Контрольная по материаловедению. Контрольная работа Материаловедение. Министерство сельского хозяйства Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования Иркутский государственный аграрный университет имени А. А. Ежевского
 Скачать 421.17 Kb. Скачать 421.17 Kb.
|

|
Горелка - это устройство, предназначенное для получения устойчиво горящего пламени необходимой тепловой мощности, размеров и формы. Конструкция горелок обеспечивает смешение горючих газов и кислорода в требуемых соотношениях и плавное регулирование мощности пламени и состава горючей смеси. Инжекторные горелкн. Кислород через ниппель 1 (рис. 7) инжекторной горелки проходит под избыточным давлением 0.1 ... 0.4 МПа и с большой скоростью выходит из центрального канала инжектора 13. При этом струя кислорода создает разрежение в ацетиленовых каналах, за счет которого ацетилен подсасывается (инжектируется) в смесительную камеру 12, откуда образовавшаяся горючая смесь направляется в мундштук 7 и на выходе сгорает. Инжекторные горелки нормально работают при избыточном давлении поступающего ацетилена от 0,001 МПа. 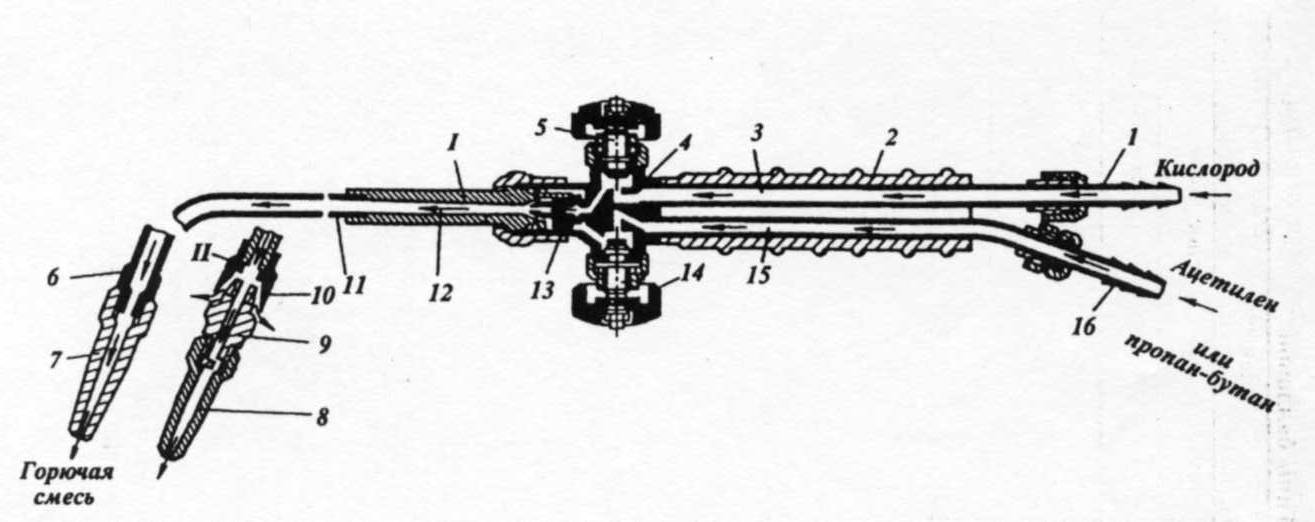 Рисунок 7 - Горелка инжекторная: 1-кислородный ниппель; 2- рукоятка; 3-кислородная трубка; 4-корпус; 5- регулирующий кислородный вентиль; 6-ниппель наконечника; 7-мундштук ацетиленовой горелки; 8-мундштук пропан-бутан-кислородной горелки; 9-штуцер; 10-подогреватель; 11-трубка для подачи горючей смеси; 12 -смесительная камера; 13-инжектор; 14- регулирующий вентиль горючего газа; 15-трубка для подачи горючего газа; 16-ниппель горючего газа; I- сменный наконечник для ацетиленкислородной горелки; II– то, же для пропан-бутан-кислородной горелки Повышение давления горючего газа перед горелкой облегчает работу инжектора и улучшает регулировку пламени, хотя при этих условиях приходится прикрывать вентиль горючего газа на горелке. Поэтому при использовании инжекторных горелок рекомендуется поддерживать перед ними давление ацетилена (при работе от баллона) в пределах 0,02 ... 0,05 МПа. Инжекторные горелки рассчитывают таким образом, чтобы они обеспечивали некоторый запас ацетилена, т.е. при полном открытии ацетиленового вентиля горелки расход ацетилена увеличивался бы по сравнению с паспортным для инжекторных горелок не менее чем на 15 %. Строение, температура и влияние сварочного пламени на расплавленный металл зависят от соотношения кислорода и ацетилена в горючей смеси. Горение ацетилена может быть представлено следующей реакцией, протекающей в две стадии: С2Н2 + 2,5О2 = 2СО2 + Н2О (пар) В первой стадии