Металлы и их сплавы
 Скачать 0.62 Mb. Скачать 0.62 Mb.
|

НИКЕЛЕХРОМОВЫЕ СПЛАВЫНикелехромовые сплавы, в отличие от хромоникелевых сталей не содержащие углерод, широко применяются в технологии металлокерамических зубных протезов. К его основным элементам относятся никель (60—65%), хром (23—26%), молибден (6—11%) и кремний (1,5—2%). Сплавы имеют хорошие литейные свойства — малую усадку (см. с. 24) и хорошую жидкотекучесть. Очень податливы в механической обработке. Сплавы на основе железа, никеля и хрома используются для литых одиночных коронок, литых коронок с пластмассовой облицовкой. Наиболее популярным из этих сплавов является Вирон-88 (Германия). Не содержащие бериллия и галлия сплавы НХ-Дент на никелехромовой основе для качественных металлокерамических коронок и небольших мостовидных протезов обладают высокой твердостью и прочностью. Каркасы протезов из них легко шлифуются и полируются. Сплавы обладают хорошими литейными свойствами, имеют в своем составе рафинирующие добавки, что позволяет не только получать качественное изделие при литье в высокочастотных индукционных плавильных машинах, но и использовать до 30% литников повторно в новых плавках. Основные компоненты сплава НХ-Дент NS vac (мягкий) — никель (62%), хром (25%) и молибден (10%). Он обладает высокой стабильностью формы и минимальной усадкой, что позволяет производить отливку мостовидных протезов большой протяженности в один прием. Является аналогом сплава Вирон-88 (Германия). Модификация сплава НХ-Дент NS vac имеет торговое название НХ-Дент NL vac (жидкий) и содержит 61% никеля, 25% хрома и 9,5% молибдена. Этот сплав обладает хорошими литейными свойствами, позволяющими получать отливки с тонкими, ажурными стенками. Современные сплавы типа Дентан разработаны взамен литейных нержавеющих сталей 12Х18Н9С и 20Х18Н9С2. Эти сплавы обладают существенно более высокой пластичностью (см. с. 10) и коррозионной стойкостью (см. с. 52) за счет того, что в их составе почти в 3 раза больше никеля и на 5% больше хрома. Хорошо известна роль оксидной пленки, обусловливающей химическую связь между металлом и керамикой. Однако для некоторых никелехромовых сплавов наличие оксидной пленки может иметь отрицательное значение, поскольку при высокой температуре обжига окислы никеля и хрома растворяются в фарфоре, окрашивая его. Возрастание количества окиси хрома в фарфоре приводит к понижению его коэффициента термического расширения, что может явиться причиной откалывания керамики от металла. Сплав Дентан D содержит 52% железа, 21% никеля, 23% хрома. Он обладает высокой пластичностью и коррозионной устойчивостью и имеет хорошие литейные свойства — небольшую усадку и хорошую жидкотекучесть. Основу сплава Дентан DМ составляют 44% железа, 27% никеля, 23% хрома и 2% молибдена. В состав сплава дополнительно введено 2% молибдена, что повысило его прочность в сравнении с предыдущими сплавами, при сохранении того же уровня обрабатываемости, жидкотекучести и других технологических свойств. Кроме того, известен Комохром (Сербия и Черногория) — сплав кобальта, хрома и молибдена для каркасов съемных зубных протезов. Этот сплав не содержит никель и бериллий, обладает хорошими физико-химическими свойствами. Температура плавления его составляет 1535°С, плотность сплава достигает 8,26 г/см3. Хорошими технологическими свойствами характеризуется сплав из неблагородных металлов Гуд Фит. Материал не провоцирует электрохимические нарушения в полости рта. СПЛАВЫ ТИТАНАПри росте токсико-аллергических реакций на различные металлы и их сплавы, применяемые в медицине, титан, благодаря высокой инертности и стабильности, рассматривается в стоматологии как обнадеживающая альтернатива. Его высокие токсикологические качества обусловлены способностью быстро образовывать на своей поверхности защитный оксидный слой, благодаря которому он не коррозирует и не выделяет свободные ионы металла, способные вокруг имплантата или протеза вызывать патологические процессы. Титан дает возможность использования только одного металла в полости рта. Он применим фактически для любых протезов, в том числе и для сверхпластичной формовки легких и прочных базисов. При этом не происходит никаких электрохимических реакций между различными частями протезов, а окружающие протез ткани остаются свободными от ионов металла.  