курсовая. Областное государственное бюджетное профессиональное образовательное учреждение Томский политехнический техникум
 Скачать 0.8 Mb. Скачать 0.8 Mb.
|

2.5 Технологический процесс получения бензина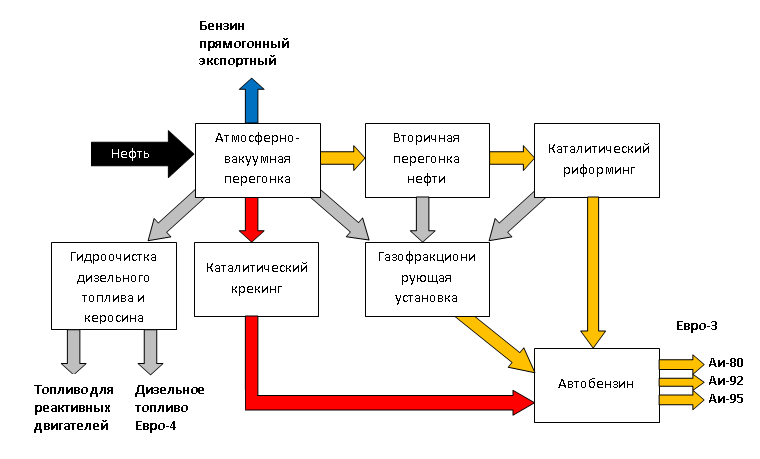 Рисунок 8. Технологический процесс получения бензина Бензиновая фракция – нефтяной погон с температурой кипения от н.к. (начала кипения, индивидуального для каждой нефти) до 150-205 °С (в зависимости от технологической цели получения авто-, авиа-, или другого специального бензина). Эта фракция представляет собой смесь алканов, нафтенов и ароматических углеводородов. Во всех этих углеводородах содержится от 5 до 10 атомов С. Главные технологические процессы производства бензина - каталитический крекинг и каталитический риформинг. Каталитический крекинг - термокаталитическая переработка нефтяных фракций с целью получения компонента высокооктанового бензина, легкого газойля и непредельных жирных газов. Каталитический крекинг - один из важнейших процессов, обеспечивающих глубокую переработку нефти. Основное достоинство процесса - большая эксплуатационная гибкость: возможность перерабатывать различные нефтяные фракции с получением высокооктанового бензина и газа, богатого пропиленом, изобутаном и бутенами; сравнительная легкость совмещения с другими процессами, например, с алкилированием, гидрокрекингом, гидроочисткой, адсорбционной очисткой, деасфальтизацией и т. д. Такой универсальностью объясняется весьма значительная доля каталитического крекинга в общем объёме переработки нефти. При каталитическом крекинге происходят следующие основные реакции: разрыв связей С-С, то есть перераспределение водорода (гидрирование и дегидрирование), деалкилирование, дегидроциклизация, полимеризация, конденсация. Соотношение скоростей этих реакций зависит от состава сырья, типа катализатора и условий проведения процесса. При каталитическом крекинге парафинов образуются, в основном, менее высокомолекулярные алканы и олефины, причем содержание последних увеличивается с повышением молекулярной массы сырья. Более высокомолекулярные парафины расщепляются легче в отличие от низкомолекулярных. Крекинг парафинов нормального строения сопровождается вторичными реакциями, приводящими к образованию ароматических углеводородов и кокса, и обычно происходит труднее и менее глубоко, чем расщепление изопарафинов. Нафтеновые углеводороды с длинными алкильными цепями при каталитическом крекинге превращаются в алкилнафтеновые или алкилароматические углеводороды со сравнительно короткими боковыми цепями. Крекинг ароматических углеводородов (преимущественно алкилароматических) сопровождается их деалкилированием и переалкилированием, а также конденсацией. При деалкилировании образуются парафины, олефины и алкилароматические соединения меньшей молекулярной массы. Реакционная способность ароматических углеводородов возрастает с увеличением их молекулярной массы. Конденсация ароматических углеводородов друг с другом или с непредельными соединениями приводит к образованию полициклических углеводородов, что способствует отложению кокса на поверхности катализатора. Наряду с упомянутыми происходят следедующие важные вторичные реакции: изомеризация, полимеризация, циклизация и др. реакции с участием олефинов, образующихся при крекинге сырья; алкилирование ароматических углеводородов, приводящее к более тяжелым продуктам, которые способны алкилироваться дальше или конденсироваться с образованием кокса и т. д. Поскольку отложению кокса на поверхности катализатора способствуют все вторичные реакции, интенсивность их оценивают соотношением выходов бензина и кокса. Чем выше это соотношение, тем селективнее процесс. Количество и качество продуктов крекинга зависят от характера сырья, типа катализатора и технологического режима процесса. При этом влияние заданных параметров (давление, температуры нагрева сырья в трубчатой печи и реакторе, а также время контакта исходной фракции с катализатором) оценивают обычно по изменению степени превращения сырья. Степень равна сумме выходов бензина, газообразных углеводородов и кокса и достигает на современных установках каталитического крекинга 70-80% по массе. Выбор температуры определяется характеристиками катализатора и сырья и, прежде всего, временем их контакта, технологической схемой и назначением процесса, устройством реакторного блока. Повышение температуры способствует возрастанию глубины конверсии сырья, постепенному уменьшению выхода