Национальный исследовательский томский политехнический университет
 Скачать 144.91 Kb. Скачать 144.91 Kb.
|

|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Инженерная школа новых производственных технологий Направление – Материаловедение и технологии материалов ЛАБОРАТОРНАЯ РАБОТА №2 “Проверка годности калибра-пробки с помощью различных измерительных головок ” По дисциплине Метрология, стандартизацияи сертификация Выполнил студент гр. 4Б01 Ху Жуй цзэ Подпись Дата И.О.Фамилия Проверил _ ________________________ Коротков В.С Подпись Дата И.О.Фамилия Томск – 2021 Цель работы: Изучить устройство, принцип действия и метрологические характеристики индикатора часового типа и индикаторных приборов. Получить навыки самостоятельной работы с приборами, измерив детали индикаторной скобой и индикаторным нутромером. Виды индикаторных приборов, используемых в работы, их метрологические характеристики и метод измерения: В данной лабораторной работе нами применялись такие индикаторные приборы, как индикаторная скоба (рис.1) и индикаторный нутромер (рис.2) Характеристики индикаторной скобы: В корпусе скобы установлены индикатор часового типа, подвижная пятка 2 и сменная переставная пятка 3. Подвижная пятка 2 постоянно отжимается в сторону изделия измерительным стержнем индикатора и специальной пружиной. Переставная пятка 3 при освобожденном винте 4 и снятом колпачке может перемещаться в пределах до 50 мм. Диапазоны измерений индикаторных скоб составляют: 0÷50 мм, 50÷100 мм, 100÷200 мм, …, 600÷700 мм, 700÷ 850 мм, 850÷1000 мм. Основная погрешность прибора (в зависимости от типоразмера скобы) изменяется от 5 до 20 мкм.  Рис.1. Индикаторная скоба Метод измерения индикаторной скобой: Измеряем штангенциркулем деталь. Например, получаем размер d=42,15 мм. Набираем блок плоскопараллельных концевых мер длины (ПКМД=40+2=42 мм) Ослабляем винт 4, ставим блок ПКМД между подвижной пяткой 2 и переставной пяткой 3 (рис.3). Перемещением пятки 3 создаем натяг 1…2 мм по шкале индикатора. Закрепляем винтом 4 положение переставной пятки 3. Поворачиваем шкалу индикатора до совмещения «0» деления с большой стрелкой. Записываем показание индикатора при настройке (индикатор при настройке 1,00 мм). Убираем блок ПКМД, отводим подвижную пятку 2 нажатием на ручку арретира 1 и ставим измеряемую деталь. Записываем показания индикатора (индикатор при измерении 1,18 мм). Определяем относительное перемещение (относительное перемещение =1,18 – 1,00=0,18 мм). Рассчитываем действительный размер детали (d=ПКМД+=42+0,18=42,18). Характеристики индикаторного нутромера: Индикаторные нутромеры предназначены для