Нормирование точности и контроль деталей сборочной единицы
 Скачать 1.95 Mb. Скачать 1.95 Mb.
|

|
 2.2. Нормирование точности шпоночных
2.2. Нормирование точности шпоночных | Наименования исходных данных | Значения исходных данных |
| Диаметр цилиндрического соединения d, мм | 50 |
| Ширина и высота шпонки  , мм , мм (ГОСТ 23360) | 14×9 |
| Шпонка направляющая или крепёжная? | Крепёжная |
| Тип производства: массовое или серийное? мелкосерийное или единичное? | Серийное |
| Количество шпонок в соединении одна? или несколько? | Одна |
| Расположение шпонок в соединении под углом 180° или 90°? | 180 |
Задание. Для шпоночного соединения, исходя из типа производства, условий работы, назначить посадки на ширину шпонки в пазы вала и втулки. Построить схемы интервалов допусков назначенных посадок. Вычертить эскизы поперечных сечений: шпоночного соединения, вала, отверстия и самой шпонки.
Решение.
Для заданного диаметра по решению задания 1.1.1 назначена посадка


По ГОСТ 23360 [1, табл. 4.1] для интервала диаметров 44–50 мм сечение шпонки b×h = 14×9 мм, интервал длин шпонки от 36 до 160 мм. Из этого интервала назначим наибольшую из возможных длин, равную 70 мм, поскольку ширина ступицы равна 76 мм, а длина шпонки примерно равна ширине ступицы или же на 5-8 мм меньше её.
Так как шпоночный паз вала закрытый, глубину паза вала задаем размером
 мм. Глубина шпоночного паза во втулке может задаваться размером
мм. Глубина шпоночного паза во втулке может задаваться размером  мм или размером
мм или размером  , последний является предпочтительным размером. Радиус закругления r или фаска S1max равны 0,4 мм.
, последний является предпочтительным размером. Радиус закругления r или фаска S1max равны 0,4 мм.С учетом того, что шпонка имеет 1-е исполнение, запишем условное обозначение шпонки: шпонка 14×9×70 ГОСТ 23360.
Изделие — металлорежущий станок, поэтому тип производства — серийный. Шпонка крепежная, так как зубчатое колесо установлено в средней части вала и не имеет продольного перемещения, следовательно, характер шпоночного соединения — нормальный.
По таблице 4.2 [1] выбираем поля допусков на ширину b шпонки и пазов в соответствии с выбранной схемой соединения: ширина шпонки — h9; ширина паза на валу — N9; ширина паза в отверстии втулки — Js9.
 Предельные отклонения для выбранных интервалов допусков
Предельные отклонения для выбранных интервалов допусков [1, табл. Б1 и Б3]:
 ;
; ;
; .
.Определим предельные размеры:
-в соединении шпонки с валом:




Максимальный зазор:

Максимальный натяг:

Средневероятный зазор:

Назначена посадка
 .
.-в соединении шпонки с валом:



Максимальный зазор:

Максимальный натяг:

Средневероятный зазор:

Назначена посадка
 .
.Рассчитаем допуски симметричности и параллельности шпоночных пазов:
 ,
,округляем до 0,020 мм для размера 70 мм (длина шпонки);
Для одной шпонки
 , округляем до 0,080 мм для размера 14 мм (ширина паза).
, округляем до 0,080 мм для размера 14 мм (ширина паза).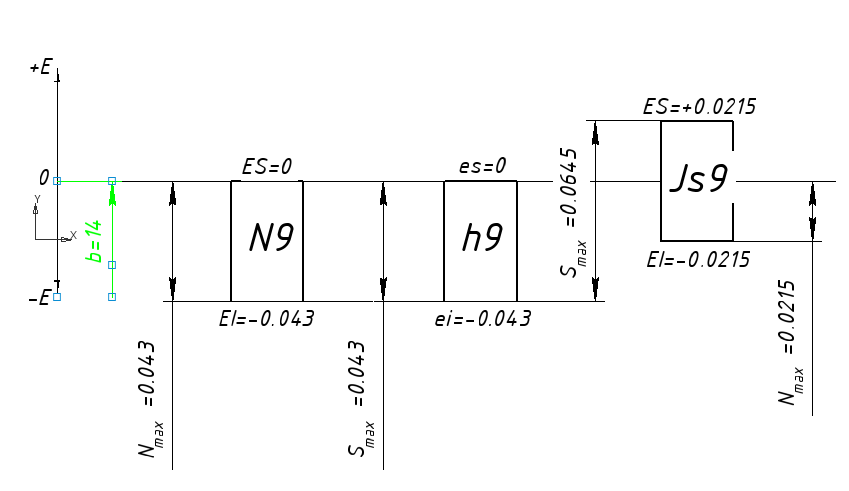
Схемы расположения интервалов допусков на размер b = 14

