Реферат по предмету Элементная база РЭС. Элементная база РЭС Реферат. Оптическое волокно
 Скачать 0.89 Mb. Скачать 0.89 Mb.
|

|
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ Кафедра «КиПРА» Реферат По дисциплине «Элементная база РЭС» На тему «Оптическое волокно» Выполнил: ст.гр.21ЗПК31 Сударев М.Р. Руководитель: Зуев В.Д. Пенза, 2023 Cодержание Введение……………………………………………………………………………...3Структура оптоволокна………………………………………………………….3Основные характеристики оптоволокна……………………………………….5Геометрические параметры……………………………………………5Числовая апертура……………………………………………………...6Профиль показателя преломления…………………………………….6Затухание(потери)……………………………………………………...7Дисперсионные свойства………………………………………………8Разновидности и классификация оптоволокна……………………………….11Производство оптоволокна……………………………………………………12Технология изготовления опорных кварцевых труб……………….13Изготовление заготовок путем плавления стекла…………………..15Изготовление заготовки методом осаждения стекла из паровой фазы………………………………………………………………………………….16Модифицированный метод химического парофазного осаждения (МСVD)……………………………………………………………………………...20Плазменный метод химического парофазного осаждения (PCVD).23Метод внешнего парофазного осаждения (OVD)…………………..24Метод осевого парофазного осаждения (VАD)……………………..26Вытяжка оптического волокна……………………………………….27Список литературы………………………………………………………………....32 Введение Волоконно-оптические линии связи (ВОЛС) давно занимают одну из лидирующих позиций на рынке телекоммуникаций. Имея ряд преимуществ перед другими способами передачи информации (витая пара, коаксиальный кабель, беспроводная связь…), ВОЛС широко используются в телекоммуникационных сетях разных уровней, а также в промышленности, энергетике, медицине, системах безопасности, высокопроизводительных вычислительных системах и во многих других областях. Передача информации в ВОЛС осуществляется по оптическому волокну (optical fiber). Для того чтобы грамотно подойти к вопросу использования ВОЛС, важно хорошо понимать, что из себя представляет оптическое волокно как среда передачи данных, каковы его основные свойства и характеристики, какие бывают разновидности оптических волокон. Именно этим базовым вопросам теории волоконно-оптической связи и посвящена данная статья. 1. Структура оптоволокна Оптическое волокно (оптоволокно) – это волновод с круглым поперечным сечением очень малого диаметра (сравним с толщиной человеческого волоса), по которому передается электромагнитное излучение оптического диапазона. Длины волн оптического излучения занимают область электромагнитного спектра от 100 нм до 1 мм, однако в ВОЛС обычно используется ближний инфракрасный (ИК) диапазон (760-1600 нм) и реже – видимый (380-760 нм). Оптическое волокно состоит из сердцевины (ядра) и оптической оболочки, изготовленных из материалов, прозрачных для оптического излучения (рис. 1). 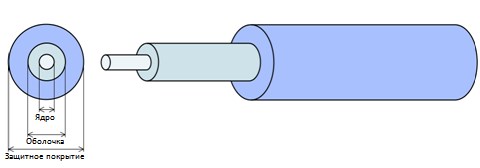 Рис.1 Конструкция оптического волокна Свет распространяется по оптоволокну благодаря явлению полного внутреннего отражения. Показатель преломления сердцевины, обычно имеющий величину от 1,4 до 1,5, всегда немного больше, чем показатель преломления оптической оболочки (разница порядка 1%). Поэтому световые волны, распространяющиеся в сердцевине под углом, не превышающим некоторое критическое значение, претерпевают полное внутреннее отражение от оптической оболочки (рис. 2). Это следует из закона преломления Снеллиуса. Путем многократных переотражений от оболочки эти волны распространяются по оптическому волокну. 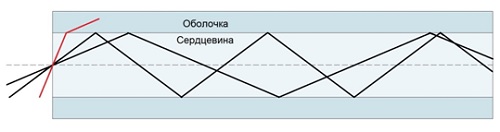 Рис.2 Полное внутреннее отражение в оптическом волокне На первых метрах оптической линии связи часть световых волн гасят друг друга вследствие явления интерференции. Световые волны, которые продолжают распространяться в оптоволокне на значительные расстояния, называются пространственными модами оптического излучения. Понятие моды описывается математически при помощи уравнений Максвелла для электромагнитных волн, однако в случае оптического излучения под модами удобно понимать траектории распространения разрешенных световых волн (обозначены черными линиями на рис. 2). Понятие моды является одним из основных в теории волоконно-оптической связи. 2. Основные характеристики оптоволокна Способность оптического волокна передавать информационный сигнал описывается при помощи ряда геометрических и оптических параметров и характеристик, из которых наиболее важными являются затухание и дисперсия. 2.1 Геометрические параметры Помимо соотношения диаметров сердцевины и оболочки, большое значение для процесса передачи сигнала имеют и другие геометрические параметры оптоволокна, например: некруглость (эллиптичность) сердцевины и оболочки, определяемая как разность максимального и минимального диаметров сердцевины (оболочки), деленная на номинальный радиус, выражается в процентах; неконцентричность сердцевины и оболочки – расстояние между центрами сердцевины и оболочки (рис. 3). 