отчет по курсовой. Моделирование литейных процессов
 Скачать 3.12 Mb. Скачать 3.12 Mb.
|

|
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования ИРКУТСКИЙ НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра металлургии цветных металлов Наименование кафедры Лабораторная работа на тему «Моделирование литейных процессов» по дисциплине «Металлургические технологии» Выполнил студент группы МЦб-13-1 ________ М. П. Пастухов подпись И. О. Фамилия Проверил к.т.н., доцент кафедры МЦМ _______ А.В.Никаноров подпись И. О. Фамилия Иркутск 2016 г. Моделирование литейных процессов в системе ProCast Цель работы: ознакомление с программным интерфейсом ProCast, а также получение начальных навыков работы в данной программе при моделировании литейного процесса заданной детали. Теоритическая часть Введение Опыт использования литейных программ на отечественных предприятиях показал, что в 90% случаев программы необходимы для решения задач, связанных с устранением грубых усадочных дефектов. С этой задачей могут справиться все литейные программы, в большей или меньшей степени. Программа ProCast является лидером среди литейных программ по точности расчетов и предоставляемым возможностям. ProCAST представляет собой систему 3D-моделирования литейных процессов методом конечных элементов и относится к PAM-системам инженерного анализа (Programs for Applied Mechanics - программы для прикладной механики).Система позволяет моделировать технологии свободного литья, литья по выплавляемым моделям, литься под низким и высоким давлением. Система состоит из следующих модулей: MeshCAST - автоматический генератор двух- и трехмерных конечно-элементных сеток на основе элемента-тетраэдра; PreCAST - препроцессор, считывающий конечно-элементную модель для назначения условий и свойств материалов формы и отливки; DataCAST - создает файлы для расчета; ProCAST - осуществляет анализ модели из