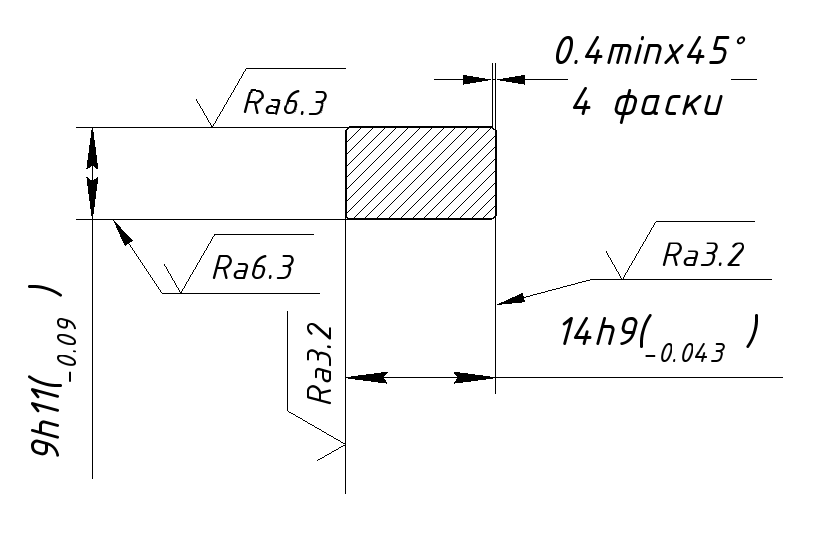
Выполнение шпоночного соединения:
а — поперечное сечение в сборе (1 — втулка; 2 — шпонка; 3 — вал);
б — сечение шпонки.
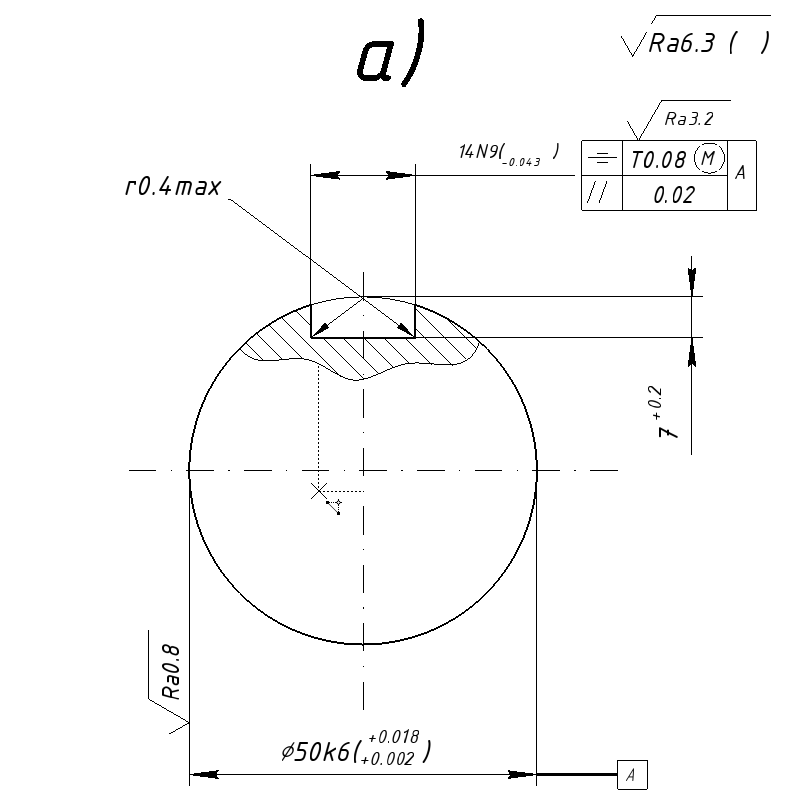
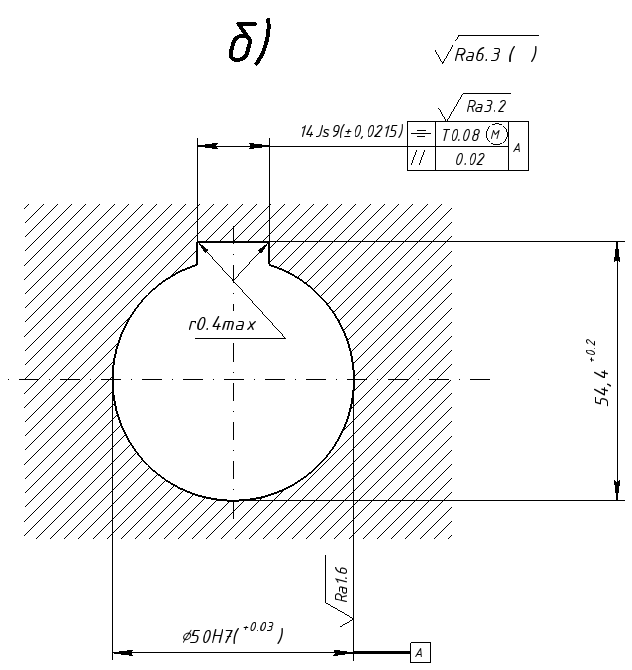
Поперечные сечения:
а — вала (шпоночный паз исполнения 3);
б — втулки