Рис. Внешний вид (а) и принципиальная схема устройства (б) плавильной (вверху) и литейной (внизу) камер установки Рематитан-Аутокаст. Рис. Внешний вид (а) и принципиальная схема устройства (б) плавильной (вверху) и литейной (внизу) камер установки Рематитан-Аутокаст. Вкладки и накладки, цельнолитые и комбинированные коронки, мостовидные, дуговые (бюгельные) протезы, литые базисы полных съемных протезов, имплантаты — все это может быть выполнено из титана. Титан обладает следующими качествами: ─ надолго сохраняет инертность; ─ обладает твердостью от 140 до 250 ед. при плотности 4,51 г/см2 и КТР 9,6·10-6°С-1; ─ температура плавления составляет 1668°С; ─ требует использования специальных литейных установок и паковочных масс, а также специальной керамической массы для облицовки; ─ незначительной теплопроводностью; ─ устойчивостью к коррозии; ─ не вызывает неприятных вкусовых ощущений, в частности металлического привкуса; ─ менее рентгеноконтрастен, чем другие металлы, что делает возможным, например, легко обнаружить вторичный кариес у зуба, покрытого коронкой, или провести рентгеновский контроль отлитых изделий, выявляя литьевые раковины. В стоматологии используется чистый титан четырех марок (от Т1 до Т4). Высокие реакционная способность титана и температура плавления, низкая плотность требуют использования специальной литейной установки и паков ной массы. В данное время известны три такие установки. Это печи Рематитан, Биотан (обе — Германия) и японская установка Морита. Литейные установки Рематитан-Аутокаст (рис. 3.3) или Аутокаст- Универсал основаны на принципе плавки титана в защитной среде аргона на медном тигле посредством вольтовой дуги. Заливка металла в форму происходит помощи вакуума в литейной камере и повышенного давления аргона в плавильной, во время опрокидывания тигля. В начале процесса обе камеры (плавильная и литейная) продуваются аргоном с последующей эвакуацией смеси воздуха и аргона, после чего плавильная камера заполняется аргоном, а в литейной образуется вакуум. Включается вольтова дуга и начинается процесс плавления титана. После прохождения определенного времени резко опрокидывается плавильный тигель и металл всасывается в находящуюся в вакууме форму. Собственный вес, а также повышающееся давление аргона на этот момент также способствуют его поступлению в опоку. Так как в расплавленном состоянии реакционная способность титана очень высока, то он требует специальных паковочных масс, которые создают на основе оксидов алюминия и магнезии. Последние позволяют снизить реакционный слой титана до минимума. Так, например, для отливки дуговых (бюгельных) протезов используют паковочную массу Рематитан-Плюс, а для отливки каркасов (рис. 3.4а) коронок и мостовидных протезов — паковочные массы Рематитан-Ультра и Тринелл (рис. 3.4б). Получаемый для облицовки керамикой каркас должен иметь уменьшенную анатомическую форму зуба. Для благоприятного теплообмена между керамикой и металлом во время обжига обязательно наличие или охладительных ребер, или гирлянды. На мостовидных протезах большой протяженности наличие гирлянды обязательно также в целях упрочнения каркаса. Толщина колпачков должна быть не менее 0,4—0,5 мм. Каркасы дуговых (бюгельных) протезов также моделируются несколько толще по сравнению с таковыми из кобальтохромовых сплавов. Правильная установка литников и создание литниковой системы так же, как и правильное расположение в кювете, имеют большое значение и проводятся строго по правилам, предложенным фирмой-производителем литейных установок. Фирма «Дентаурум» предлагает следующие требования к литейной системе Рематитан. Для создания формы используется только специальный литьевой конус. Высота входного литникового канала от конуса до питающей балки составляет 10 мм при его диаметре 4—5 мм. Диаметр питающей балки равен 4 мм. Подводимые к отливаемому объекту литниковые каналы имеют диаметр 3 мм и высоту также не более 3 мм. Очень важно, чтобы подводящие каналы не располагались напротив входного литникового канала (см. рис. 3.5). В противном случае очень высока возможность возникновения газовых пор. Все соединения должны быть очень гладкими, без острых углов и т.д., чтобы максимально снизить возникающую во время заливки металла турбулентность, которая также приводит к образованию газовых пор. Литниковая система для дуговых (бюгельных) протезов, а особенно для литых базисов полных съемных протезов, также отлична от литниковых систем, которые применяются при литье кобальтохромовых сплавов.  Рис. Паковочная масса Рематитан-Ультра: а - каркас мостовидного протеза в опоке; б - фабричная упаковка материала.  