MeshCAST при условиях, полученных из PreCAST; ViewCAST - постпроцессор для визуализации (результаты расчетов в виде отчетов). MeshCAST - это полностью автоматический генератор 2D и 3D (тетраэдральной) конечно-элементной сетки для системы ProCAST. Он позволяет осуществлять чтение CAD моделей, проверку импортированной геометрии и, при необходимости, ее «лечение». В MeshCAST также включен генератор оболочек, предназначенный для моделирования литья по выплавляемым моделям. MeshCAST имеет интерфейс с различными форматами CAD приложений. Дополнительно к файлам ProCAST, MeshCAST может читать следующие форматы: • геометрия: iges, step, parasolid и stl; • поверхностные сетки: patran и ideas; • объемные сетки: patran и ideas Обычно пользователь должен загрузить геометрию, проверить ее качество (геометрия, в конечном счете, должна быть исправлена, упрощена и улучшена). Должна быть сгенерирована поверхностная сетка, а на ее основе – объемная сетка. Должна быть произведена проверка качества объемной сетки и ее оптимизация. После этого объемная сетка готова для передачи в PreCAST - модуль препроцессора для ProCAST. PreCAST это препроцессор для ProCAST, позволяющий пользователю считывать конечно-элементную модель, назначать свойства материалов для различных компонентов модели, задавать контактные, граничные и начальные условия. DataCAST компилирует настройки и создает необходимые для расчета файлы. ViewCAST - постпроцессор, позволяющий пользователям визуализировать результаты расчета в виде отчета ProCAST. Опыт использования литейных программ на отечественных предприятиях показал, что в 90% случаев программы необходимы для решения задач, связанных с устранением грубых усадочных дефектов. С этой задачей могут справиться все литейные программы, в большей или меньшей степени. Программа ProCast является лидером среди литейных программ по точности расчетов и предоставляемым возможностям. Ход работы Таблица