в горелку подают один объем ацетилена и один объем кислорода (С2Н2+О2=2СО+Н2). Во второй стадии за счет кислорода окружающего воздуха протекает реакция 2СО + Н2 + 1,5О2 = 2СО2 + Н2О В зависимости от соотношения кислорода и ацетилена в исходной горючей смеси различают три вида кислородно-ацетиленового пламени: - нейтральное, или нормальное восстановительное, пламя при соотношении О2:С2Н2 = 1:1,2; таким пламенем сваривают большинство металлов и сплавов; - науглероживающее пламя при соотношении О2:С2Н2<1, т. е. при избытке ацетилена. Ядро пламени при этом удлиняется по сравнению с ядром нормального пламени; пламя теряет резкие очертания. Такое пламя применяют при сварке чугуна и наплавке быстрорежущих сталей и твердых сплавов; - окислительное пламяпри соотношении О2:С2Н2>1,2, т. е. при избытке кислорода. Пламя при этом приобретает голубоватый оттенок, размеры ядра пламени уменьшаются; применяют при сварке латуней. На рис. 5 показана схема строения нормального сварочного пламени, образующегося при горении ацетилена. Пламя состоит из трех зон: ядра 1, восстановительной зоны 2 и окислительной зоны 3. Ядро пламени имеет вид усеченного конуса с округленным концом. Эта часть пламени состоит из смеси кислорода и раскаленных продуктов разложения ацетилена и кислорода (самая яркая часть пламени). В восстановительной зоне происходит выделение тепла в основном за счет окисления раскаленных частиц углерода в окись углерода. Наивысшая температура в этой зоне (до 3150°С) создается на расстоянии 3-5 мм от конца ядра пламени; эта зона имеет характерное синеватое свечение. Находящиеся в восстановительной зоне продукты горения ацетилена СО и Н2 нагревают и расплавляют металл; они также могут восстанавливать окислы, в том числе образующиеся при сварке окислы железа.  Рисунок 8 - Схема строения нормального ацетилено-кислородного пламени и график распределения температуры по его длине В окислительной зоне при избытке кислорода воздуха СО догорает в СО2 и Н2 в Н2О. Эта часть пламени имеет желтоватую окраску с красным оттенком. Газообразные продукты этой зоны обладают окислительной способностью. Однако они препятствуют контакту расплавленного металла с воздухом. Выборам электрода Св-А97 для сварки АЛ2 Диаметр электрода 3 мм Способ сварки – левый Принимаем напряжение дуги 19 В, ток 120 А 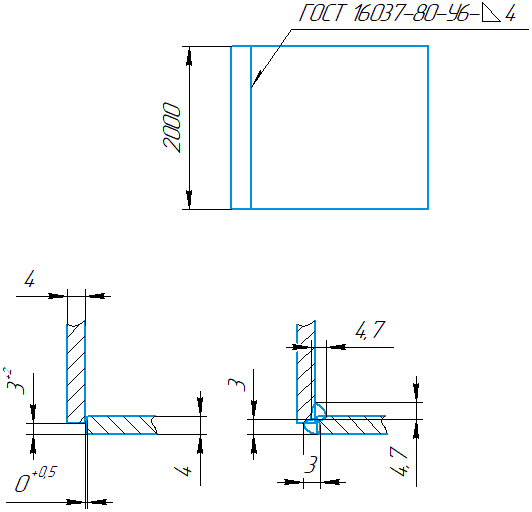 Рисунок 9 – Сварное соединение При наплавке размеры валиков рассчитывают по формуле Сварной валик b=2…4dэ = 3 3 = 9 мм hb=0,8…1,2dэ = 1 3 = 3 мм где - dэ – диаметр электрода, мм Ообщая площадь проплавленного