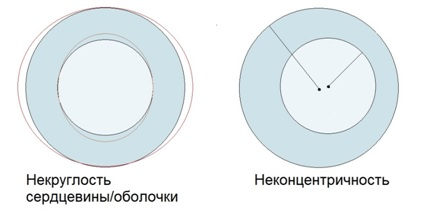 Рис 3. Некруглость и неконцентричность сердцевины и оболочки Геометрические параметры стандартизированы для разных типов оптического волокна. Благодаря совершенствованию технологии производства значения некруглости и неконцентричности удается свести к минимуму, так что влияние неточности геометрии оптоволокна на его оптические свойства оказывается несущественным. 2.2 Числовая апертура Числовая апертура (NA) – это синус максимального угла падения луча света на торец волокна, при котором выполняется условие полного внутреннего отражения (рис. 4). Этот параметр определяет количество мод, распространяющихся в оптическом волокне. Также величина числовой апертуры влияет на точность, с которой должна производиться стыковка оптических волокон друг с другом и с другими компонентами линии. 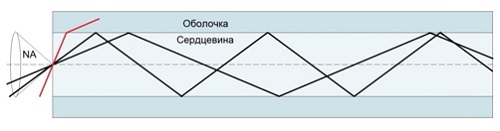 Рис 4. Числовая апертура 2.3 Профиль показателя преломления Профиль показателя преломления – это зависимость показателя преломления сердцевины от ее поперечного радиуса. Если показатель преломления остается одинаковым во всех точках поперечного сечения сердцевины, такой профиль называется ступенчатым. Среди других профилей наибольшее распространение получил градиентный профиль, при котором показатель преломления плавно увеличивается от оболочки к оси (рис. 5). Помимо этих двух основных, встречаются и более сложные профили.  Рис. 5. Профили показателя преломления 2.4 Затухание(потери) Затухание – это уменьшение мощности оптического излучения по мере распространения по оптическому волокну (измеряется в дБ/км). Затухание возникает вследствие различных физических процессов, происходящих в материале, из которого изготавливается оптоволокно. Основными механизмами возникновения потерь в оптическом волокне являются поглощение и рассеяние. Поглощение. В результате взаимодействия оптического излучения с частицами (атомами, ионами…) материала сердцевины часть оптической мощности выделяется в виде тепла. Различают собственное поглощение, связанное со свойствами самого материала, и примесное поглощение, возникающее из-за взаимодействия световой волны с различными включениями, содержащимися в материале сердцевины (гидроксильные группы OH-, ионы металлов…). Рассеяние света, то есть отклонение от исходной траектории распространения, происходит на различных неоднородностях показателя преломления, геометрические размеры которых меньше или сравнимы с длиной волны излучения. Такие неоднородности являются следствием как наличия дефектов структуры волокна (рассеяние Ми), так и свойствами аморфного (некристаллического) вещества, из которого изготавливается волокно (рэлеевское рассеяние). Рэлеевское рассеяние является фундаментальным свойством материала и определяет нижний предел затухания оптического волокна. Существуют и другие виды рассеяния (Бриллюэна-Мандельштама, Рамана), которые проявляются при уровнях мощности излучения, превышающих те, которые обычно используются в телекоммуникациях. Величина коэффициента затухания имеют сложную зависимость от длины волны излучения. Пример такой спектральной зависимости приведен на рис. 6. Область длин волн с низким затуханием называется окном прозрачности оптического волокна. Таких окон может быть несколько, и именно на этих длинах волн обычно осуществляется передача информационного сигнала. 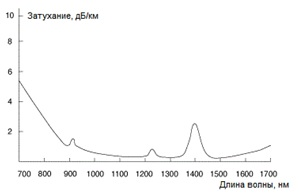 Рис. 6. Спектральная зависимость коэффициента затухания Потери мощности в волокне обуславливаются также различными внешними факторами. Так, механические воздействия (изгибы, растяжения, поперечные нагрузки) могут приводить к нарушению условия полного внутреннего отражения на границе сердцевины и оболочки и выходу части излучения из сердцевины. Определенное влияние на величину затухания оказывают условия окружающей среды (температура, влажность, радиационный фон…). Поскольку приемник оптического излучения имеет некоторый порог чувствительности (минимальную мощность, которую должен иметь сигнал для корректного приема данных), затухание служит ограничивающим фактором для дальности передачи информации по оптическому волокну. 2.5 Дисперсионные свойства Помимо расстояния, на которое передается излучение по оптическому волокну, важным параметром является скорость передачи информации. Распространяясь по волокну, оптические импульсы уширяются во времени. При высокой частоте следования импульсов на определенном расстоянии от источника излучения может возникнуть ситуация, когда импульсы начнут перекрываться во времени (то есть следующий импульс придет на выход оптического волокна раньше, чем закончится предыдущий). Это явление носит название межсимвольной интерференции (англ. ISI – InterSymbol Interference, см. рис. 7). Приемник обработает полученный сигнал с ошибками. 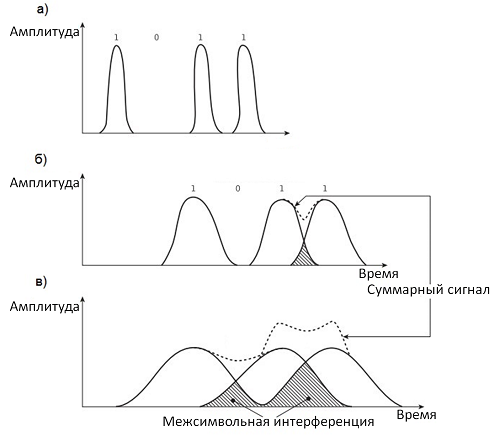 Рис. 7. Перекрывание импульсов, вызывающее межсимвольную интерференцию: а) входной сигнал; б) сигнал, прошедший некоторое расстояние L1 по оптическому волокну; в) сигнал, прошедший расстояние L2>L1. Уширение импульса, или дисперсия, обуславливается зависимостью фазовой скорости распространения света от длины волны излучения, а также другими механизмами (табл. 1). Таблица 1. Виды дисперсии в оптическом волокне.
