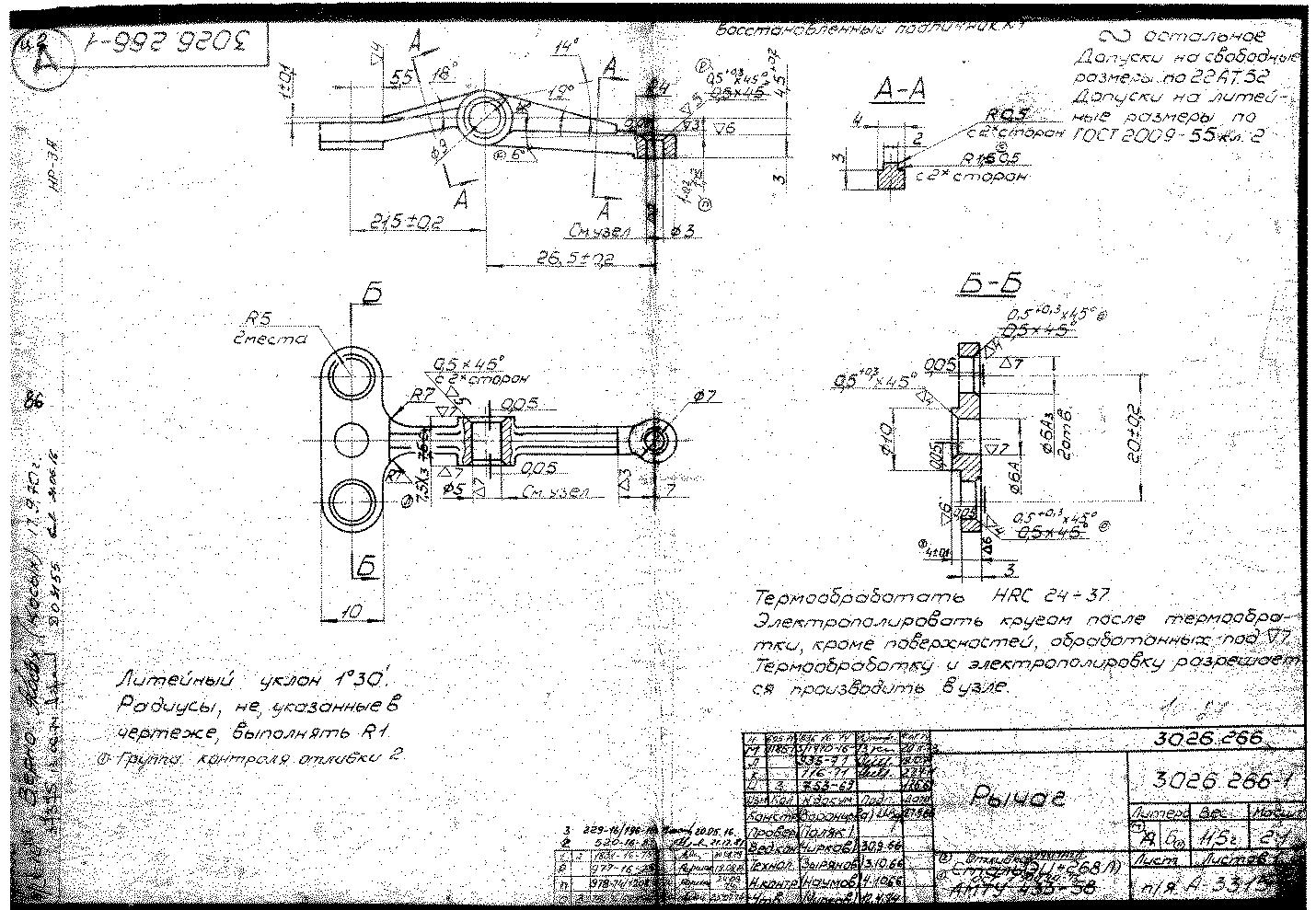 1.2.1 Технические требования к детали «Рычаг»: 1.Термообработать HRC 24-37. 2. Электрополировать кругом после термообработки, кроме поверхностей обрабатанных под ∆7. 3.Термообработку и электрополировку разрешается проводить в узле. 1.2.2 Шероховатость: не указанная Rz 20. 1.3 Расшифровка материала детали «Рычаг»: 14Х17Н2Л (бывш. ЭИ268Л) - Сталь для отливок легированная с особыми свойствами. Хим.Свойства: C = 0.05 - 0.1 % Mn = 0.3 - 0.8 % S = до 0.025% Cr = 15-18% Si = 0.8 - 1.5 % Ni = 2.8 - 3.8 % P = до 0.025%  2.Заготовка. 2.Заготовка.Для данной детали выбран вид ОТЛИВКА , так как данную форму детали легче и дешевле получить с помощью литья, а так же получение высокого качества металла, с повышенной точностью и чистотой поверхности.  