бензина, усилению коксообразования, а также увеличению степени ароматизации продуктов крекинга, что приводит к повышению октанового числа бензина и снижению цетанового числа компонентов дизельного топлива. Макс. выход газойлевых фракций достигается при сравнительно низких температурах крекинга, бензина и углеводородов С3-С4 - при высоких. Сырьем каталитического крекинга служит вакуумный газойль - прямогонная фракция с пределами выкипания 350-500°С. Конец кипения определяется, в основном, содержанием металлов и коксуемостью сырья, которая не должна превышать 0,3%. Фракция подвергается предварительной гидроочистке для удаления сернистых соединений и снижения коксуемости. Также у ряда компаний (UOP, IFP) имеется ряд разработанных процессов каталитического крекинга тяжелых фракций - например, мазута (с коксуемостью до 6-8%).Так же в качестве сырья используют остаток гидрокрекинга, возможно использование как компонентов сырья деасфальтизатов. Каталитический крекинг проводят в прямоточных реакторах с восходящим потоком микросферического катализатора (лифт-реакторах) или в реакторах с нисходящим компактным слоем шарикового катализатора. Отработанный катализатор непрерывно выводят из реакторов и подвергают регенерации путем выжига кокса в отдельном аппарате. Реактор - с кратность циркуляции катализатора к сырью - 10:1 (для установок с лифт-реактором), температура - 510-540 °C, давление - 0,5-2 атм Регенератор :температура - 650-700 °C, давление - 1-3 атм Используется цеолитсодержащий микросферический катализатор (размер частиц 35-150 мкм). Площадь поверхности 300-400 м²/гр. Он представляет собой крекирующий цеолитный компонент, нанесенный на аморфную алюмосиликатную матрицу. Содержание цеолита не превышает 30%. В качестве цеолитного компонента используется ультрастабильный цеолит Y, иногда с добавками цеолита ZSM-5 для увеличения выхода и октанового числа бензина. Ряд компаний при приготовлении катализатора также вводят в цеолит редкоземельные металлы. В катализаторе крекинга также содержатся добавки, уменьшающие истирание катализатора, а также промоторы дожига СО, образующегося в регенераторе при выжиге кокса, до СО2. Различают установки по организации процесса: Периодические (реакторы Гудри). Через нагретый стационарный слой катализатора пропускают сырье и после того как он закоксуется реактор ставят на регенерацию; Непрерывной регенерации. Из реактора выводится закоксованный катализатор, с поверхности которого выжигается кокс в отдельном аппарате и возвращается в реактор. После регенерации катализатор сильно нагрет, чего хватает для процесса крекинга, поэтому процесс каталитического крекинга не нуждается в подводе внешнего тепла. Установки непрерывной регенерации подразделяются: Реакторы с движущимся слоем катализатора. Слой шарикового катализатора движется сверху вниз по реактору навстречу поднимающимся парам сырья. При контакте происходит крекинг, катализатор через низ отправляется на регенерацию, продукты на разделение. Регенерация протекает в отдельном аппарате с помощью воздуха; при этом выделяющееся при сгорании кокса теплоиспользуют для генерации пара. Типовая установка - 43-102. Реакторы с кипящим слоем катализатора. Микросферический катализатор витает в потоке паров сырья. По мере закоксовывания частицы катализатора тяжелеют и падают вниз. Далее катализатор выводится на регенерацию, которая проходит также в кипящем слое, а продукты идут на разделение. Типовые установки - 1А/1М, 43-103. Реакторы с лифт-реактором. Нагретое сырье в специальном узле ввода диспергируется и смешивается с восходящим потоком катализатора в специальном узле. Далее смесь катализатора и продуктов крекинга разделяется кипящем слое в сепараторе специальной конструкции. Остатки продуктов десорбируются паром в десорбере. Время контакта сырья и катализатора составляет несколько секунд. Типовая установка - 43-107. Миллисеконд. Характерная особенность процесса - отсутствие лифт-реактора. Катализатор поступает в реактор нисходящим потоком, в катализатор перпендикулярно направлению его движения впрыскиваются пары сырья. Общее время реакции составляет несколько миллисекунд, что позволяет (повысив соотношение катализатор:сырье) добиться повышения выхода бензиновой фракции вплоть до 60-65% На данный момент наиболее совершенными являются лифт-реакторы. Так, выход бензина на них составляет 50-55% с октановым числом 91/92 , тогда как у реакторов с кипящим слоем выход бензина 37% с октановым числом 90/91.
