Отчёт по практике на Талнахской обогатительной фабрике. Производственная_практика_Прокопьев_2. М инистерство науки и высшего образования рф фгбоу во уральский государственный горный университет Факультет горномеханический Кафедра электротехники Отчёт по ппроизводственной практике
 Скачать 6.87 Mb. Скачать 6.87 Mb.
|

|
М  инистерство науки и высшего образования РФ инистерство науки и высшего образования РФФГБОУ ВО Уральский государственный горный университет Факультет горно-механический Кафедра электротехники Отчёт по ппроизводственной практике
г. Екатеринбург 2022 г. Содержание
ВведениеСтроительство Талнахской обогатительной фабрики началось в декабре 1972 года силами Строительного управления «Талнахпромстрой». В июле 1981 года была запущена в эксплуатацию первая очередь фабрики с проектной мощностью переработки 1 250 тысяч тонн руды в год. В декабре следующего года заработал второй пусковой комплекс, а проектная мощность выросла уже до 3 800 тысяч тонн руды в год. Реализация третьего пускового комплекса была проведена в 1999-2001 годах, в результате которой мощность переработки увеличилась до 7 млн тонн руды в год. Сегодня Талнахская обогатительная фабрика перерабатывает богатые руды месторождений «Талнахское» и «Октябрьское», а также медистые руды месторождения «Октябрьское». По результатам обогащения получаются никелевые, медные, а также пирротиновые концентраты, которые в дальнейшем