3.Металорежущее оборудование. 3.Металорежущее оборудование.Данная деталь изготавливается на станке Универсальный фрезерный станок EMCOMill E600,мощность привода составляет 11 КВт. Данный станок является современным.  4.Операционный эскиз детали «Рычаг». 4.Операционный эскиз детали «Рычаг».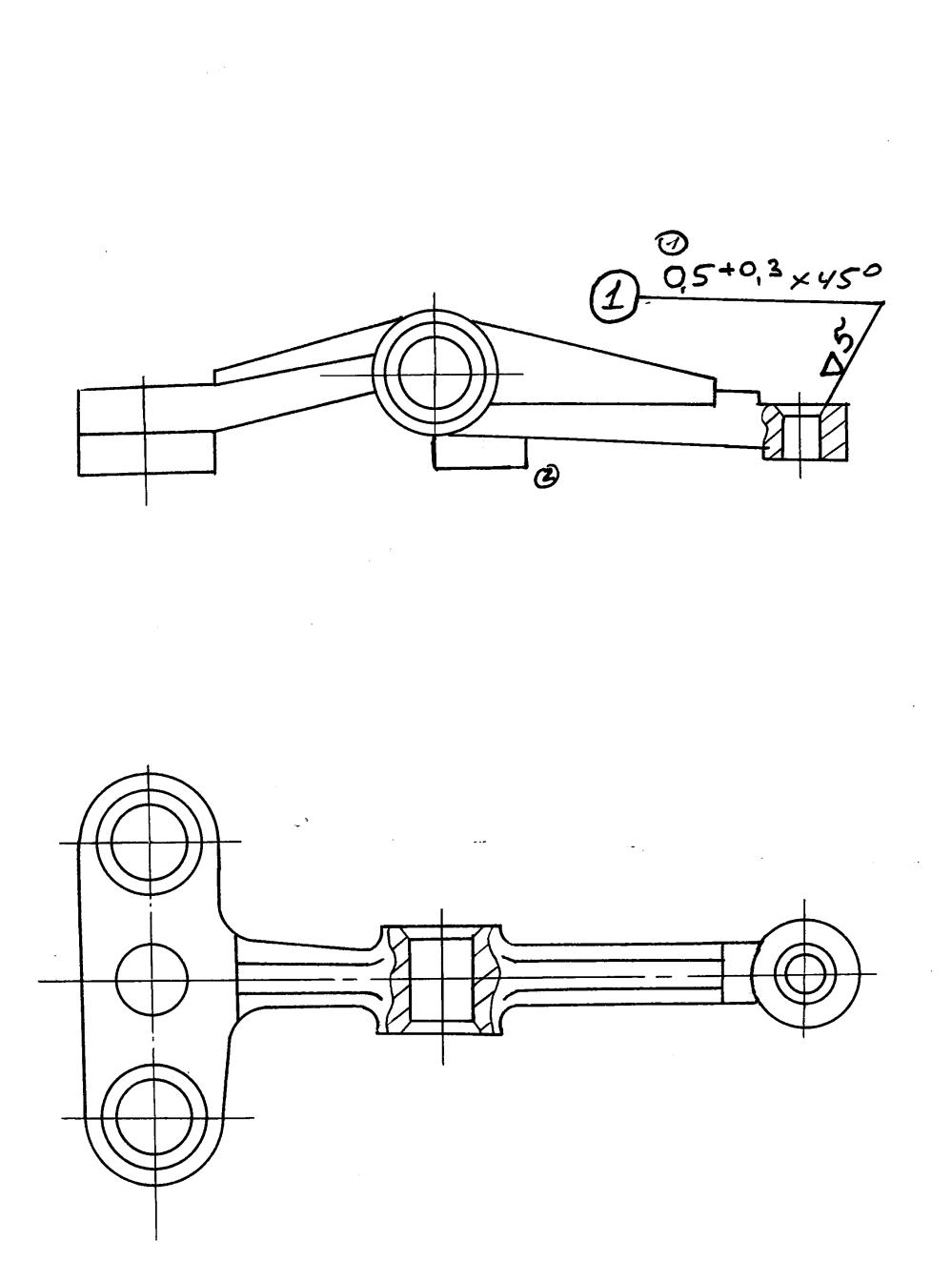  5.Зажимное приспособление. 5.Зажимное приспособление.Верстак – специальное зажимное приспособление.  6.Режущий инструмент. 6.Режущий инструмент.3-ёх гранный шабер, закрепляется в шпинделе станка, предназначен для зачистки граней детали, перед дальнейшей обработки.  7.Операционный контроль 7.Операционный контрольИзмерения размера ведутся штангенциркулем(ШЦ1). |