Делительная головка. Материал из Википедии свободной энциклопедии Текущая версия страницы пока
 Скачать 349.64 Kb. Скачать 349.64 Kb.
|

 Делительная головка Делительная головка[править | править код] Материал из Википедии — свободной энциклопедии Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 17 октября 2015; проверки требуют 3 правки. 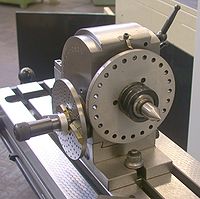 Делительная головка на фрезерном станке Делительная головка — горизонтальное станочное приспособление, является важной принадлежностью фрезерных и координатно-расточных станков. Применяется для периодического поворота заготовки (деление) на равные или неравные углы, например при нарезании зубьев, фрезерования многогранников, впадин между зубьями колёс, канавок режущих инструментов; для более точного перемещения стола (например при изготовлении зубчатых реек) и т. п., а также для беспрерывного вращения заготовки согласованно с продольной (осевой) подачей (например, при нарезании спиральных канавок у свёрл, зенкеров и т. п., или при фрезеровании косозубых зубчатых колёс). Заготовки закрепляются в патроне, длинные — с упором центра задней бабки и использованием люнета. Содержание [скрыть]
Виды делительных головок[править | править код]
Методы деления[править | править код] Непосредственное деление[править | править код] Непосредственное деление производится поворотом заготовки делительным диском без промежуточного механизма. Непосредственное деление осуществляется на упрощенных и оптических делительных головках, а также лобовым делительным диском на универсальных делительных головках. Простое деление[править | править код] Метод деления при котором отсчет производится по неподвижному делительному диску, а деление производится рукояткой, связанной со шпинделем делительной головки через червячную передачу, называется простым делением. Простое деление осуществляется на универсальных делительных головках боковым делительным диском. Комбинированное деление[править | править код] При комбинированном делении поворот головки складывается из поворота рукоятки головки относительно неподвижного делительного диска и поворота самого диска вместе с рукояткой относительно штифта заднего фиксатора на универсальной делительной головке. Дифференциальное деление[править | править код] Метод деления, при котором требуемый поворот шпинделя делительной головки получается как совокупность двух поворотов — поворота рукоятки относительно делительного диска и поворота самого диска, принудительно от шпинделя через систему зубчатых колес называют дифференциальным делением. Дифференциальное деление осуществляется на универсальных делительных головках, для чего они снабжаются комплектом сменных зубчатых колес. Непрерывное деление[править | править код] Непрерывное деление используется при фрезеровании винтовых и спиральных канавок и осуществляется на универсальных или оптических делительных головках с кинематической связью шпинделя головки и винта продольной подачи фрезерного стола. Маркировка делительных головок[править | править код] Маркировка универсальных делительных головок[править | править код] При маркировке универсальных используются следующие обозначения (на примере УДГ-40-Д250):
Маркировка оптических делительных головок[править | править код] Маркировка оптических делительных головок расшифровывается следующим образом (на примере ОДГ-5):
Делительные головки для фрезерных станков Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка.  Универсальная делительная головка Optimum TA 125 Особенности конструкции Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
Это устройство используется на протяжении последних нескольких лет. Классификация оснастки, используемой для установки угла Деление может происходить при использовании нижеприведенных типов конструкции: Яндекс.Директ
Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто. Методы деления Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
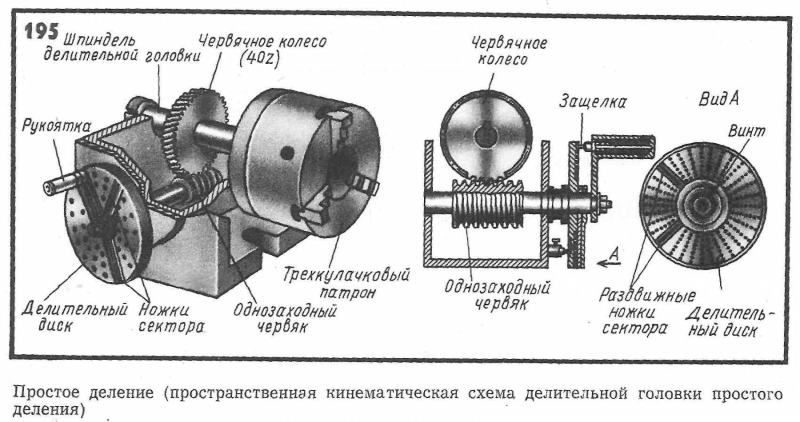 Кинематическая схема делительной головки простого деления Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.  Кинематическая схема при настройке на дифференциальное деление  Кинематическая схема при настройке на нарезание винтовых канавок Маркировка универсальной головки Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели. Маркировка оптической головки При применении фрезерного станка могут устанавливать также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае выглядит следующим образом:
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большим расхождениям в размерах. Расчет проводится при использовании современных методов. Последовательность настройки и применения Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643. Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин. Характеристики Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом основными элементами конструкции являются:
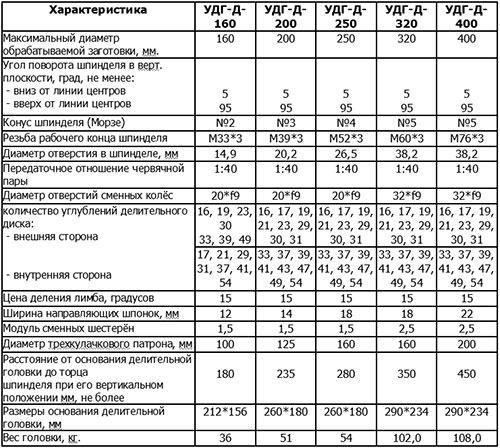 Характеристики делительных головок УДГ Шпиндель позволяет правильно закрепить заготовку. Кроме этого на шпиндель также крепится лимб, используемый в качестве диска для установки гула. Именно лимб используется для деления заготовки на несколько частей. Для того чтобы оборудование работало правильно на протяжении длительного времени следует ответственно отнестись к настройке оборудования. Как правило, на выполнение работы по установке показателей деления требуется довольно много времени. Скачать инструкцию «Универсальные делительные головки УДГ» Начало формы Конец формы Патрон, состоящий их трех кулачков, применяется при вертикальном позиционировании шпинделя. Особенностью этого конструктивного элемента можно назвать то, что при помощи всего одного ключа. При этом происходит центрирование заготовки и равномерное распределение нагрузки. Отечественная станкоинструментальная промышленность производит приспособления серии УДГ. Они различаются по наибольшим размерам изделий, которые могут быть изготовлены с их помощью. Эксплуатационные характеристики и технологические возможности головок серии УДГ производства ЛОМО или ООО «Делга» (Санкт-Петербург) приведены в таблице:
Аналогичными характеристиками обладают и импортные делительные головки, выпускаемые фирмами Proxxon (Германия), Proma (Чехия), BisnBial (Польша). При выборе типоразмера учитывают максимальные габариты исходной детали, параметры точности самого фрезерного станка, а также гарантийные обязательства производителя. В частности, важно, чтобы поставщик предоставлял возможность приобретения фирменных запасных частей, а также гарантировал качественную работу узла в течении минимум двух лет. В заключение отметим, что рассматриваемая оснастка подбирается в зависимости от типа используемого фрезерного станка. ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ: ВИДЫ, НАЗНАЧЕНИЕ, ХАРАКТЕРИСТИКИ, РАСЧЕТНАЯ ТАБЛИЦА Содержание статьи:
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Яндекс.Директ Назначение делительной головки 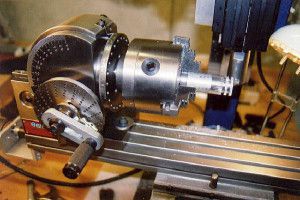 Делительная головка Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей. Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента. Подобный инструмент может понадобиться для выполнения следующих процессов:
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели. Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции. Виды делительной головки  Многофункциональная делительная головка Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ. Прежде всего необходимо определиться с типов проводимых работ на станке. Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации. В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно. Существует следующая классификация фрезерных делительных головок:
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков. Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах. Технические характеристики УДГ
 УДГ 400  УДГ 320  УДГ 250  УДГ 160  УДГ 125 Расчетная таблица делений
Самостоятельное изготовление 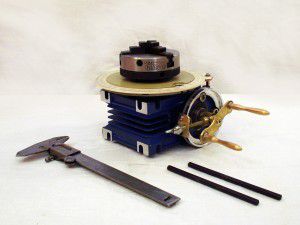 Самодельная делительная головка Одним из недостатков заводских моделей является их высокая стоимость. Поэтому для выполнения несложных операций изготавливается самодельная конструкция. Для практической реализации потребуются определенные компоненты. В первую очередь потребуется червячный редуктор. Его можно подобрать из б/у станков или выточить самостоятельно. Также необходимо использовать токарный патрон (оптимальный диаметр- 65 мм) и лимб. Последний можно взять из старых чертежных кульманов. Для ограничения обработки рекомендуется установить стопорящий винт. Прежде чем приступить к изготовлению деталей, необходимо выполнить настройку делителя. Для этого можно взять любую стандартную деталь и выточить какую-либо фигуру. После сравнения ее с аналогичной, выполняется дополнительная юстировка. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 УДГ-Д-250 за 32.500рСкидка 10% на доставку irvelprom.ruirvelprom.ruГарантия 1 год. Доставка по России и странам СНГУДГ-Д-200УДГ-Д-320УДГ-Д-160УДГ-Д-400Скрыть рекламу:Не интересуюсь этой темойТовар куплен или услуга найденаНарушает закон или спамМешает просмотру контента
УДГ-Д-250 за 32.500рСкидка 10% на доставку irvelprom.ruirvelprom.ruГарантия 1 год. Доставка по России и странам СНГУДГ-Д-200УДГ-Д-320УДГ-Д-160УДГ-Д-400Скрыть рекламу:Не интересуюсь этой темойТовар куплен или услуга найденаНарушает закон или спамМешает просмотру контента