отправляются на другие металлургические предприятия группы. В результате обогащения полезного ископаемого в качестве конечного готового продукта получают концентрат, в котором сосредоточена основ ная масса полезных составляющих, содержащихся в сырье до его обогащения, и одновременно отходы - хвосты, в которые переходит большая часть пустой породы. При наличии в сырье нескольких полезных компонентов в результате обогащения получают несколько концентратов. Важнейшими технологическими показателями процесса обогащения, характеризующими его техническое совершенство, являются извлечение Е полезного компонента, переводимого в концентрат, и его содержание в концентрате β. Земельные участки ТОФ: ТОФ - 39,9 га Пруд-окислитель - 211,92 га Пруд-накопитель - 12,18 га Трасса трубопроводов - 10,25 га База отдыха - 5,47 га Перечень зданий и сооружений ТОФ: Административно-бытовой комплекс - 46 971м3 Дробильно сортировочное отделение - 188 973м3 Корпус дробления - 65 050м3 Измельчительно-флотационный цех (ифц) - 1 644 850м3 Реагентное отделение ифц - 132 500м3 Станция химводоочистки - 49 700м3 1 ОБЩАЯ ЧАСТЬ Местонахождения ТОФ Месторождения богатых руд Талнахского района и обогатительная фабрика находятся в 25 км от г. Норильска. Основные сооружения фабрики находятся в пределах отметок от 106,5 до 97,05 м Балтийской системы высот. Низина, в которой расположены основные сооружения фабрики, характеризуется