Таким образом, дисперсия в оптическом волокне отрицательно сказывается как на дальности, так и на скорости передачи информации. 3. Разновидности и классификация оптоволокна Рассмотренные свойства являются общими для всех оптических волокон. Однако описанные параметры и характеристики могут существенно отличаться и оказывать различное влияние на процесс передачи информации в зависимости от особенностей производства оптоволокна. Фундаментальным является деление оптическим волокон по следующим критериям. Материал. Основным материалом для изготовления сердцевины и оболочки оптического волокна является кварцевое стекло различного состава. Однако используется большое количество других прозрачных материалов, в частности, полимерные соединения. Количество распространяющихся мод. В зависимости от геометрических размеров сердцевины и оболочки и величины показателя преломления в оптическом волокне может распространяться только одна (основная) или же большое количество пространственных мод. Поэтому все оптические волокна делят на два больших класса: одномодовые и многомодовые (рис. 8). 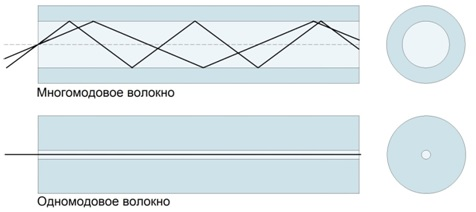 Рис. 8. Многомодовое и одномодовое волокно На основании этих факторов можно выделить четыре основных класса оптических волокон, получивших распространение в телекоммуникациях: Кварцевое многомодовое волокно. Кварцевое одномодовое волокно. Пластиковое, или полимерное, оптическое волокно (POF). Кварцевое волокно с полимерной оболочкой (HCS). Внутри каждого из этих классов также существует своя классификация. 4. Производство оптоволокна Технологический процесс изготовления ОВ разрабатывается, исходя из требований точного использования конструктивных решений и наименьшего влияния на параметры волокна внешних воздействующих факторов, а также экономической целесообразности работ. Волокна обычно изготавливаются в ходе нескольких технологических операций, чтобы целенаправленно оптимизировать их механические, геометрические и оптические характеристики. Такая технология позволяет осуществлять быстро и экономично массовое производство, что является существенным фактором для современной техники связи, использующей волоконно-оптические кабели. Общая технологическая схема изготовления ОВ включает изготовление заготовок и вытяжку ОВ из этих заготовок. Заготовка представляет собой стеклянный стержень, состоящий из стекла сердцевины и стекла оболочки. Если рассматривать поперечное сечение такой заготовки, то в увеличенном масштабе видны геометрические размеры и профиль показателя преломления ОВ, который может быть сделан из заготовки. При сильном нагревеодного конца заготовка вытягивается в волокно, при этом одновременно наносится покрытие, являющееся его защитной оболочкой. Изготовление кварцевых заготовок осуществляют различными технологическими методами, в основе которых лежит метод жидкой фазы, парофазная техника и золь-гель процесс. Метод жидкой фазы в основном используют для изготовления многокомпонентных ОВ с диаметром сердцевины 250 мкм и 400 мкм, числовой апертурой более 0,5 и коэффициентом затухания 3 — 20 дБ/км. К методам жидкой фазы относят методы: тигля, слоистого расплава, двойного тигля, обменной диффузии, модифицированный метод обменной диффузии «фазил», ионного обмена . Золь-гель процесс производства оптических заготовок разрабатывался с 1977 г. Существуют два основных метода изготовления кварцевого гель-стекла: гидролиз и полимеризация алкоголятов; превращение в гель золей, полученных из коллоидных оксидных дисперсий. С помощью золь-гель процесса изготовляют опорные кварцевые трубы (ОКТ), сердцевину и оптическую оболочку. Алкоголяты позволяют получать многокомпонентные гели и благодаря маленьким порам (2 — 7 нм), эти гели могут спекаться при температурах, значительно меньших, чем температуры, которые применяются при образовании стекла. Таким образом можно исключить проблему кристаллизации, так как спекание происходит при температуре значительно ниже той, при которой начинается образование центров кристаллизации и рост кристаллов. Однако сушка монолитных алкоголятных гелей представляется трудной задачей. Она может быть решена путем гиперкритической откачки воздуха из автоклава. Метод очень трудоемок, требует громоздкого оборудования и больших затрат. Остановимся в основном на изготовлении заготовок методом парофазной техники. Он является наиболее распространенным для ОВ, применяемых в технике связи. 4.1 Технология изготовления опорных кварцевых труб Опорные кварцевые трубы (ОКТ) являются важным исходным компонентом для изготовления кварцевых заготовок . Они изготовляются из различных видов сырья по одностадийной или двухстадийной технологии (рис. 9). 