Реферат не прерывная разливка стали. Непрерывная разливка стали 202-251 Волков М.В.. Машины непрерывной разливки стали
 Скачать 319.98 Kb. Скачать 319.98 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «Московский политехнический университет» (МОСКОВСКИЙ ПОЛИТЕХ) Кафедра «Металлургия» Современные технологии металлургических процессов Практическая работа по теме: «Машины непрерывной разливки стали» выполнил студент группы 202-251 Волков М.В. ______________________ Проверил: к.т.н., доц. Шульгин А.В. Москва 2022  Описание: Описание:Машина непрерывного литья заготовок (МНЛЗ) - установка обеспечивающая непрерывный перевод жидкой стали, находящейся в сталеразливочном ковше, в твердое состояние в виде заготовок определенной геометрической формы. Процесс разливки металла на МНЛЗ обеспечивает последовательную (без остановок) разливку определенного количества ковшей, подаваемых от сталеплавильных агрегатов, а получаемая заготовка при этом разрезается на мерные длины в соответствии с требованиями потребителей и затем отправляется на перекат в соответствующие прокатные цехи. 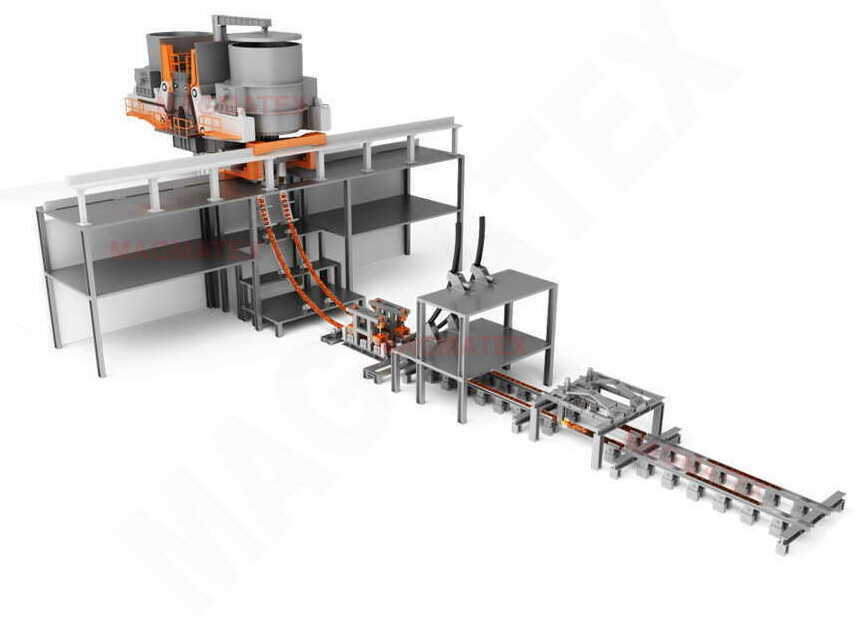  Преимущества: Преимущества:Использование непрерывной разливки в сталеплавильном производстве способствует экономии капиталовложений в связи • с исключением затрат на парк изложниц, сооружение цеха подготовки составов, стрипперного отделения, обжимных станов • обеспечивает значительную экономию металла вследствие уменьшения обрези • экономия энергии, которая тратилась на подогрев слитков в нагревательных колодцах • позволяет снизить экологическую нагрузку на атмосферу • повысить качество металлопродукции • автоматизировать процесс литья и улучшить условия работы обслуживающего персонала Машины непрерывного литья заготовок (МНЛЗ) для стали делятся на: По геометрии кристаллизатора Вертикальные Особенностью вертикальных МНЛЗ заключаются в том, что все процессы формирования заготовки происходят в вертикальной плоскости (так же, как и у слитка). 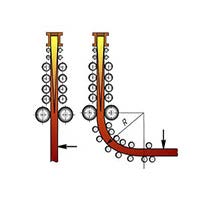 Радиальные Конструктивной особенностью таких машин является наличие кристаллизатора конкретного радиуса , что обеспечивает получение радиальной технологической линии. Криволинейные Имеют кристаллизатор и часть зоны вторичного охлаждения с постоянной кривизной и участок переменной кривизны, где происходит плавное выпрямление заготовки с жидкой сердцевиной. 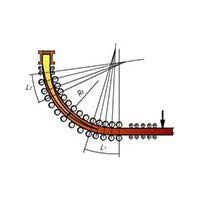 Горизонтальные Широкое распространение горизонтальные МНЛЗ получили при разливке цветных металлов и сплавов. Они компактны и их удобно размещать в действующих цехах  По геометрии слитка    Слябовые Блюмовые Сортовые Жидкая сталь непрерывно заливается в водоохлаждаемую форму, называемую кристаллизатором. Перед началом заливки в кристаллизатор вводится специальное устройство с замковым захватом («затравка»), как дно для первой порции металла. После затвердевания металла затравка вытягивается из кристаллизатора, увлекая за собой формирующийся слиток. Поступление жидкого металла продолжается и слиток непрерывно наращивается. В кристаллизаторе затвердевают лишь поверхностные слои металла, образуя твёрдую оболочку слитка, сохраняющего жидкую фазу по центральной оси. Поэтому за кристаллизатором располагают зону вторичного охлаждения, называемую также второй зоной кристаллизации. В этой зоне в результате форсированного поверхностного охлаждения заготовка затвердевает по всему сечению. Этот процесс слиткообразования является способом получения слитков неограниченной длины.  
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||