типичным моренным ландшафтом с большим количеством холмов и озер. Грунт в районе расположения фабрики представлен темно-бурыми с галькой суглинками и гравием - до 20% по объёму - с включениями льда до 30%, при оттаивании грунт текучий, на глубине 4-5 м без видимых включений льда, тугопластичной консистенции. Коренными породами является базальт. Фундаменты зданий, сооружений и основного оборудования заглублены до коренных пород. Технологический процесс Руда поступает в бункера на Октябрьском и Таймырском руднике. Ссыпается на пластинчатые конвейера и с них поступает на конвейер длинной 1.6км, ведущий на ТОФ, в дробильный цех. В ДЦ с 2х бункеров руда ссыпается на пластинчатые конвеера, с них на грохота и после - в конусные дробилки, а пригодная фракция дальше. Из конусных мельниц руда поступает на 5 и 6 конвеера, с них на 7 и 8 конвеера, над которыми стоят магнитоуловители, после руда ссыпается в 9 бункеров (1 - 9), за тем по трём конв. (13, 14, 15) идёт на 22, 23 и 24 конвеера находящиеся в ИФЦ, над 12ю бункерами (54.1 - 54.12), с ленты ссыпается посредством автостеллы. Далее 3мя конвеерами (56.1, .2, .3), руда поступает на питатель Мельницы полусамоизмельчения (МПСИ), в которой с помощью металлических шаров руда перемалывается, далее через сито нужная фракция проходит, а не готовая идёт по кругу в мпси. Готовая фракция с водой идёт в 401 зумпф, откуда поступает в гидроциклоны, которые