Металлдарды оттек догалы кесу. Металлдарды оттек доалы жне ауадоалы кесу
 Скачать 365.78 Kb. Скачать 365.78 Kb.
|

|
Металлдарды оттек – доғалы және ауа-доғалы кесу Оттек-доғалы кесудің мәні электродты және металды пісіруді орындайтын кесу дайындаманың арасында электр доғаның пайда болуынан тұрады. Металл - кескіш аймақтан оттектің немесе ауаның ағынымен жойылады. Оттек-доғалы кесу кезінде оттек арнайы құрамының жағындысы бар металл электродтың ішкі каналы бойынша кесу аймағына кіреді (26.1-сурет). 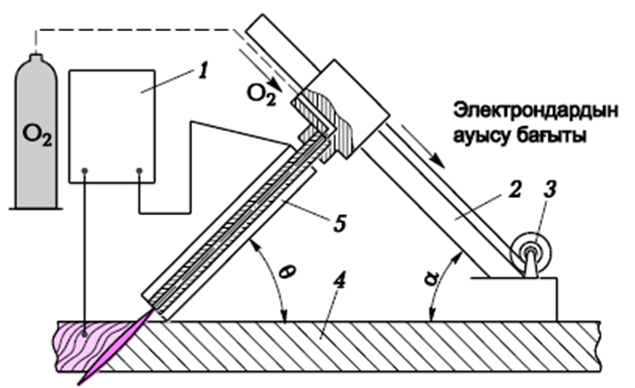 26.1 -сурет: Оттек доғалы кесу сұлбасы: 1 - электрмен қамту; 2 - бағыттаушы; 3 - электр жетегі; 4 - кесілген металл; 5 - электрод; Θ - электрод пен металлдың бетін кесу арасындағы бұрыш; α - қиылысатын металдың беті мен бағыттаушы беті арасындағы бұрыш Оттықтың тұтқасы электродты бекіту және оттекті қамтамасыз етеді. Кесу процесі электрод пен металдың арасындағы доғаны қозғаудан басталады, содан кейін металлдың тотығуын жүзеге асыратын және осы аймақтан реакция өнімдерін мәжбүрлеп алып тастайтын кесу аймағына оттек енгізіледі. Оттектің кескіш ағыны электродтан кейін беріледі. 26.3 - кестеде оттек-доға механикаландырылған болаттардың кескіндері келтірілген (26.3-сурет). Оттек-доғалы кесу көміртегі, легирленген, коррозияға төзімді болаттар, шойын және түсті металдарда қолдануға болады. 26.3 - кесте: 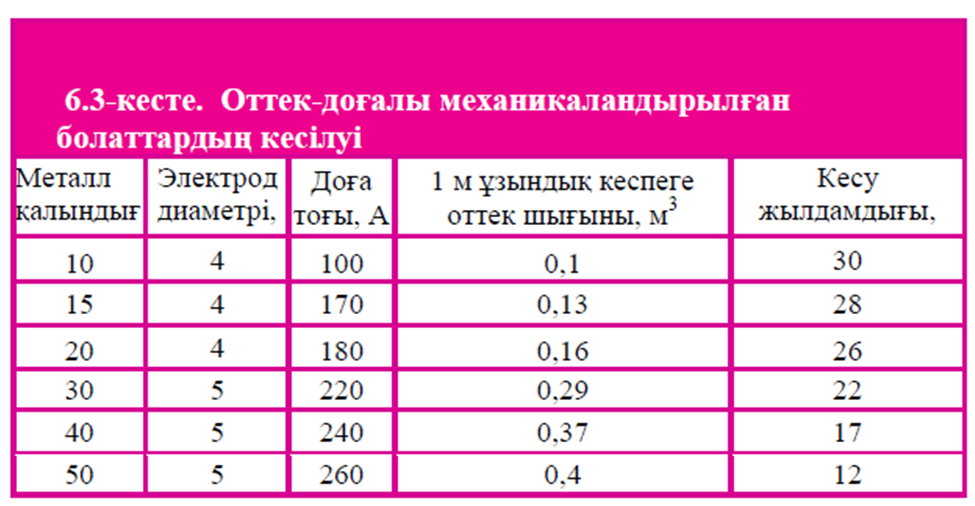 Кесу құбырлы болат және қиын балқитын металл емес электродтармен (графит, көмір), сондай-ақ DC және AC арқылы қарапайым қапталған болат электродтармен орындалады. Металлдардың ауа доғалы кесілуі үздіксіз көмір немесе графит электродымен жүргізіледі. Электрод ұстағышының стационарлық губкасында электродтың осіне параллель ауаны беру үшін тесіктер бұрғыланады. Ауа доғалы кесудің екі түрі бар - бөлгіш және беті. Кесу жиегін кесу кезінде электрод - кесу қуысында (сурет- 