измерения внутренних размеров и диаметров отверстий относительным методом. Наиболее часто применяют нутромеры типоразмеров из следующего ряда диапазонов измерения: 6 – 10; 10 – 18; 18 – 50; 50 – 100; 100 – 160; 160 – 250; 250 – 450; 450 – 700; 700 – 1000 мм. Устройство и работу индикаторных нутромеров рассмотрим на примере нутромера модели НИ – 100 (рис.4). В корпусе нутромера вставлена втулка – вставка 2, в которую с одной стороны ввернут сменный неподвижный измерительный стержень 3, а с другой стороны находится подвижный измерительный стержень 4, воздействующий на двухплечий рычаг 5, закрепленный на оси 6. Внутри корпуса размещен шток 8, поджимаемый к рычагу 5 измерительным стержнем индикатора часового типа и спиральной пружиной 10. Последние создают измерительное усилие в пределах от 200 до 500 сН.  Рис.2. Индикаторный нутромер. В пределах диапазона измерений нутромеры снабжаются комплектом сменных измерительных стержней. Положение неподвижного измерительного стержня после настройки фиксируется гайкой 7. Подвижный измерительный стержень 4 под воздействием измерительного усилия находится в крайнем исходном положении. Центрирующий мостик 12, поджимаемый двумя пружинами 11 к поверхности контролируемого отверстия, обеспечивает совмещение линии измерения с диаметром отверстия. Настройку нутромера на требуемый номинальный размер осуществляют по блокам ПКМД с боковиками, установленными в державках – струбцинах, или по аттестованным кольцам. Погрешность нутромеров обычно нормируется равной 1,5÷2,5 цены деления отсчетной головки. Метод измерения индикаторным нутромером: Подсчитать по номинальному размеру отверстия измеряемой детали номинальные размеры ПМДК. Подготовить установочный комплект (рис.5) из блока ПМКД, двух боковиков 2 и струбцины 1. Из комплекта сменных регулируемых стержней (прилагаются к нутромеру) выбрать стержень с диапазоном размеров, в котором находится номинальный размер измеряемого отверстия. Ввинтить сменный регулируемый стержень 3 в корпус нутромера 5. Ввести нутромер измерительными стержнями в установочный комплект между боковиками и создать для индикатора часового типа натяг 1÷2 мм (рис.5). Покачивая нутромер от себя на себя, поворачивая его влево – вправо вокруг вертикальной оси, нужно установить ось измерительных стержней (ось измерения) в положение, совпадающее с наименьшим расстоянием между измерительными поверхностями боковиков. Это положение покажет большая стрелка индикатора, когда дойдет до самого дальнего (при ее движении по часовой стрелке) деления шкалы и начнет движение обратно. Придав правильное положение индикатору, нужно зажать контргайку 4 сменного измерительного стержня 3 и установить нулевое деление шкалы индикатора до совпадения с большой стрелкой.  