готов. Фрак. Отправляют на домол в 12 и 13 шм, а не готовую - одну половину в ШМ67.1 и из неё снова в зумпф, а вторую половину на грохот и в 402 зумпф с ШМ67.2. С 12, 13 шм и из 402 зумпфа - готовая фракция идёт на сгущение. С 3, 8 и 4 сгустителей идёт на флотацию, где разделяется на медный, никелевый, пиротиновый концентрат и хвосты, дальше концентраты идут на домол - 1,2 и 3 вертикальные мельницы, оттуда снова на сгущение и флотацию несколько раз. Хвосты же идут на гидроциклоны и что-то уходит дальше в прцесс, а что-то идёт с 17 и 18 сгуст, на тр-зх, и заливается в пустоты (отраб. Шахты). Концентраты же с 9 и 11 сгустителей идут на пнс 1, откуда поступают на пнс 2 и распределяются по заводам. С пнс1 идёт 9 труб на пнс 2 Электроснабжение ИФЦ Предприятие снабжается электроэнергией от ТЭЦ-2, двумя ЛЭП 110 кВ (141 и 142 линии). Приходящее напряжение 110 кВ понижается на ГПП-40бис, посредством 4х трансформаторов с расщеплённой вторичной обмоткой, до 6 кВ и поступает на РП-9т для питания технологического оборудования, КТП и ТСН'ов. Учет электроэнергии производится при помощи трансформаторов тока и напряжения, а так же при помощи щитовых электроизмерительных приборов, установленных в РП-9Т и в КТП, ПСУ, РП по всему цеху. Производится учет потребления активной, реактивной и полной мощностей, а также коэффициента мощности cos, как отдельных электроприемников, так и по предприятию в целом. Обеспечение