26.2, а) металл бетіне 60-90 градус бұрышта болады. Беткі кесу кезінде (26.2, b), доға электродтың соңы мен өңделетін металл беті арасында күйеді. Электрод бетіне 30 ° бұрышпен қиылысу бағытына қарама-қарсы бағытта еңкейген. Кесу кері кернеудің тұрақты тоғымен жүзеге асырылады. Доға кернеуі 45-50 В, тоқ 250-500 А (бөлек кескіш үшін - 1600 А дейін), электрод диаметрі 6-12 мм. Ауа қысымы - 0,4-0,6 МПа, ауа шығыны 20,40 м3 / сағ, балқытылған металдың салмағы 20 кг / сағ. Оттек-доғалы және ауа-доғалы кесу әдісі кесу бетінің жоғары сапасын қамтамасыз етпейді, сондықтан олар кесілген бетінің жоғары сапасы талап етілмеген немесе ыстық газбен қиындықтар туындаған жағдайларда ғана қолданылады. 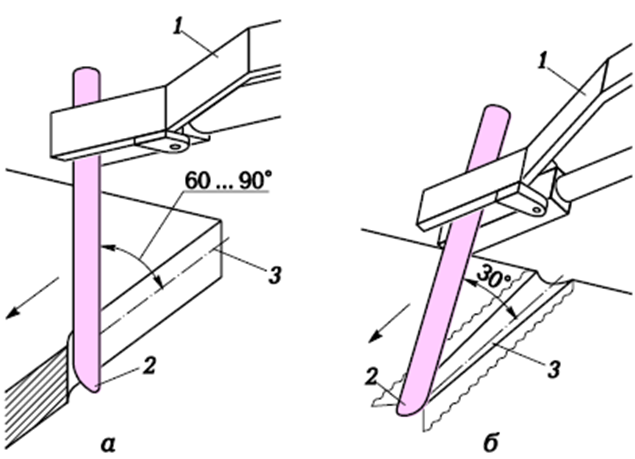 26.2-сурет. Металдарды аэромеханикалық кесу: a - бөлу; б - беті; 1 - электрод ұстаушы; 2 - электрод; 3 - кесілген металл (көрсеткілер кесу бағытын көрсетеді) Беткі ауа доғасын кесуді қолданудың өрістеуі балқыған жіктер ақауларын іріктеу, сондай-ақ болат, шойын және түсті құймалардың ақауларын жою кезінде орын алды. Жоғары легирленген болат пен шойынның ауа-доғалы кесу жоғары легірленген болаттар мен шойынның беткі қабатындағы оттек доғасы ағынымен бәсекелеседі, себебі бұл ағын, флюсты,жанар газды және оттекті талап етпейді. Ауа доғалы кесудің ағымдық көздері ретінде балқытудың түрлендіргіштері, жоғары қуатты түзеткіштер және қатты вольт-ампер сипаттамалары бар ауыспалы ток көздері пайдаланылады. Бұл электрлік импульстік режимде 2 000 А дейінгі тоқпен ағып кету процесінің тұрақты жүргізілуін қамтамасыз етеді. Ауа беру үшін компрессорлар қуаты 20-30 м3 / сағ пайдаланылады. Ауа беру желісінде су мен май бөлгіштерін орнату ұсынылады. Қолмен ауа доғалы кесу сапасы мен өндірісі көбіне кесушінің біліктілігіне байланысты. Кесу процесінде электродтың біркелкі емес берілуіне байланысты ойықтың тереңдігі өзгеруі мүмкін. |