Рис. Восковая композиция титанового каркаса протеза и литниковой системы. Во всех трех упомянутых выше литейных установках работает двухкамерный принцип. Титан плавится в плавильной камере, в среде аргона, в медном тигле при помощи вольтовой дуги и с помощью вакуума или давления аргона заливается в форму. Посредством диффузии газообразных и твердых элементов (кислород, углерод, кремний и др.) из атмосферы плавильной камеры и паковочной массы образуется более твердая поверхность титановой отливки. Это изменение твердости зависит от ингредиентов паковочной массы и обусловлено их реакциями с жидким титаном. Поверхностный слой настолько хрупок и загрязнен, что во время предварительной обработки каркаса протеза, особенно под облицовку керамикой, должен быть полностью удален. Для зуботехнического применения переход титана при температуре 882,5°С из одного кристаллического состояния в другое имеет очень большое значение. Металл переходит при этой температуре из альфа-титана с гексагональной кристаллической решеткой в бета-титан с кубической структурой, что влечет за собой не только изменение его физических параметров, но и увеличение объема на 17%. По этой причине также необходимо использование специальных керамических масс, температура обжига которых не должна превышать 880°С. При комнатной температуре у титана очень сильное стремление мгновенно образовывать с кислородом воздуха тонкий защитный оксидный слой, который предохраняет его в дальнейшем от коррозии и обусловливает хорошую переносимость титана организмом. Пассивный слой имеет способность самостоятельно регенерировать. После пескоструйной обработки, перед чисткой каркаса паром, необходимо оставить каркас минимум 5 мин пассивироваться. Только что отполированный протез должен пассивироваться не менее 10—15 мин, в противном случае нет гарантии хорошего блеска готовой детали протеза. Правильная обработка может успешно проводиться только специальными фрезами для титана с крестообразной насечкой (рис. 3.6). Уменьшенный угол рабочей поверхности дает возможность оптимально снимать достаточно мягкий металл с одновременно хорошим охлаждением инструмента. Обработка титана должна проводиться без сильного давления на инструмент. При сильном нажиме возможны локальные перегревы металла, сопровождаемые сильным образованием оксида и изменением кристаллической решетки. Визуально на обрабатываемом объекте происходит изменение цвета и слегка грубеет поверхность. В этих местах не будет необходимого сцепления с керамикой с возможностью появления трещин и сколов. Если же это не облицовываемые участки, то дальнейшая обработка и полирование не будет соответствовать предъявляемым требованиям.  Рис. Фрезы (б) для обработки каркаса (а) из титана. Фрезы для обработки титана должны храниться отдельно от других инструментов. Их необходимо регулярно очищать в пароструйном аппарате и щеточками из стекловолокна от остатков титана. Использование при обработке титана различных карборундовых дисков и камней или алмазных головок сильно загрязняет поверхность каркаса, что в дальнейшем также приводит к трещинам и сколам керамики. Поэтому использование вышеперечисленных инструментов пригодно только для обработки, например, каркасов дуговых (бюгельных) протезов, а использование алмазных головок следует полностью исключить. Шлифование и дальнейшее полирование открытых участков титана возможны только при помощи адаптированных для него шлифовальных резиновых кругов и полировочных паст. Многие фирмы, занимающиеся производством вращающихся инструментов, выпускают на данный момент достаточный ассортимент фрез и шлифовальных инструментов для титана. Приведем подходящие для титана параметры обработки: ─ скорость вращения наконечника не выше 15 000 об./мин; ─ низкое давление на инструмент; ─ периодичность обработки; ─ обработка каркаса только в одном направлении; ─ исключение острых углов и напусков металла; ─ использование при шлифовании и полировании только подходящих шлифовальных резиновых инструментов и полировочных паст; ─ периодическая чистка фрез в пароструйном аппарате и кисточкой из стекловолокна. Пескоструйная обработка перед нанесением связующего слоя при облицовке керамическим или композиционным материалом должна проводиться при следующих условиях: ─ использование чистого, только одноразового оксида алюминия; ─ величина зерна песка не должна превышать 150 мкм (оптимальная величина - 110-125 мкм); ─ давление струи песка, ориентированной под прямым углом к поверхности каркаса, не должно превышать 2 бар (2 атм). Как указывалось выше, после обработки необходимо оставить обработанный каркас на 5—10 мин пассивироваться, после чего провести чистку его поверхности паром. Обжиг или подобные процедуры, а также использование кислот или травления при работе с титаном полностью исключаются. Сплавы титана