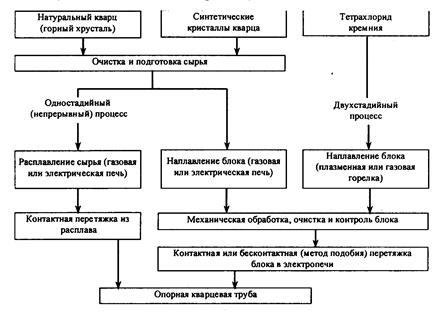 Рис. 9. Перечень основных технологических операций производства опорных кварцевых труб Одностадийный процесс обеспечивает наилучшие геометрические характеристики изготовляемых труб, но, как и процесс контактного двухстадийного формирования труб, не обеспечивает высокой прочности кварцевого стекла ОКТ ввиду его загрязнения частицами материала дорна установки контактного формирования трубы. Наибольшее распространение получил двухстадийный процесс производства ОКТ из натурального стекла с использованием метода бесконтактного формирования трубы, имеющий достаточно высокие технико-экономические показатели. Изготовленные на его основе ОКТ выпускают диаметром 8 — 24 мм с радиальной толщиной стенок 1 — 1,6 мм. Допуски на радиальную толщину стенки для лучших образцов ОКТ колеблются от ± 0,2 до ± 0,4 мм. Длина ОКТ может составлять 1 — 2,5 м. Допуск на радиальную толщину стенки в значительной степени определяет точность изготовления заготовки с заданным профилем показателя преломления заготовки. 4.2 Изготовление заготовок путем плавления стекла При изготовлении волоконных световодов методом «стержень в трубке» стержень из высокочистого кварцевого стекла в качестве сердцевины вдвигается в опорную кварцевую трубку с меньшим показателем преломления, служашую оболочкой. Размеры стержня и трубки таковы, что между ними практически не остается зазора. Однако при этом любые мельчайшие повреждения и примеси на их пограничной поверхности после вытяжки световода приводят к большому затуханию (от 500 до 1000 дБ/км) и, кроме того, этим методом можно изготавливать только многомодовые световоды со ступенчатым профилем показателя преломления. При другом методе стекло сердцевины и стекло оболочки приводятся одновременно в расплавленное состояние и световод вытягивается непосредственно из расплава. Такой метод называется методом двойного тигля или методом совмещенного расплава, так как стекло для сердцевины и для оболочки плавится раздельно в двух тиглях. В качестве стекла используются высокочистые типы многокомпонентных стекол, например щелочносвинцовосиликатное стекло и натрийборсиликатное стекло. За счет диффузии или ионного обмена между стеклом сердцевины и стеклом оболочки можно изготавливать волоконные световоды с градиентным профилем показателя преломления (метод Сельфок). Поскольку внутренние поверхности тиглей не могут быть абсолютно чистыми, в световод наряду с переходными металлами дополнительно попадают примеси, увеличивающие затухание (от 5 до 20 дБ/км при 850 нм). Этот метод используется для производства световодов с «толстой» сердцевиной (диаметр сердцевины ≥ 200 мкм). При методе разделения фаз стекла стержень из натрийборсиликатного стекла формируется при температуре 1200оС, а затем выдерживается в течение нескольких часов при t = 600оС. За это время происходит разделение натрийборат-стеклофазы в матрицу SiО2-стекла. Переходные металлы, такие как Fe и Си, собираются в натрийборат-стеклофазе и могут быть выщелочены с помощью кислоты, так что получается пористая заготовка. Она пропитывается высокочистым солевым раствором, например, нитрата цезия, а затем промывается снаружи. Легирование цезием увеличивает показатель преломления внутри. Промытая зона становится оболочкой. С помощью этого метода могут производиться волоконные световоды со ступенчатым и градиентным профилями показателя преломления с затуханием от 10 до 50 дБ/км при длине волны 850 нм. Используется еще один метод изготовления заготовки, когда стержень из коммерчески доступного кварцевого стекла используется лишь в качестве сердцевины, а во время вытягивания вокруг него накладывается оболочка из прозрачной пластмассы с низким показателем преломления. При этом достигаются величины затухания от 5 до 50 дБ/км. Существуют также исключительно полимерные световоды, у которых сердцевина и оболочка изготавливаются из оптически чистых пластмасс с различными показателями преломления. У таких световодов затухание по результатам измерений составило от 100 до 400 дБ/км при длине волны 600 нм. 4.3 Изготовление заготовки методом осаждения стекла из паровой фазы Прорыв в производстве волоконных световодов с крайне малым затуханием был достигнут только с помощью различных методов парофазного осаждения — способа, который впервые был использован в 1970 г. американской фирмой Corning Glass Works. При этом осаждение стекла может происходить на внутренней поверхности вращающейся ОКТ (метод внутреннего парофазного осаждения), на внешней поверхности вращающегося затравочного стержня (метод внешнего парофазного осаждения) или на торце поверхности стержня из кварцевого стекла (метод осевого парофазного осаждения). Сравнительные данные, характеризующие технологические методы производства заготовок на базе осаждения стекла из паровой фазы, приведены в табл. 2 Таблица 2. Сравнительные характеристики различных технологических методов производства заготовок
