Лабораторная работа 1. Методы и средства измерения линейных размеров
 Скачать 404.65 Kb. Скачать 404.65 Kb.
|

|
Министерство науки и высшего образования Российской Федерации  Федеральное государственное бюджетное образовательное учреждение высшего образования Санкт-Петербургский горный университет Кафедра метрологии, приборостроения и управления качеством ОТЧЁТ По дисциплине Метрология, стандартизация и сертификация (наименование учебной дисциплины, согласно учебному плану) Лабораторная работа №1 Тема работы: «Методы и средства измерения линейных размеров» Выполнили: студенты гр. НГШ-18 Манисе М.Л. (шифр группы) (подпись) (Ф.И.О) Мартиньш К.К. (подпись) (Ф.И.О) Проверил: ассистент Уманский А. С. (должность) (подпись) (Ф.И.О.) Санкт-Петербург 2022 Цель работыОсвоение навыков работы с микрометром и штангенциркулем. Краткие теоретические сведения Цена деления шкалы - значение измеряемой величины, соответствующее расстоянию между двумя соседними отметками шкалы. Модуль нониуса - округленное до целого расстояние между штрихами шкалы нониуса. Начальное и конечное значения шкалы — соответственно наименьшее и наибольшее значения измеряемой величины, указанные на шкале, характеризующие возможности шкалы средств измерения и определяющие диапазон показаний. Диапазон показаний — область значений шкалы, ограниченная начальным и конечным значениями шкалы. Эту характеристику часто называют пределами измерения по шкале. Например, для индикаторов часового типа диапазон может составлять 2,5 или 10 мм, для гладких микрометров — 25 мм, для оптиметра — ±0,1 мм. Диапазон измерения, который часто называют пределом измерения средства измерения, — это диапазон значений измеряемой величины, который может быть измерен данным средством измерения (максимальное и минимальное значения, которые можно измерить данным прибором) и для которого нормируется допускаемая погрешность средства измерения. Аппаратура и оборудование Измерить диаметр сверла, самореза и размеры других небольших деталей с достаточной точностью линейкой не получиться. Тут нужен штангенциркуль, который позволяет измерять с точностью до 0,1 мм линейные размеры, в том числе размеры внутренних отверстий, их ширину и глубину. А при заточке концов измерительных губок, с помощью штангенциркуля можно выполнять разметку деталей. Штангенциркули бывают с отсчетом измеряемой величины по линейке и нониусу, круглому циферблату и цифровому индикатору (рис. 1). Разновидность штангенциркуля, с линейкой для измерения глубины отверстий, профессионалы еще называют «Колумбус».  Рис. 1 – Разновидности штангенциркулей Штангенинструменты — штангенциркули, штангенглубиномеры, штангенрейсмассы являются наиболее распространенными средствами линейных измерений. Штангенциркули предназначены для измерения наружных и внутренних размеров, а некоторые их разновидности применяют также для измерения глубины пазов и глухих отверстий, высоты уступов и для разметочных работ. 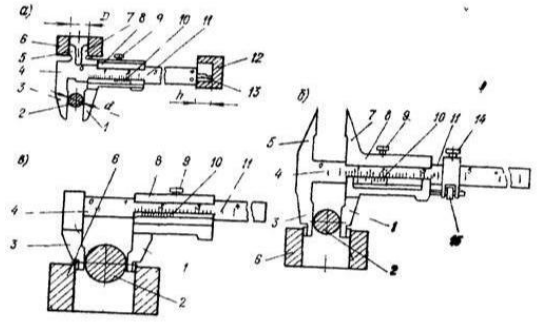 Рис. 2 – Штангенциркули Микрометрические инструменты — микрометры гладкие и рычажные, микрометрические глубиномеры и микрометрические нутромеры — также нашли широкое распространение. Микрометрические инструменты получили свое название от микрометрической головки, которая является их отличительным признаком. В настоящее время выпускают микрометрические инструменты с цифровым отсчетом (с встроенной 6 микроэлектроникой), в которых предусмотрено также подключение к ПК и печатающим устройствам для регистрации данных