надежности электроснабжения предприятия осуществляется за счет резервирования мощности трансформаторов на ГПП и цеховых подстанциях, а также за счет секционирования сборных шин на РП, ГПП и подстанциях. Соблюдение режима экономии электроэнергии достигается путем оптимизации потребления реактивной мощности в целом по предприятию, посредством компенсирующих устройств. Основными потребителями являются: привода шаровых мельниц, двигателя на сгустителях, привода конвееров, флотомашины, насосы, нагнетатели. Всего по цеху установленно около 3000 электродвигателей, большинство - асинхронные с фазным ротором. Электроприемники относятся к I,II,III категориям по надежности электроснабжения. 1.4 Краткая характеристика основного электрооборудования Измельчительно флотационный цех Талнахской обогатительной фабрики состоит из нескольких участков с основным технологическим электрооборудованием на напряжение 6 кВ, (конвеера по цеху, сгустителя и флотомашины - 380в): Электроприемниками участка измельчения являются двигатели: 2шт синхронных: ШМ-12 и 13 (4000 кВт) 3шт асинхронных: МПСИ, ШМ-67.1 и 67.2 (2 двиг. на каждой по 4500 кВт) Асинх. двигатели на вертикальных мельницах (2280 кВт) Участок конвейеров от рудника Октябрьского и Скалистого 1.6 км К 3 -двигатель конвеера Работая на фабрике, стало понятно, что сети освещения здесь не играют роли в экономии электроэнергии, так как потребление электроэнергии