Энергия, необходимая для осаждения стекла при методе внутреннего паромного осаждения, может быть получена либо снаружи от кислородно-водородной газовой горелки (модифицированный метод химического парофазного осаждения), либо изнутри от плазменного пламени (плазменный метод химического парофазного осаждения), рис. 10. При этих методах осаждение стекла происходит за счет реакции разложения сильно летучих высокочистых соединений в кислородно-водородном или плазменном пламени. В настоящее время в промышленном серийном производстве заготовки для много- и одномодовых световодов изготовляются этими методами. Так одномодовые ОВ имеют самое низкое затухание (0,2 дБ/км при длине волны 1550 нм) и малый коэффициент дисперсии (< 3,5 пс/нм км в диапазоне длин волн от 1290 до 1330 нм). С одной стороны, особое внимание уделяется выбору оптимальной скорости осаждения (т.е. количество осажденных порошкообразных частиц в минуту), которая обычно бывает в диапазоне от 1 до 5 г/мин. С другой стороны, желательно увеличение размера заготовки, с тем чтобы из одной заготовки можно было вытянуть световод длиной более 100 км. Рассмотрим более подробно производство кварцевого стекла методом осаждения . Оптическое волокно для передачи информации состоит главным образом из ультрачистого кремниевого диоксида (SiО2). Сердцевина волокна, по которой передается свет, состоит из кремниевого диоксида, легированного небольшим количеством германия для увеличения показателя преломления сердцевины. Если изготовитель хочет уменьшить показатель преломления оболочки, то SiО2 легируется фтором. Кремниевый диоксид поглощает мало света, что делает его наиболее подходящим материалом в изготовлении ультрачистого (ультрапрозрачного) стекла. Процесс производства ультрачистого кремниевого диоксида, легированного или нелегированного, относительно прост. Он осуществлятся осаждением чрезвычайно чистого, гомогенизированого, кремниевого диоксида из SiCl4 в паровой фазе. 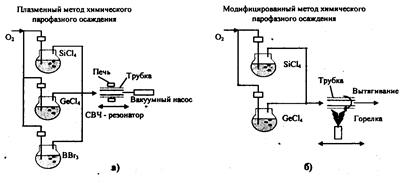 Рис. 10. Изготовление заготовок методами внутреннего парофазного осаждения: а-плазменный; б-MCVD методы Естественный кремниевый диоксид, например, кварцевый или кварцевый минеральный песок, не может использоваться непосредственно для производства стекловолокна. Кварц и кварцевый минеральный песок содержат недопустимые количества металлических окисей, которые должны быть удалены. Для этого жидкий тетрахлорид кремния выпаривается. Кремниевый тетрахлорид производится из естественного кремниевого диоксида за счет уменьшения углерода и дальнейшей реакции с хлором (рис. 11.). Частичная дистилляция гарантирует, что кремниевый тетрахлорид, который должен использоваться при производстве ОВ, ультрачист. Металлы в форме металлических хлоридов, например хлористое железо, остаются как отходы производства. Кремниевый тетрахлорид также имеет другие области применения, например, в производстве ультрачистого кремния для производства полупроводников.  Рис. 11. Блок-схема производства ультрачистого кремниевого диоксида из естественного кварца или кварцевых минеральных песков Следующая стадия в изготовлении стекла для ОВ — это восстановление кремниевого диоксида из кремниевого тетрахлорида (рис. 12.). Кремниевый диоксид осаждается из паровой фазы на подходящую заготовку. Кремниевый тетрахлорид может быть легирован добавками хлоридов, прежде всего германия (GeCl4), но иногда также фосфора (РОС13). Хлорид или смесь хлоридов окисляются в газовом пламени или окислительном газе в результате термической реакции при температуре приблизительно 1300oС. Реакции заставляют очень мелкие частицы порошка кремниевого диоксида конденсироваться из пара и оседать в соответствующей заготовке. Излишки воды в кремниевом диоксиде эффективно удаляются газом хлора, так как реакция воды и хлора формирует соляную кислоту, которая получается при температуре около 1000oС. Удаление воды (дегидратации) способствует улучшению передачи света через готовое стекловолокно. Пористый кремниевый диоксид затем спекается при повышенной температуре 1200oС и кремниевый диоксид формируется в твердое, свободное от пузырьков воздуха стекло. 