измерений. Микрометры - предназначены для измерения наружных (охватываемых) размеров — валов. Руководство при работе с микрометром: при измерении небольших деталей микрометр закрепляют в стойке (подставке), а деталь левой рукой вводят между измерительными плоскостями пятки и микрометрического винта; при наличии накладок на корпусе закреплять микрометр следует за эти накладки; вращать барабан надо только рукояткой трещотки, обеспечивающей стабилизированное измерительное усилие; вращение прекращают после третьего щелчка трещотки; перед измерениями проверяют нулевую установку шкал. Сдвигают микрометрический винт к пятке и после третьего щелчка проводят отсчет. Установку на нуль микрометров для размеров более 25 мм проводят с помощью установочной меры, имеющейся в комплекте микрометра. 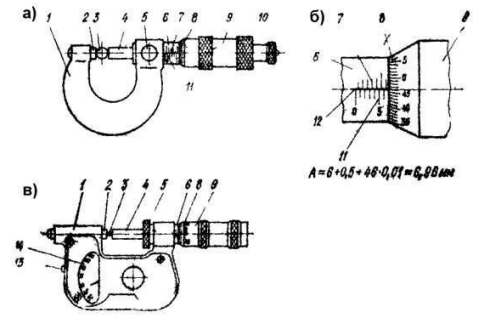 Рис. 3 – Микрометрические приборы 1 — скоба; 2 — пятка; 3 — контролируемая деталь; 4 — микрометрический винт; 5—стопор, 6— стебель, 7, 11— шкалы; 8 — круговая шкала, 9— барабан; 10— рукоятка трещотки; 12- продольный штрих; 13— кнопка арретира; 14—отсчетное устройство Порядок выполнения работы Подготовка к работе: 1. Ознакомиться с устройством штангенциркуля и микрометра. 2. Определить и записать основные метрологические характеристики приборов. Выполнение работы: 1) Произвести измерение всех размеров цилиндрической детали, указанных на чертеже штангенциркулем. 2) Для определения отклонения формы наружный диаметр детали необходимо измерить в двух взаимно перпендикулярных направлениях I-I и II-II и в 3-х сечениях A, В, С штангенциркулями (0,02; 0,05) и микрометром. 3) Результаты измерений записать в соответствующие графы таблицы. 4) Определить и записать в соответствующие графы таблицы величины отклонений от правильной геометрической формы; овальность определяется как наибольшая разность между наибольшим и наименьшим диаметрами, измеренными в каком-либо сечении (АА, ВВ, СС) в двух разных направлениях I и II; погрешность формы в продольном сечении детали – конусообразность, бочкообразность или седлообразность определяются разностью диаметров в трех разных сечениях, расположенных вдоль оси, наибольшую из этих разностей принимают за величину конусности, бочкообразности, вогнутости в зависимости от того, как изменяются размеры при переходе от сечения к сечению. Результаты измерений 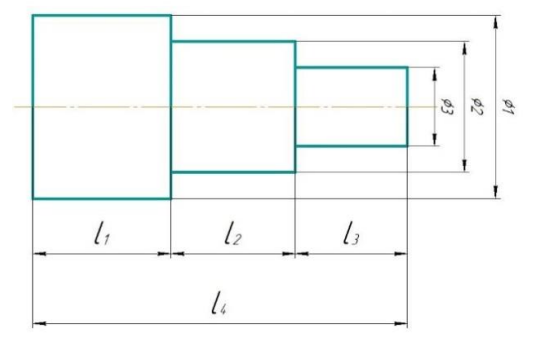 Рис. 4 – Эскиз детали 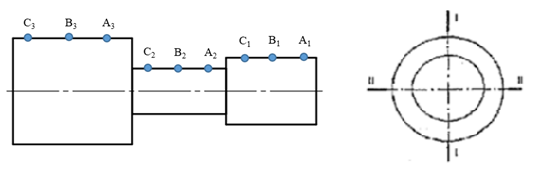 Рисю 5 – Схема измерения наружного диаметра детали Таблица 1 – Результаты измерения штангенциркулем
Таблица 2 - Отклонение профиля продольного сечения
Таблица 3 – Отклонение от круглости
 Рис. 6 – Графическое представление измерения точек C3, B3, A3 (таблица 2) по плоскости I-I  Рис. 7 – Графическое представление измерения точек (таблица2) C2, B2, A2 по плоскости I-I  Рис. 8 – Графическое представление измерения точек (таблица2) C1, B1, A1 по плоскости I-I  Рис. 9 – Графическое представление измерения точек (таблица2) C3, B3, A3 по плоскости II-II  Рис. 10 – Графическое представление измерения точек (таблица2) C2, B2, A2 по плоскости II-II  Рис. 11 – Графическое представление измерения точек (таблица2) C1, B1, A1 по плоскости I-I Вывод В ходе лабораторной работы были измерены длины и диаметры детали 2 приборами: штангенциркулем и микрометром, и представлены графически виды отклонения геометрической формы в продольном сечении детали (6 графиков: 3 – в плоскости I-I; 3 – в плоскости II-II). | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||