освещением ничтожно мало, по сравнению с электродвигателями, установленными на предприятии. Однако, во многих помещениях установлены датчики звука или движения, а в электропомещениях - проходные выключатели. Данные устройства, на равне с отдельными трансформаторами, ставят в сети освещения там, где установленны светодиодные лампы, в связи с тем, что светодиодные лампы не переносят гармонические колебания и предприятие пытается экономить хотя бы на закупке led ламп. Практически везде, в цеху стоят частотно регулируемые привода, которые создают гармонические колебания, которых так боятся led лампы, однако - в большинстве случаев используются дрл и дроссельные лампы, т.к. они практически не боятся гармоник. Низковольтная нагрузка Используются электродвигатели 0,4 кВ: насосы, вентиляционные установки, флотомашины, сгустители, пластинчатые и ленточные конвеера, лифты, шкафы оперативного тока и освещение, трансформаторы собственных нужд (6/0,4), гидроциклоны. Характеристика окружающей среды Норильский промышленный район (НПР) характеризуется континентальным климатом с резкими колебаниями температуры воздуха. Изменение температуры в течение суток достигает 30-34С. Среднемесячная температура в наиболее холодный период может достигать до –37С (январь 1974 года). Анализ метеорологических данных показывает, что для районов Таймырского региона годовая амплитуда колебаний температур может достигать 