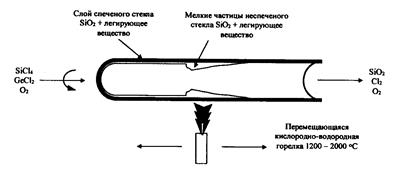 Рис. 12. Осаждение кремниевого диоксида при высокой температуре в ультрачистой кварцевой трубке при MCVD процессе 4.4 Модифицированный метод химического парофазного осаждения (МСVD) Этот метод изготовления заготовок для производства волокон был сначала описан в работах Лаборатории Бэлла в 1974 г. Модифицированный метод химического, парофазного осаждения MCVD стал одним из наиболее испытанных и проверенных методов, используемых для изготовления волоконно-оптических заготовок. Процесс прост, гибок и легок в производстве. Простота его выполнения наиболее подходит для научных исследований в области оптических волноводов. Крупномасштабное использование этого метода осуществлено фирмой Lucent Technologies в США и многими другими изготовителями США, Японии и Европы. Метод позволяет осуществить вариацию множества параметров, например, диаметра готового многомодового или одномодового стекловолокна, числовой апертуры (NA) и профиля показателя преломления. Эти параметры могут меняться в зависимости от количества пара кремниевого диоксида и примесей легирования, при этом весь процесс управляется и контролируется компьютерами.  Рис. 13. Непосредственные составляющие ОВ При методе MCVD сверхчистый кремниевый диоксид (всегда легированный для сердцевины) осаждается на внутренней части стеклянной трубки, которая затем подвергается воздействию повышенной температуры (газовое пламя). В результате трубка приобретает форму твердого стеклянного стержня диаметром около 30 — 40 мм и длиной 1000 мм., т.е. имеет готовый профиль стекловолокна. Этот процесс также включает вытягивание стержня (называемого заготовкой) в стекловолокно, которое является оптическим волноводом. Процесс осаждения фазы основан на высоком температурном окислении SiCl4, и окислении легирующих примесей. Процесс занимает около восьми часов, в зависимости от размера заготовки. Этот процесс одинаков как для одномодовых так и многомодовых волокон. Составляющие сердцевины и оболочки ОВ в виде примера представлены на рис. 3.10. Процесс осаждения начинается с вымывания очень чистой, высококачественной ОКТ кремнезема в кислотной ванне, затем трубка фиксируется в токарноподобном устройстве, где вращается вокруг центральной оси. Кислородно-водородная горелка перемещается в двух направлениях вдоль трубки, прогревает ее очень высокой температурой (рис. 10). Вводный конец трубки соединен через газонепроницаемый вращающийся соединитель с системой, подающей газы. Эта система включает газовый смеситель и компьютер, регулирующий управление потоком газов (контроллер расхода массы). Эта часть аппарата должна быть абсолютно герметичной, исключать попадание загрязняющих веществ из системы ввода и обеспечивать точную пропорцию подачи газов. Из другого конца трубки (выходного конца) удаляются лишние материалы. 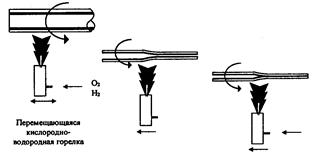 Рис. 14. Процесс сжатия трубки В процессе осаждения точно контролируется количество химических компонентов, подаваемых в трубку с помощью подачи индивидуальных потоков газов (Ar, Не и О2). В области повышенной температуры, создаваемой непосредственно над горелкой, SiСl4 и легирующие примеси окисляются. При этом мелкая порошковая окись формируется из подаваемых газов по всей длине трубки. Когда тепловая энергия от горелки достигает осевшего порошка, под действием тепла порошок плавится в свободный от пузырьков, твердый, прозрачный кремниевый диоксид (легированный или нелегированный). Горелка при достижении конца трубки меняет направление движения и быстро перемещается назад по трубке к начальной точке, чтобы образовать новый слой порошка. Разнообразные легирующие материалы, подаваемые в различных количествах в течение фазы осаждения, образуют сердцевину и оболочку. Различие профия показателя преломления ОВ зависит от количества легирующих примесей. В этом методе доступ загрязняющих веществ всех видов снижен настолько, насколько это технически возможно — особенно загрязняющих веществ, содержащих водород. Загрязняющие вещества, содержащие водородные формы ОН в стекловолокне, приводят к серьезным увеличениям затухания в световодах. Основное преимущество метода MCVD состоит в том, что структура ОВ и его свойства могут быть включены в заготовку и сохранены в готовом стекловолокне. Относительные габариты и индексная конфигурация заготовки задаются готовому волокну в течение процесса вытяжки. После окончания процесса осаждения выполняется в несколько этапов сжатие трубки (рис.14). Для этого повышается температура трубки при помощи газовой водородно-кислородной горелки до 1500 — 2000oС, при которой трубка медленно размягчается и свертывается в твердый стержень заготовки. Этот процесс является решающим для формирования заключительных геометрических свойств заготовки. Сжатие происходит, когда пламя горелки последовательно передается трубке. Если газы, реагирующие внутри трубки, не содержат водорода, то при этом методе особого процесса сушки не требуется, так как, в общем, газ, сильно насыщенный водородом и используемый для нагрева, входит в контакт с трубкой только снаружи, другие факторы окружающей среды также не оказывают влияния. Недостатком метода MCVD следует считать наличие большого температурного градиента между внутренней поверхностью ОКТ в месте реакции и наружной поверхностью. 