металла шва FH = 0,75bhB =0,75 9 3= 20,25 мм2 Скорость подачи электрода рассчитывают по формуле  мм/мин мм/мингде р – коэффициент расплавления проволоки - плотность материала Для сварки в кислородно-ацетеленовом пламени коффициент Скорость перемещения присадочной проволоки при сварке находим по формуле  мм/мин мм/минГде н=р(1-) = 3,2(1-0,1)= 3,168 - коэффициент потерь металла, = 0,1…0,15 – коэффициент потерь металла на угар и разбрызгивание. Выбираем наплавку на обратной полярности Масса наплавки будет равна Длина дуги L = 1+223,140,5=7,28 мм Время горения дуги, ч  ч чПолное время сварки где Кп – коэффициент использования сварочного поста, для ручной сварки 0,5…0,55, для механизированных способов 0,6…0,7. Расход электроэнергии, кВтч, определяется по формуле  где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO– мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т – полное время сварки или наплавки, ч. Значения η источника питания сварочной дуги и WO можно принять по таблице: Таблица 8 – Зависимость мощности от рода тока
3. Расход ацетилена: 300 л/ч 4. Выбираем универсальную горелку ГС-58 с номером наконечника №4. 5. Способ сварки левый, т.к. толщина свариваемых деталей не большая. Угол наклона горелки 7. Выберите и опишите методы контроля сварного соединения. Качество сварного шва проверяем капиллярным методом. Литература 1. Оськин В.А. Материаловедение. Технология конструкционных материалов: учеб. для вузов. /В. А. Оськин, В.В. Евсиков. – М. : КолосС, 2007. – Кн.1. – 447 с. 2. Материаловедение / Б. Н. Арзамасов [и др.]; под ред. Б. Н. Арзамасова, Г. Г. Мухина. – М. : Изд-во МГТУ им. Н. Э. Баумана, 2004. – 646 с. 3. Практикум по материаловедению и технологии конструкционных материалов / В. А. Оськин [и др.]; под ред. В. А. Оськина, В. Н. Байкаловой. – М. : КолосС, 2007. – 318 с. 4. Материаловедение. Технология конструкционных материалов: словарь терминов : учеб. пособ. для вузов. - М. : КолосС, 2007. – 55 с. 5. Сафронов В.Е. Технология конструкционных материалов и материаловедение: Электронный учебник МГТУ www.mt2.bmstu.ru/technjl.php 6. Коротких М.Т. Технология конструкционных материалов и материаловедение: Электронный учебник www.lokesnet.ru/.../840-materialovedenieknigi.html 7. Приходько В.М., Фатюхин Д.С. Библиотека учебно-методической литературы www.librery.tkm.front.ru 8. Егоров Ю.П., Хворова И.А. Материаловедение и технология конструкционных материалов btn.sfu-kras.ru/ebibl/umkd/12/usam.pdf 9. Информационная система «Единое окно доступа по образовательным ресурсам» http://window.edu.ru |