обладают высокими технологическими и физикомеханическими свойствами, а также токсикологической инертностью. В зарубежной специальной литературе существует точка зрения, по которой титан и его сплавы выступают альтернативой золоту. При контакте с воздухом титан образует тонкий инертный слой оксида. К его другим достоинствам относятся низкая теплопроводность и способность соединяться с композиционными цементами и фарфором. Недостатком является трудность получения отливки (чистый титан плавится при 1668°С и легко реагирует с традиционными формовочными массами и кислородом). Следовательно, он должен отливаться и спаиваться в специальных приборах в бескислородной среде. Разрабатываются сплавы титана с никелем, которые можно отливать традиционным методом (такой сплав выделяет очень мало ионов никеля и хорошо соединяется с фарфором). Новые методы создания несъемных протезов (в первую очередь коронок и мостовидных протезов) по технологии CAD/CAM (компьютерное моделирование/компьютерное фрезерование) сразу устраняют все проблемы литья. Съемные зубные протезы с тонколистовыми титановыми базисами толщиной 0,3—0,7 мм имеют следующие основные преимущества перед протезами с базисами из других материалов: ─ абсолютную инертность к тканям полости рта, что полностью исключает возможность аллергической реакции на никель и хром, входящие в состав металлических базисов из других сплавов; ─ полное отсутствие токсического, термоизолирующего и аллергического воздействия, свойственного пластмассовым базисам; ─ малую толщину и массу при достаточной жесткости базиса благодаря высокой удельной прочности титана; ─ высокую точность воспроизведения мельчайших деталей рельефа протезного ложа, недостижимую для пластмассовых и литых базисов из других металлов; ─ существенное облегчение в привыкании пациента к протезу; ─ сохранение хорошей дикции и восприятия вкуса пищи. Титан марки ВТ-100 листовой используется для штампованных коронок (толщина 0,14—0,28 мм), штампованных базисов (0,35— 0,4 мм) съемных протезов, каркасов титанокерамических протезов (Рогожников Г.И. и др., 1991, 1999; Суворина Е.В., 2001), имплантатов различных конструкций (рис. 3.7). Для имплантации применяется также титан ВТ-6. Для создания литых коронок, мостовидных протезов, каркасов дуговых (бюгельных), шинирующих протезов, литых металлических базисов применяется литьевой титан ВТ-5Л. Температура плавления титанового сплава составляет 1640° С. Применение в стоматологии получили пористый титан, а также никелид титана, обладающий памятью формы, в качестве материалов для имплантатов (Миргазизов М.З. и др., 1991). Был период, когда в стоматологии получило распространение покрытие металлических протезов нитридом титана, придающее золотистый оттенок стали и КХС и изолирующее, по мнению авторов метода, линию паяния. Однако эта методика не получила широкого применения по следующим причинам (Гаврилов Е.И., 1987): 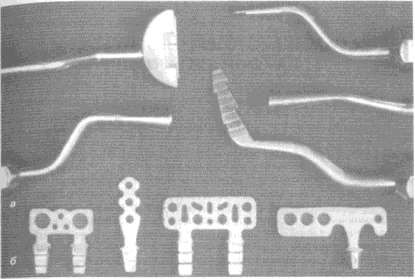 Рис. Изделия из титана: а - инструменты для имплантации; б - дентальные имплантаты. ─ покрытие нитридом титана несъемных протезов базируется на старой технологии, т.е. штамповке и пайке; ─ при применении протезов с нитрид-титановым покрытием используется старая технология протезов; таким образом, квалификация стоматологов- ортопедов не повышается, а остается на уровне 1950-х годов; ─ протезы с нитрид-титановым покрытием неэстетичны и рассчитаны на дурной вкус некоторой части населения. Наша задача — не подчеркивать дефект зубного ряда, а скрывать его. И с этой точки зрения данные протезы неприемлемы. Золотые сплавы тоже имеют недостатки эстетического характера. Но приверженность ортопедов-стоматологов к золотым сплавам объясняется не их цветом, а технологичностью и большой устойчивостью к воздействию ротовой жидкости; ─ клинические наблюдения показали, что нитрид-титановое покрытие слущивается, иначе говоря, это покрытие имеет ту же судьбу, что и другие биметаллы; ─ следует иметь в виду, что интеллектуальный уровень наших пациентов значительно возрос, а вместе с этим повысились требования к внешнему виду протеза. Это идет вразрез с попытками некоторых ортопедов найти суррогат золотого сплава; ─ причины появления предложения — покрытие несъемных протезов нитридтитаном — заключаются, с одной стороны, в отсталости материально- технической базы ортопедической стоматологии, а с другой — в недостаточном уровне профессиональной культуры некоторых врачейстоматологов. К этому можно добавить большое количество токсико-аллергических реакций организма пациентов на нитрид-титановое покрытие несъемных протезов. |