4.5 Плазменный метод химического парофазного осаждения (PCVD) Изготовление заготовок плазменным методом химического парофазного осаждения осуществляется, в основном, аналогично модифицированному методу химического парофазного осаждения. Различие заключается в технике реакции. Плазму получают путем возбуждения газа (рис. 10) с помощью, например, микроволн (сверхвысокие частоты). При этом газ ионизируется, т.е. разлагается на свои носители электрических зарядов. При воссоединении этих носителей вьщеляется тепловая энергия, которая может быть использована для плавления материалов с высокой температурой точки плавления. Так, при плазменном методе галогениды вступают в реакцию с помощью плазмы низкого давления (давление газа примерно 10 мбар), и в результате соединения с кислородом образуется SiO2. Возникающие при этом порошкообразные частицы при температуре примерно 1000оС осаждаются в виде стеклянного слоя. Поскольку плазменное пламя движется быстро вдоль трубки назад и вперед, то за счет перемещения резонатора можно изготовить более 1000 тонких слоев, благодаря чему можно повысить точность профиля показателя преломления. Основным преимуществом метода является более низкая температура всего процесса осаждения, чем при методе MCVD. Точность изготовления профиля показателя преломления повышается. 4.6 Метод внешнего парофазного осаждения (OVD) Метод внешнего парофазного осаждения более сложен, чем метод MCVD. Однако полный объем ОВ, изготовленных из заготовок, выполненных методом OVD больше, чем объем ОВ, изготовленных из заготовок, выполненных методом MCVD так же в крупномасштабном производстве этот метод более эффективен, чем метод MCVD. Сложность и всесторонняя патентная защита метода OVD привели к тому, что он используется исключительно фирмой Coming Glass Work. Производство заготовки методом OVD осуществляется двумя этапами.  Рис. 15. Изготовление заготовки методом OVD Первый этап включает в себя осаждение порошка кремниевого диоксида с или без легирующих примесей (см. описание процесса MCVD) на тонком стержне. Горячий поток частиц кремниевого диоксида проходит по поверхности стержня, некоторые из них прилипают к стержню, вращающемуся вокруг своей оси вдоль горелки (рис. 15.). Пористая заготовка создается слой за слоем. При этом некоторые частицы спекаются. После осаждения достаточного количества стекла для сердцевины и оболочки, процесс останавливается, и начальный стержень становится заготовкой. В процессе изготовления заготовки кислород (O2 вместе с другими легирующими добавками, необходимыми для обеспечения нужного профиля показателя преломления, например с металлогалогенидами (SiCl4, GeCl4, BCl3, РСl3), подается в горелку и там преобразуются в соответствующие оксиды. Оксиды образуют малые порошкообразные частицы, которые осаждаются на вращающемся стержне. Если стержень также перемещается назад и вперед вдоль продольной оси, то получается слоистая пористая стеклянная заготовка. Каждый слой может легироваться по-разному, т.е. к основному материалу (SiО2) может быть добавлено определенное количество примеси. Для градиентных профилей показателя преломления легирование сердцевины с помощью GeO2 уменьшается от первого слоя к последующим непрерывно до тех пор, когда будет осаждаться SiO2 в чистом виде. Соответственно для ступенчатых профилей показателя преломления легирование сердцевины посредством GeO2 остается постоянным от слоя к слою.  Рис. 16. Усадка пористой заготовки Второй этап изготовления заготовки предусматривает процесс усадки пористого стержня. Пористая форма заготовки в управляемой печи нагревается сначала в среде газа хлора, а затем позонно нагревается до температуры 1400-1600oС, при которой частицы кремниевого диоксида спекаются в твердый, свободный от пузырьков стеклянный стержень — заготовку (рис. 16.). Пустоты из начального стержня в основном схлопываются в течение этого этапа, отверстие по центру заготовки тоже исчезает. Во время спекания заготовка постоянно омывается газообразным хлором с тем, чтобы удалить из стекла, по возможности, все следы воды, так как в противном случае следует ожидать больших величин затухания. В целом описанные выше этапы метода OVD включают в себя пять основных последовательных циклов: очистка материалов, транспортировка реагирующих материалов к тепловой зоне, химическая реакция и формирование частиц, осаждение частицы на начальный стержень или заготовку с уже имеющимся напылением, дегидрация и спекание. 