 Рис. 1. Исходная модель 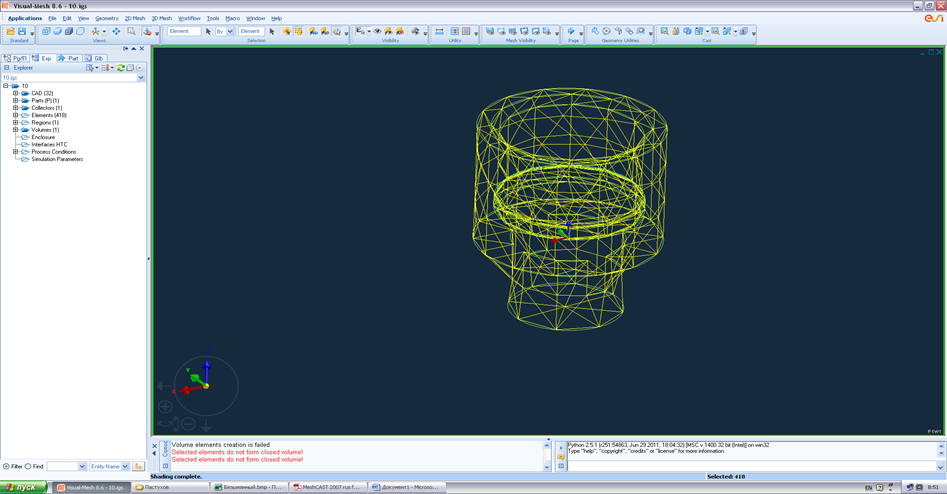 Рис. 2. Построение поверхностной сетки 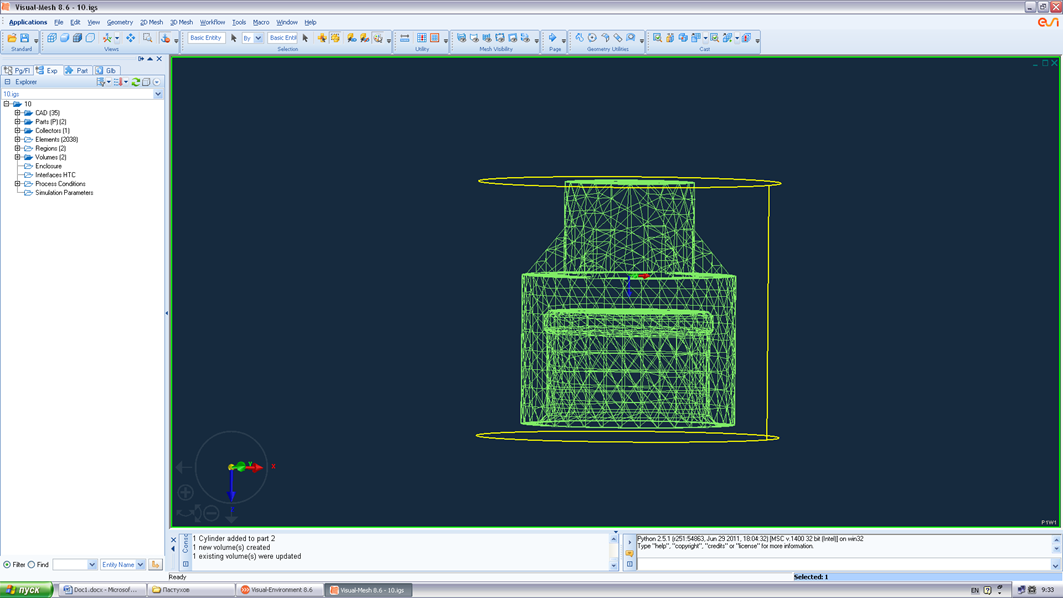 Рис. 3 Создание формы оболочки 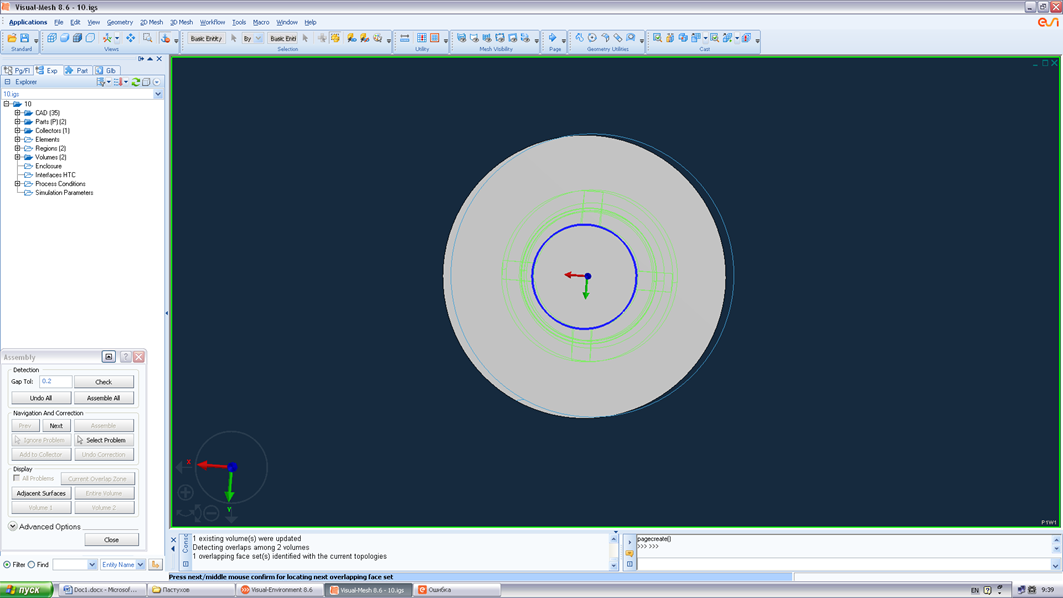 Рис. 4 Сборка геометрии 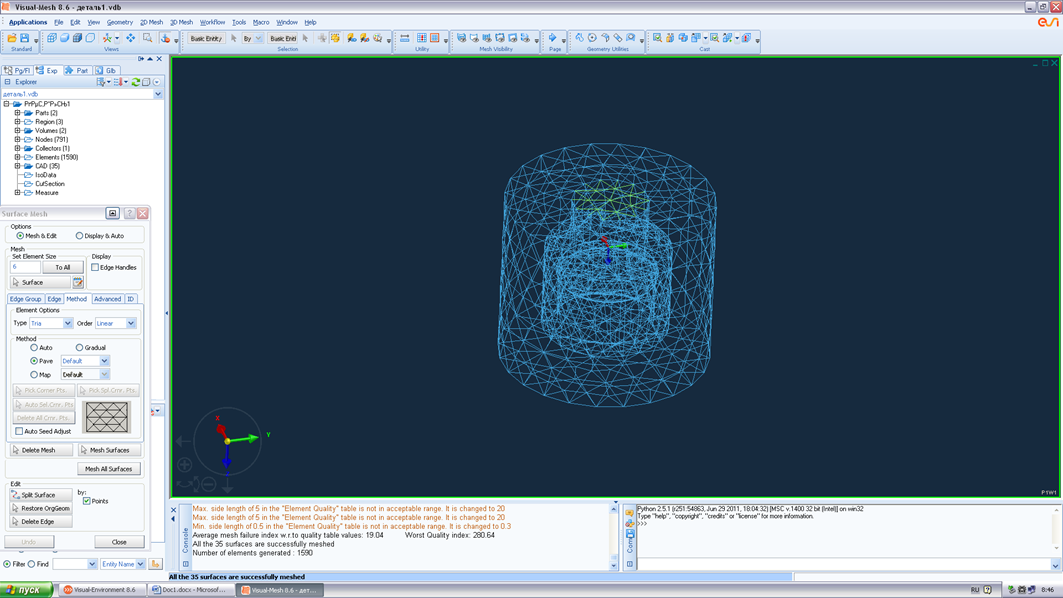 Рис.5 Сборка геометрии 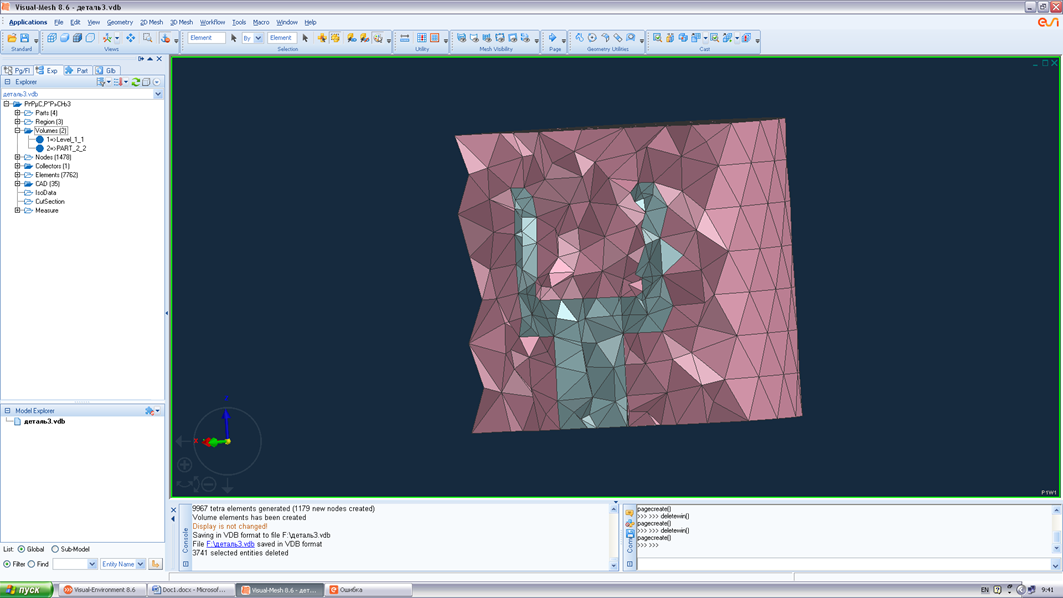 Рис. 6 Построение объемной сетки 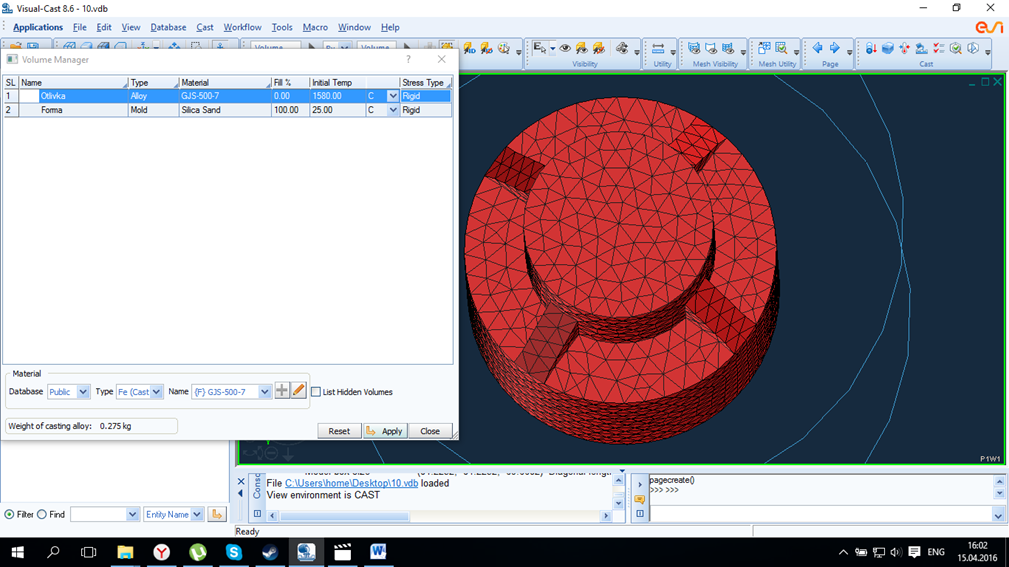 Рис.7 Подготовка параметров технологического процесса 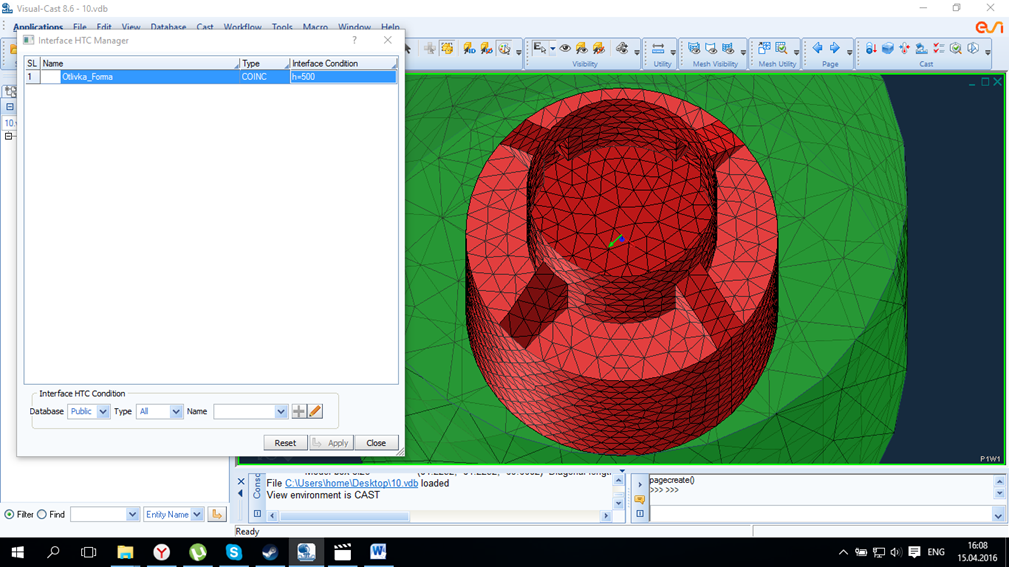 Рис. 8 Подготовка параметров технологического процесса 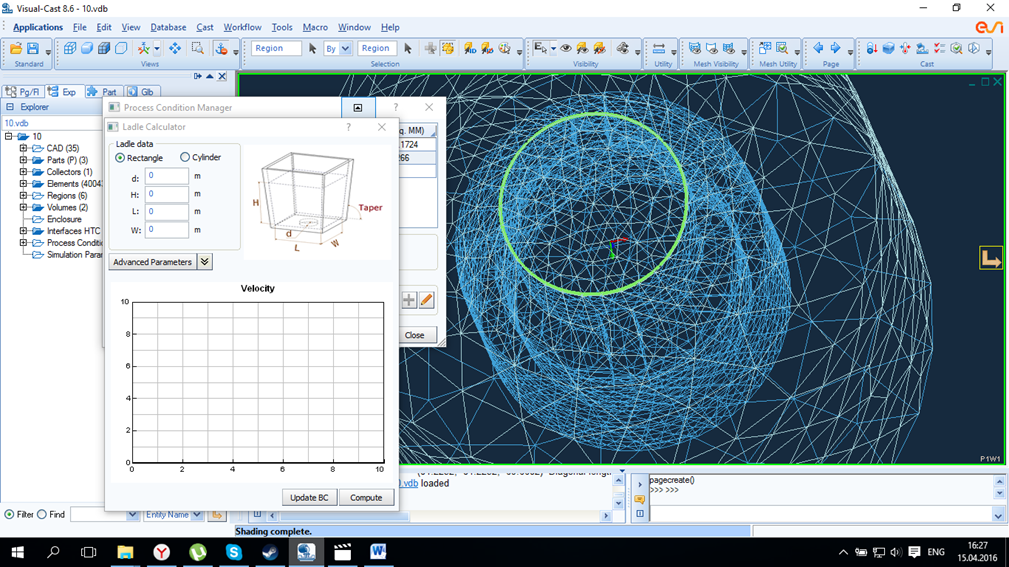 Рис. 9 Подготовка параметров технологического процесса 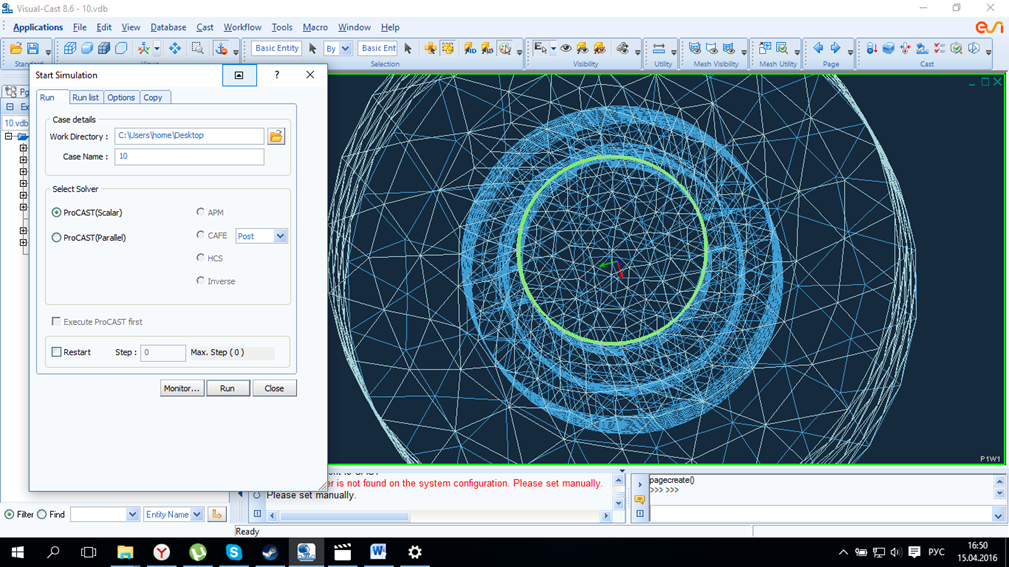 Рис. 10 Запуск расчета (пункт 3.13) Вывод: в ходе выполнения лабораторной работы нам удалось ознакомиться с программным интерфейсом ProCast, а также провести моделировании литейного процесса заданной детали. |