Рис.3. Индикаторный нутромер при настройке (а) (центрирующий мостик не показан) и при измерении (б) После настройки нутромера на «0» можно приступить к измерению отклонений размера отверстия детали от номинала. Вводим в отверстие измеряемой детали измерительную головку нутромера. Подпружиненный центрирующий мостик 8 ориентирует измерительную ось нутромера строго в диаметральной плоскости измеряемого отверстия (рис.5, б). Покачивая нутромер в вертикальной плоскости, определяем показания индикатора при крайнем правом положении большой стрелки. При определении действительных отклонений размеров отверстий от номинала руководствуются следующим правилом: отклонение принимают со знаком минус (« – »), если большая стрелка индикатора отклонилась от «0» деления шкалы по часовой стрелке, а отклонение против часовой стрелки показывает увеличение диаметра отверстия о номинального размера и действительное отклонение принимают со знаком плюс («+»). Значение действительного отклонения подсчитывают умножением числа делений шкалыиндикатора (указанное большой стрелкой от «0») на цену деления 0,01 мм. Действительный размер диаметра отверстия будет равен номинальному диаметру отверстия плюc(«+») или минус (« – ») действительное отклонение. Эскизы измеряемых деталей: 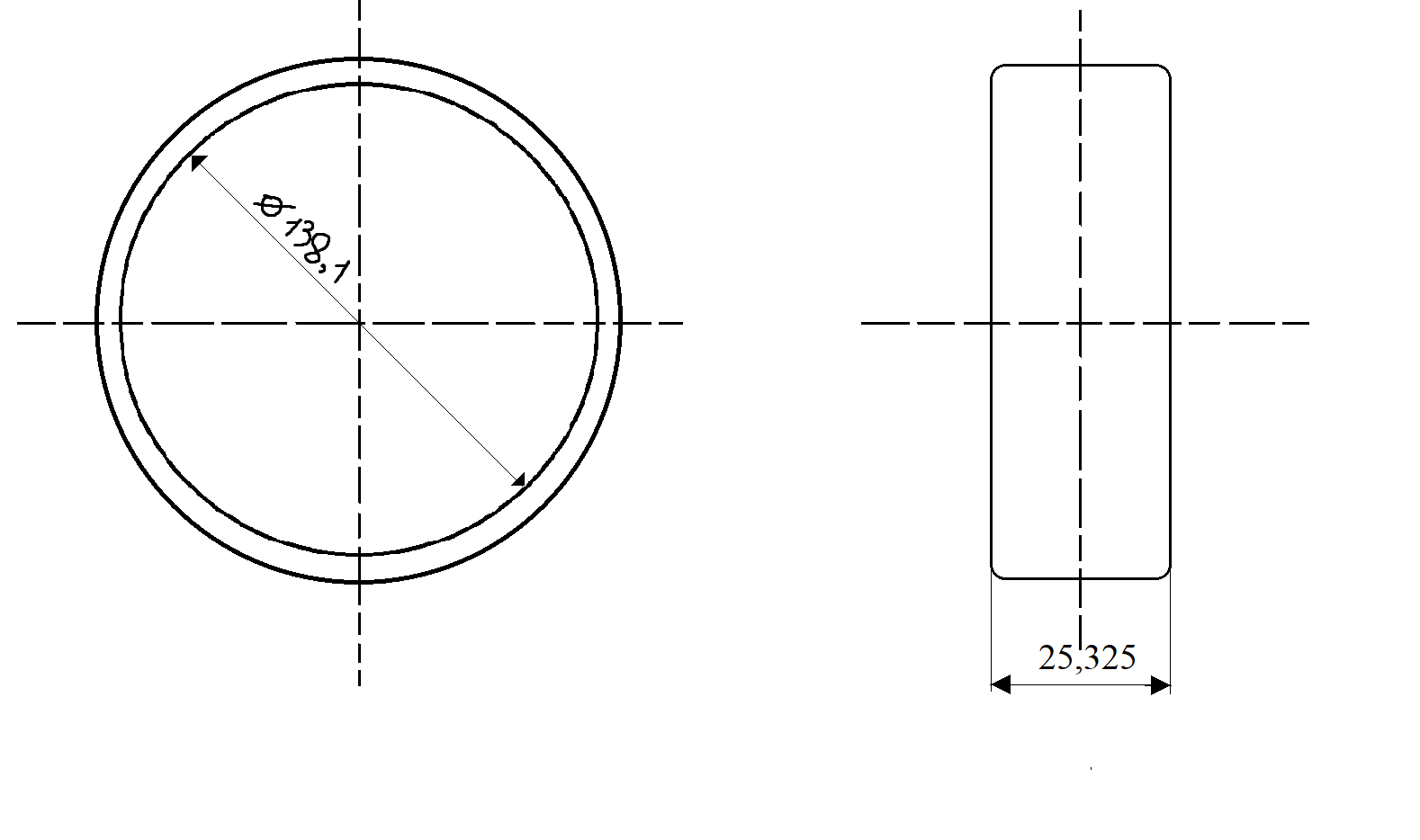 Рис.4. – Эскизы измеряемого кольца №3.  152,65 Оценка годности:  – измеренный параметр ширины кольца; – измеренный параметр ширины кольца;ПКМД = 10+9+5,5+1,005=25,505 – набор плоскопараллельных концевых мер длины.  , где НП – натяг в притере, НПН – натяг при настройки, ПП – показания индикатор при измерении. , где НП – натяг в притере, НПН – натяг при настройки, ПП – показания индикатор при измерении. – действительный размер детали. – действительный размер детали. – измеренный параметр внутреннего радиуса кольца; – измеренный параметр внутреннего радиуса кольца;ПКМД = 100+30+8+10=148 – набор плоскопараллельных концевых мер длины.  , где НП – натяг в притере, НПН – натяг при настройки, ПП – показания индикатор при измерении. , где НП – натяг в притере, НПН – натяг при настройки, ПП – показания индикатор при измерении. – действительный размер детали. – действительный размер детали.Вывод: В данной лабораторной работе изучили устройства, принцип действия и метрологические характеристики индикаторных приборов, таких как индикаторная скоба и индикаторный нутромер. Получили навыки самостоятельной работы с приборами, измерив детали выше указанными индикаторными приборами. |