80-100С. Среднемноголетняя минимальная температура за 21 год наблюдений равна –47, –49С. Сезонные колебания естественной освещенности находятся в пределах от 2 до 24 часов в сутки. Климат НПР отличается также сильными ветрами, резко меняющимися по скорости и по направлению, снежными заносами, вызываемыми не столько снегопадами, сколько переносом снега ветром. Порывы ветра могут достигать 40–45 м/с. В декабре, январе и марте количество дней с сильными ветрами может доходить до 22 в месяц. Продолжительность метелей и поземок в среднем за зиму составляет 36% (2049 часов) календарного времени, а в отдельные месяцы доходит до 81%. Средняя продолжительность одной метели (по данным за 10 зим) составляет двое-трое суток, наибольшая непрерывная продолжительность одной метели — 11 суток. Снежный покров окончательно ложится в конце сентября и сходит в конце мая — начале июня. Район НПР по гололедности относится ко II группе для низменной и IV для гористой местности. Район по ветру для Норильска III, следовательно, повторяемость 1 раз в 10 лет максимально 29 м/с. НПР находится в регионе с редкой пляской проводов (повторяемость пляски реже 1 раза в 10 лет). Среднегодовая продолжительность гроз невелика – от 10 до 20 часов. Производственный дневник
Заключение На производственной практике я работал электромонтёром по ремонту и обслуживанию электрооборудования, на электро-эксплуатационном участке, мы производили оперативные отключения, переключения, а также подготовку рабочих мест и мелкий ремонт, работали по нарядам-допускам, распоряжениям и по перечню работ в порядке текущей эксплуатации. Во время работ мы пользовались матрицами и однолинейными схемами. Я ознакомился с картой предприятия, технологическими процессами, однолинейными схемами, схемами электроснабжения и гидроснабжения оборудования, также изучил схемы передвижения по фабрике, ознакомился с нюансами освещения, гидро/электро снабжения и учёта драгметаллов в списанных электросхемах. Во время прохождения практики я получил необходимые профессиональные знания в области технического обслуживания и ремонта электрического и электромеханического оборудования. В ходе практики я получил множество информации от коллег. Особенно мне помогал наставник. Я сдал экзамен начальнику и получил удостоверение о второй группе допуска по электробезопасности. Приложение А  Однолинейная схема ГПП-40бис Приложение Б Однолинейная схема РП-9Т 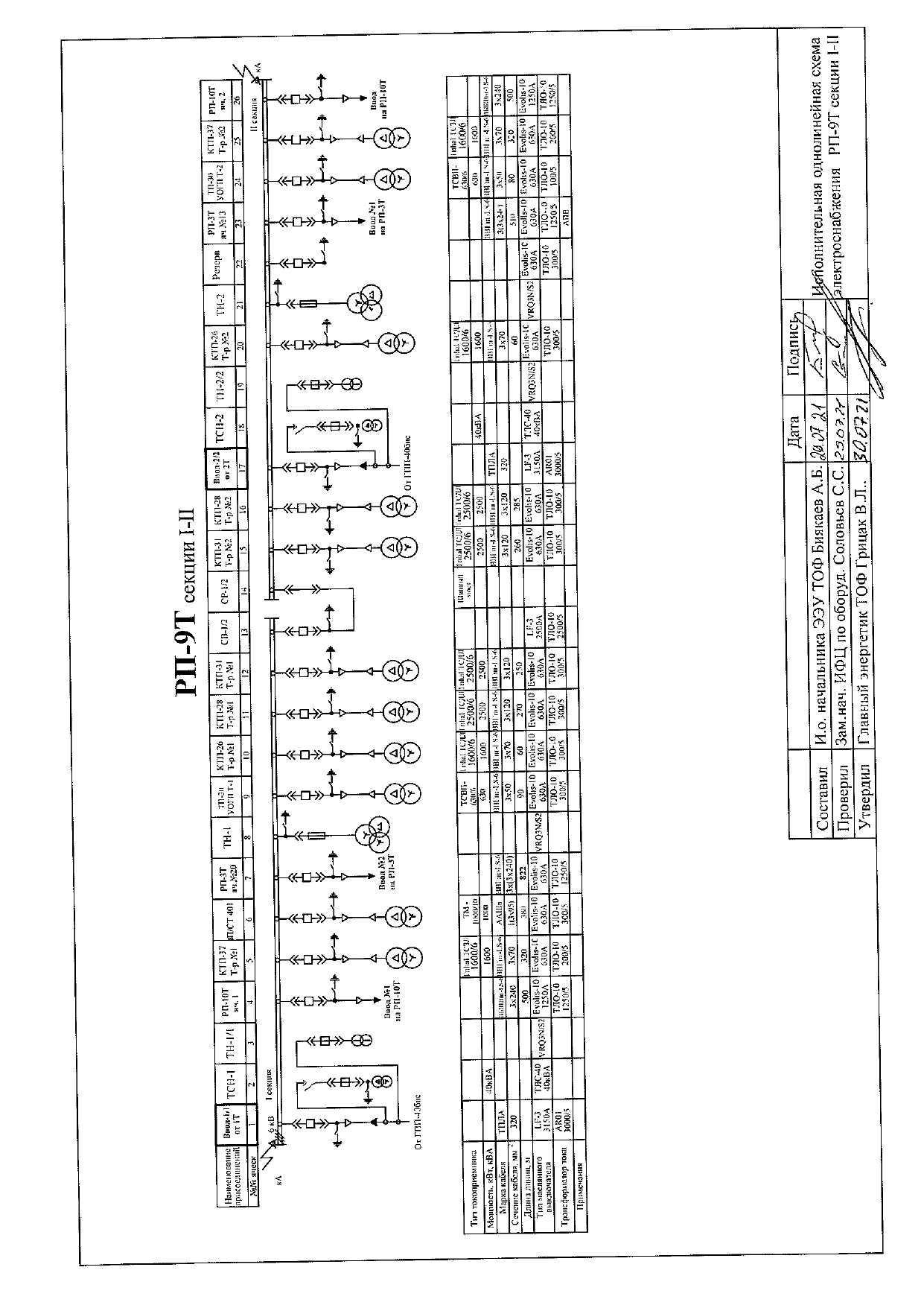 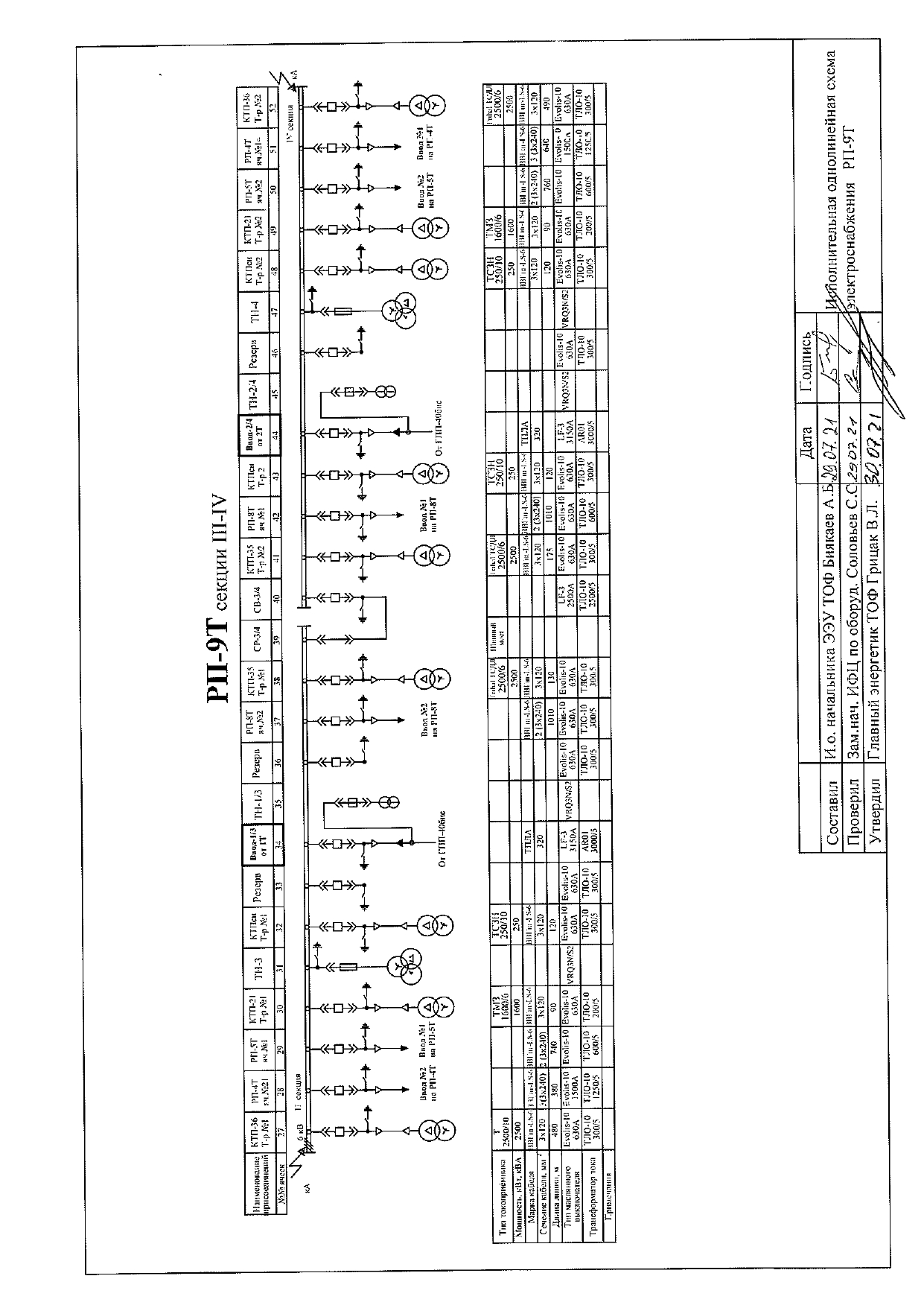 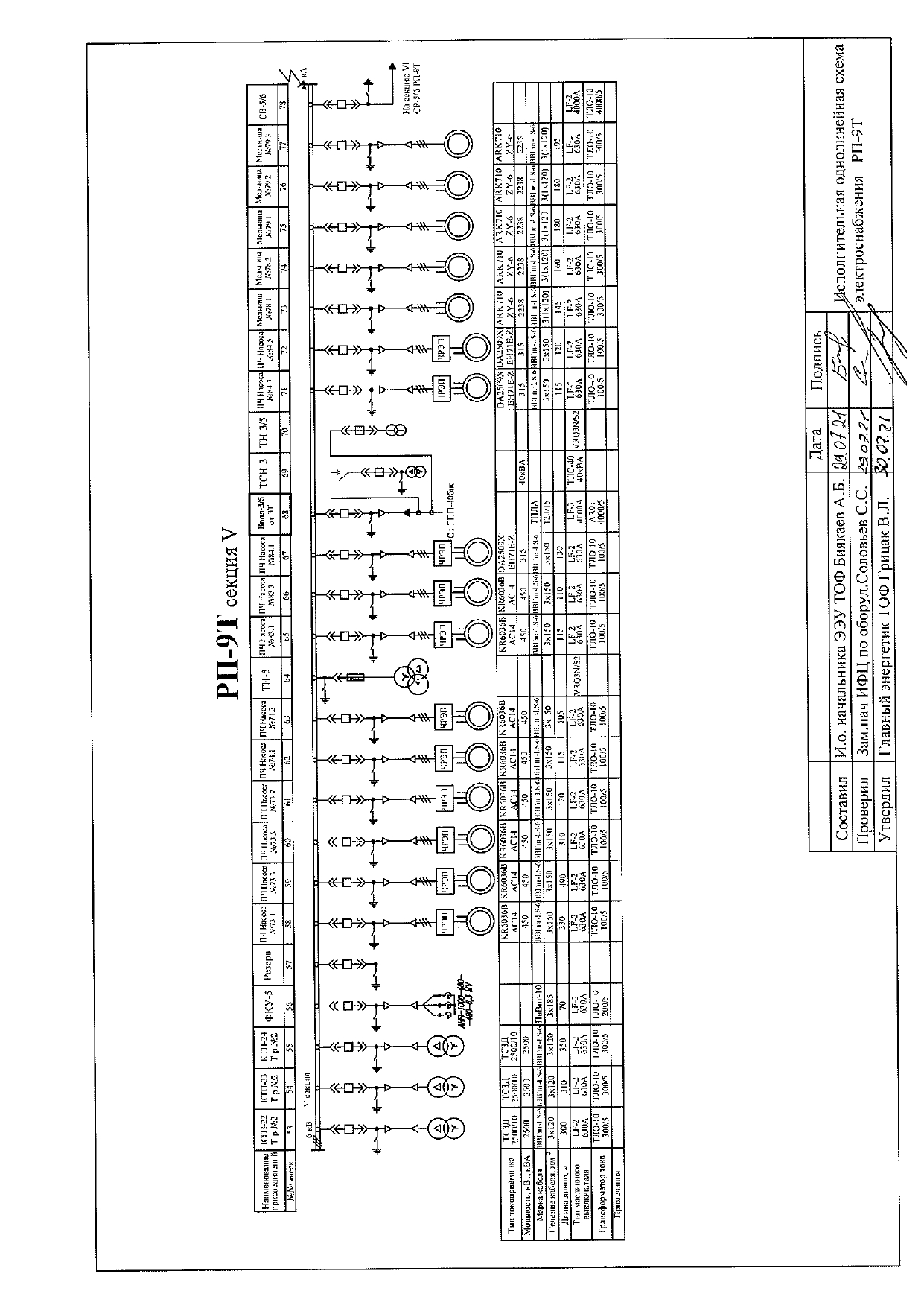 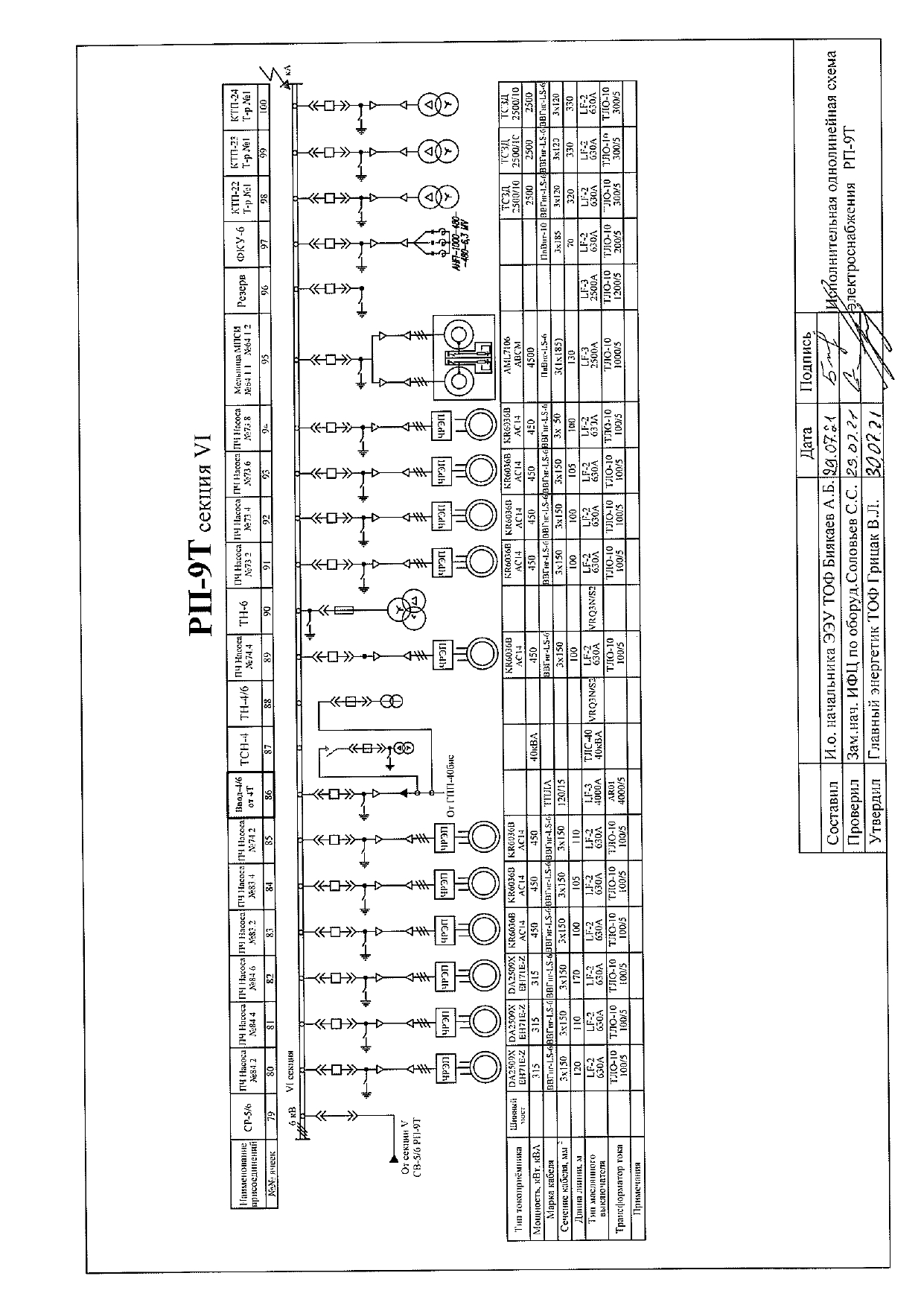 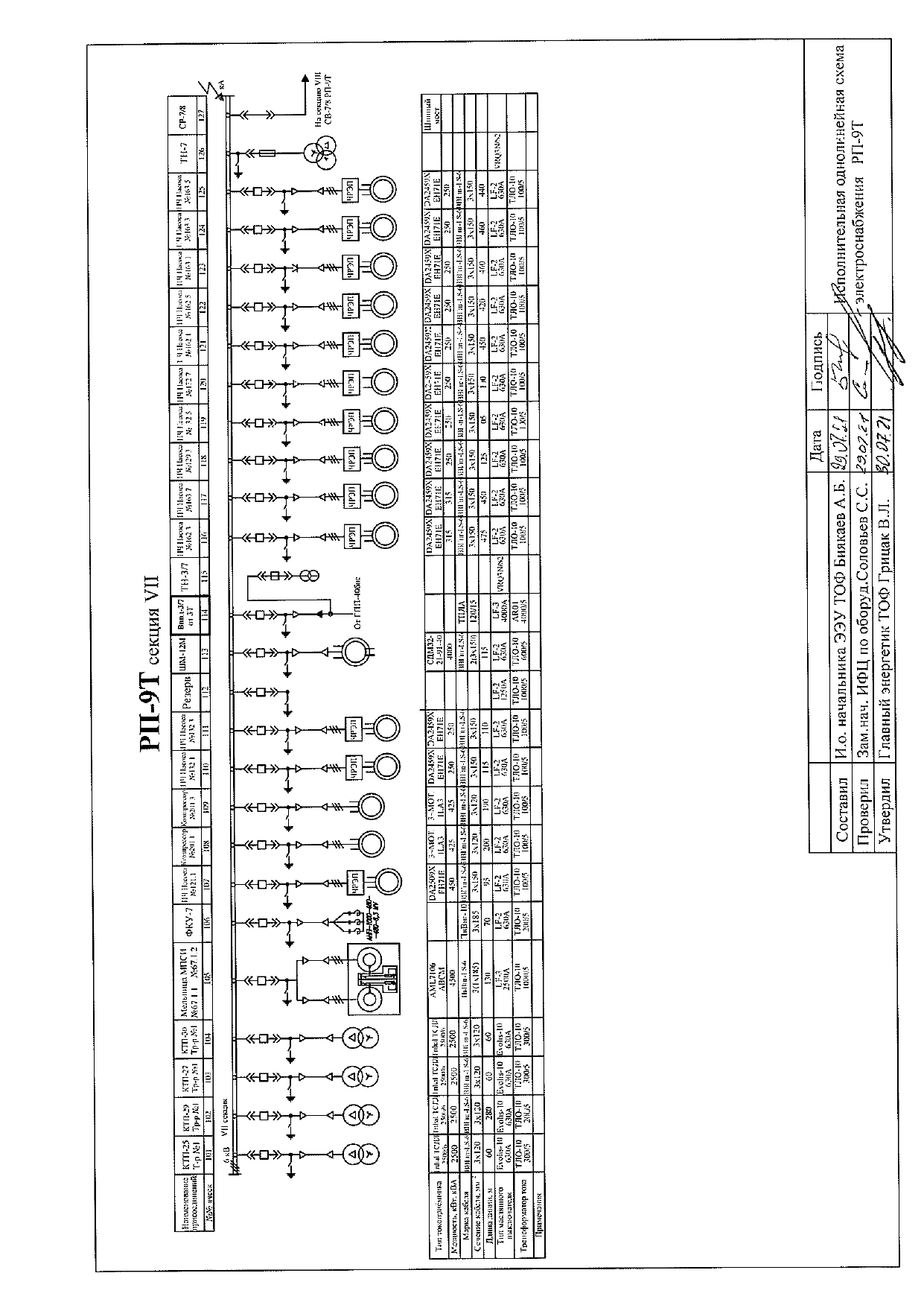 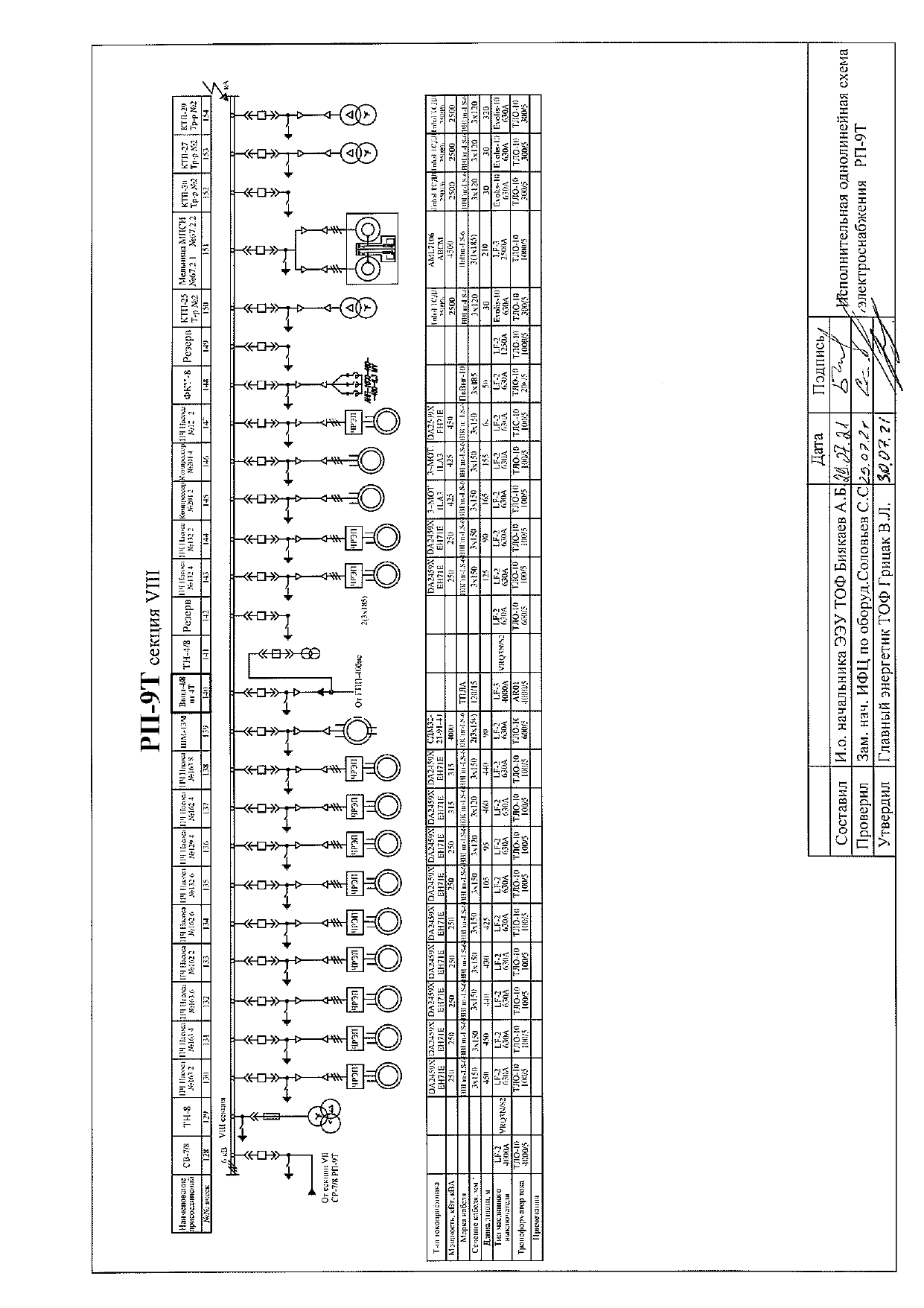 Приложение В Однолинейная схема РП-8Т 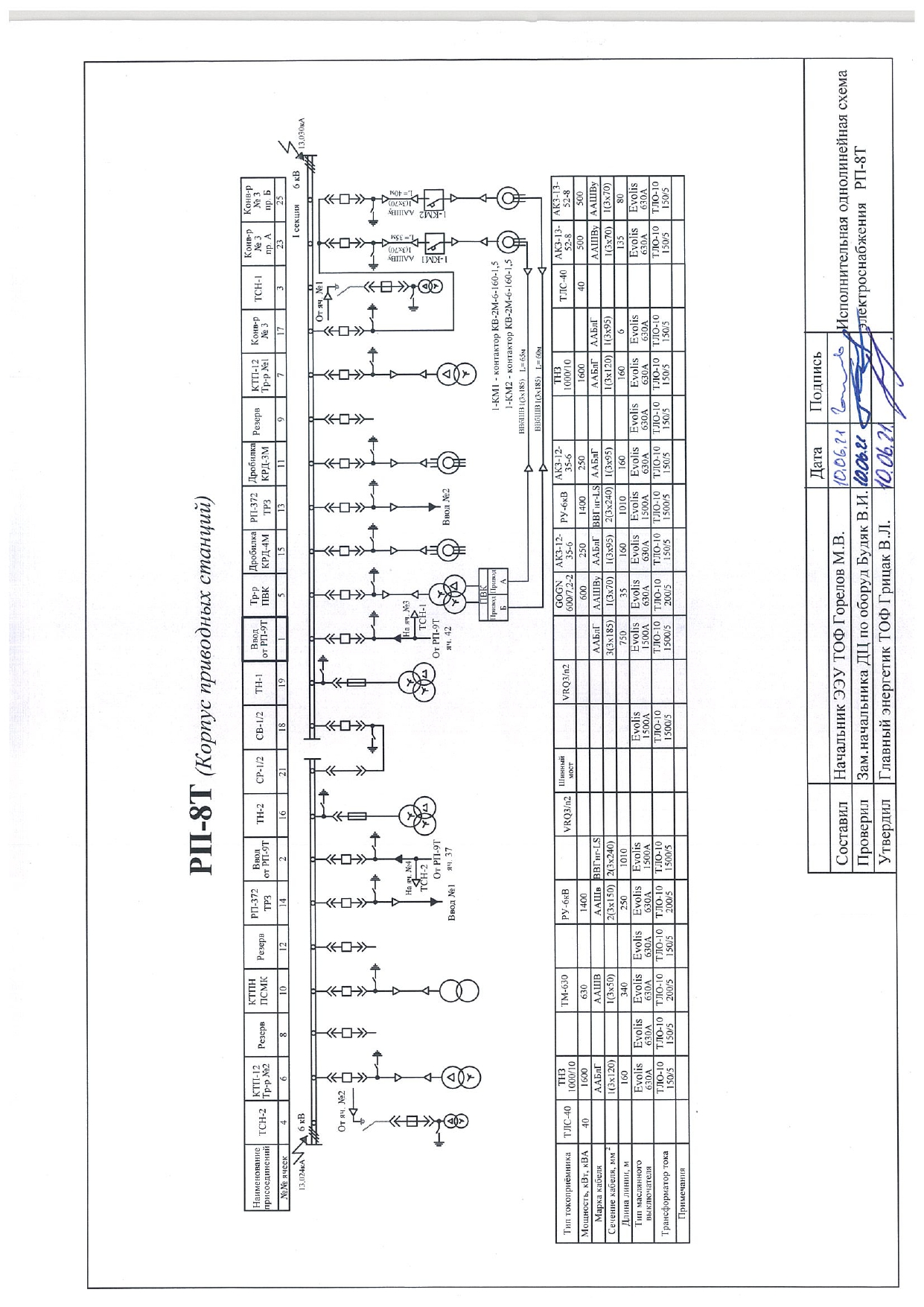 Приложение Г Схема безопасного движения по ТОФ 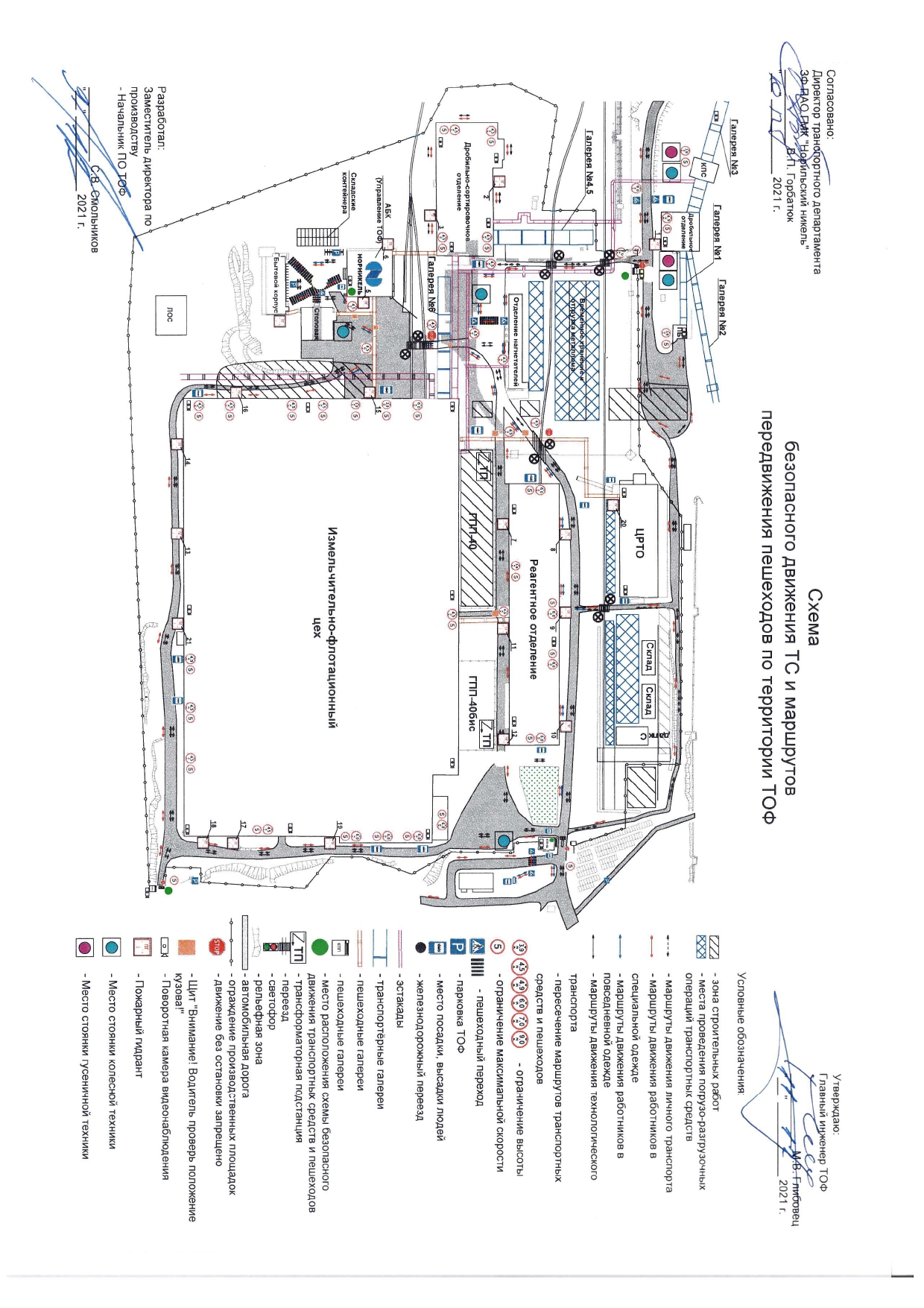 |