В процессе каталитического крекинга вырабатывается высокооктановый бензин с ОЧИ 88-91 пунктов. Кроме того, бензин содержит менее 1% бензола и 20-25% ароматических углеводородов, что дает возможность использовать его для приготовления бензинов согласно последним нормам Евросоюза (Евро-4, Евро-5). Основной недостаток бензина каталитического крекинга - высокое содержание непредельных углеводородов (до 30%) и серы (0,1-0,5%), что очень плохо влияет на стабильность топлива при хранении. Бензин быстро желтеет из-за полимеризации и окисления олефинов и потому не может применяться без смешения с другими бензиновыми фракциями. Каталитический риформинг - каталитическая ароматизация (повышение содержания аренов в результате прохождения реакций образования ароматических углеводородов), относящаяся наряду с каталитической изомеризацией лёгких алканов к гидрокаталитическим процессам реформирования нефтяного сырья. Проще говоря, риформинг - это переработка бензиновых и лигроиновых фракций нефти для получения автомобильных бензинов, ароматических углеводородов и водородсодержащего газа. Основными целями риформинга являются:
Жидкие продукты (риформат) можно использовать как высокооктановый компонент автомобильных и авиационных бензинов или направлять на выделение ароматических углеводородов, а газ, образующийся при риформинге, подвергают разделению. Высвобождаемый при этом водород частично используют для пополнения потерь циркулирующего водородсодержащего газа и для гидроочистки исходного сырья, но большую же часть водорода с установки выводят. Такой водород значительно дешевле специально получаемого. Именно этим объясняется его широкое применение в процессах, потребляющих водород, особенно при гидроочистке нефтяных дистиллятов. Кроме водородсодержащего газа из газов каталитического риформинга выделяют сухой газ (C1 – С2 или С1 – С3) и сжиженные газы (С3 – С4); в результате получают стабильный дебутанизированный бензин. В ряде случаев на установке (в стабилизационной секции) получают стабильный бензин с заданным давлением насыщенных паров. Это имеет значение для производства высокооктановых компонентов автомобильного или авиационного бензина. Для получения товарных автомобильных бензинов бензин риформинга смешивают с другими компонентами (компаундируют). Смешение вызвано тем, что бензины каталитического риформинга содержат 60 – 70% ароматических углеводородов и имеют утяжеленный состав, поэтому в чистом виде они непригодны для использования. В качестве компаундирующих компонентов могут применяться легкие бензиновые фракции прямой перегонки нефти, изомеризаты и алкилаты. Поэтому для увеличения производства высокооктановых топлив на основе бензинов риформинга необходимо расширять производства высокооктановых изопарафиновых компонентов. Различают риформинг термический и под давлением Н2 в присутствии катализатора. Термический риформинг широко применяли ранее только для производства высокооктановых бензинов. Основные реакции: дегидрогенизация и дегидроизомеризация нафтеновых углеводородов, деалкилирование и конденсация ароматических углеводородов. Переработку бензино-лигроиновых фракций (пределы выкипания 60-180 °С) проводили в трубчатых печах при 530-560 °С и 5-7 МПа. Недостаток процесса - невысокие выходы целевого продукта вследствие больших потерь сырья в виде газа и кокса, а также сравнительно высокое содержание непредельных углеводородов в бензине, что снижает его стабильность и приемистость к тетраэтил-свинцу. Поэтому, несмотря на простоту аппаратурного оформления, данный процесс практически полностью вытеснен каталитическим риформингом. Образование ароматических углеводородов происходит в результате следующих реакций:
Побочные реакции:
Процессы каталитического риформинга осуществляются в присутствии бифункциональных катализаторов - платины, чистой или с добавками рения, иридия, галлия, германия, олова, нанесенной на активный оксид алюминия с добавкой хлора. Платина выполняет гидрирующие-дегидрирующие функции, она тонко диспергированна на поверхности носителя, другие металлы поддерживают дисперсное состояние платины. Носитель - активный оксид алюминия обладает протонными и апротонными кислотными центрами, на которых протекают карбонийионные реакции: изомеризация нафтеновых колец, гидрокрекинг парафинов и частичная изомеризация низкомолекулярных парафинов и олефинов. Температура процесса 480-520С, давление 15-35 кгс. Следует отметить, что большое содержание ароматических углеводородов в бензине плохо сказывается на эксплуатационных и экологических показателях топлива. Повышается нагарообразование и выбросы канцерогенных веществ. Особенно это касается бензола, при сгорании которого образуется бензопирен- сильнейший канцероген. Для нефтехимии риформинг - один из главных процессов. Сырьём для полистирола является стирол продукт риформинга. Каталитический риформинг стал одним из ведущих процессов нефтеперерабатывающей и нефтехимической промышленности. С его помощью удается улучшать качество бензиновых фракций и получать ароматические углеводороды, особенно из сернистой и высокосернистой нефти. В последнее время были разработаны процессы каталитического риформинга для получения топливного газа из легких углеводородов. Возможность выработки столь разнообразных продуктов привела к использованию в качестве сырья не только бензиновых фракций прямой перегонки нефти, но и других нефтепродуктов. До массового внедрения каталитического риформинга применялся термический риформинг и комбинированный процесс легкого крекинга тяжелого сырья (мазута,полугудрона и гудрона) и термического риформинга бензина прямой перегонки. В дальнейшем термический риформинг прекратил свое существование ввиду низких технико-экономических показателей по сравнению с каталитическим. При термическом риформинге выход бензина на 20-27% меньше и октановое число его а 5-7 пунктов ниже, чем при каталитическом риформинге. Кроме того, бензин термического риформинга нестабилен. Процесс каталитического риформинга осуществляют при сравнительно высокой температуре и среднем давлении, в среде водородсодержащего газа. Каталитический риформинг проходит в среде газа с большим содержанием водорода (70-80 объемн. %). Это позволяет повысить температуру процесса, не допуская глубокого распада углеводородов и значительного коксообразования. В результате увеличиваются скорость дегидрирования нафтеновых углеводородов и скорости дегидроциклизации и изомеризации парафиновых углеводородов. В зависимости от назначения процесса, режима и катализатора в значительных пределах изменяются выход и качество получаемых продуктов. Однако общим для большинства систем каталитического риформинга является образование ароматических углеводородов и водородсодержащего газа. Назначение процесса каталитического риформинга, а также требования, предъявляемые к целевому продукту, требуют гибкой в эксплуатации установки. Необходимое качество продукта достигается путем подбора сырья, катализатора и технологического режима. Получаемый в процессе каталитического риформинга водородсодержащий газ значительно дешевле специально получаемого водорода; его используют в других процессах нефтепереработки, таких, как гидроочистка и гидрокрекинг. При каталитическом риформинге сырья со значительным содержанием серы или бензинов вторичного происхождения, в которых есть непредельные углево дороды, катализатор быстро отравляется. Поэтому такое сырье перед каталитическим риформингом целесообразно подвергать гидроочистке. Это способствует большей продолжительности работы катализатора без регенерации и улучшает технико-экономические показатели работы установки. Процесс каталитического риформинга, как и раньше, остается основным процессом производства бензина, несмотря на ограничения по содержанию ароматических углеводородов, потому что он – это главный источник высокооктановых компонентов, и водорода для установок гидроочистки. Из-за ужесточения норм, которые касаются содержания серы в моторных топливах, нужно увеличивать мощность гидрообессеривания, а это требует дополнительного водорода. Уменьшение роли и доли бензина риформинга в создании экологически чистого реформулированного бензина обусловлено кроме ограничения содержания ароматических углеводородов, ещё и неудовлетворительным распределением октановых свойств по фракциям катализата. Поэтому процесс бензинового риформинга при производстве бензина, лучше всего сочетать с процессами изомеризации бензина и удаления бензола. Последнее время коммерческая активность и технология по производству на нефтеперерабатывающих заводах мира новых установок каталитического крекинга в псевдоожиженном слое специального микросферического катализатора имеет очень высокий уровень |