4.7 Метод осевого парофазного осаждения (VАD) Этот метод, разработанный в Японии, является альтернативой методу OVD. При методе осевого парофазного осаждения порошкообразные частицы, образуемые с помощью кислородно-водородной горелки, осаждаются на торцевую поверхность вращающегося стержня из кварцевого стекла (рис. 17.). 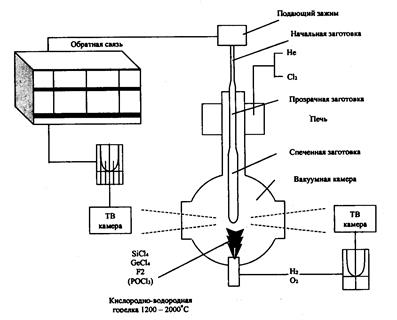 Рис. 17. Принципиальная схема, показывающая VAD метод изготовления заготовок Аксиальное осаждение частиц кремниевого диоксида при этом методе происходит не радиально как в OVD; что делает более трудным процесс изменения индексного ППП, но позволяет проще изготавливать более длинные заготовки. Производственная система состоит из механизма для осевого движения заготовки, вакуумной камеры, горелки, выпаривающего модуля для составляющих сырья и блока управления. Заготовка вытягивается медленно, вертикально вверх через производственное оборудование. Сырье (SiCl4, GeCl4 и РОС13) вводится таким же образом как в OVD; используется газовая водородно-кислородная горелка и чрезвычайно мелкие стеклянные частицы, сформированные в процессе реакции теплового гидролиза. Эти частицы оседают на поверхности стержня с уже имеющимся напылением, который функционирует как основа для наращивания заготовки. Пористая заготовка наращивается вдоль оси стержня и увеличивается в направлении роста заготовки. При этом расстояние между горелкой и растущей в осевом направлении заготовкой должно оставаться постоянным. Можно также использовать несколько горелок одновременно, для того чтобы обеспечить требуемые показатели преломления сердцевины и оболочки. В зависимости от конструкции горелок и их расстояния от стержня, а также от температуры при осаждении можно изготавливать различные профили показателя преломления. Превращение в прозрачную заготовку (остеклование) осуществляется с помощью кольцеобразной печи по окончании осаждения. Для сушки, т.е. удаления остатков влаги, в процессе усадки заготовка омывается газообразным хлором. Важными элементами процесса изготовления заготовки методом VAD являются: постоянный процесс роста; точный контроль над потоком сырья; точный контроль относительно выхода избыточных материалов; температура пламени; поверхностная температура зоны роста заготовки; скорость вращения заготовки; позиция зоны роста заготовки. Вариации в позиции зоны роста дают флуктуации в индексной конфигурации готовой заготовки. Осевая скорость изготовления заготовки — приблизительно 40 — 60 мм/час. Чтобы получить световод с более толстой оболочкой, можно после этого на заготовку надвинуть трубку из кварцевого стекла в соответствии с методом «стержень в трубке», используемую в качестве оболочки. 4.8 Вытяжка оптического волокна Для вытяжки кварцевого ОВ применяют установку вертикального типа (рис. 18.), которая состоит из каркаса 1, узла подачи заготовок 2, печи 3, системы измерения диаметра ОВ 4, узла нанесения ПЗП на ОВ 5, системы контроля концентричности ПЗП б, системы отверждения ПЗП 7, измерителя диаметра но ПЗП 8, тягового устройства 9, системы испытания ОВ на механическую прочность 10 — 12, компенсатора 13, приемного устройства 14, системы управления 15, систем газоснабжения, водоснабжения, освещения, вентиляции. Каркас помещен на специальные резиновые амортизаторы, которые до минимума снижают вибрацию всей установки. Заготовки крепят в узле подачи заготовок с помощью зажима цангового типа. Подачу заготовки осуществляют с помощью прецизионного винтового приспособления. Центрирование заготовки по оси Х и Y происходит автоматически. Дополнительно предусмотрен ручной режим центрирования заготовки. Узел подачи заготовки может иметь дополнительный привод, обеспечивающий вращение заготовки с одновременным ее продольным перемещением. Печь для вытяжки ОВ должна обеспечивать оптимальный температурный градиент для максимального переноса тепла к заготовке в зоне плавления и высокую чистоту атмосферы, окружающей заготовку. Основными источниками тепла для разогрева заготовок являются: газовые горелки, CO2 — лазеры, печь с графитовым нагревателем, индукционная печь с циркониевым нагревателем, индукционная печь с графитовым нагревателем. Система измерения диаметра ОВ основана на использовании лазера (метод лазерного сканирования), который обеспечивает точность ±0,5 мкм измерения даже при вибрации ОВ. Узел нанесения первичного зенитного покрытия на ОВ позволяет наносить полимерный материал на поверхность ОВ. Слой ПЗП должен быть концентричным, постоянным по толщине, не иметь посторонних включений. Система контроля концентричности первичного ПЗП основана на явлении дифракции и интерференции света. Концентричность покрытия относительно ОВ измеряют с помощью гелий-неонового лазерного интерферометра. В зависимости от наблюдаемой картины узел нанесения ПЗП перемещают вручную или автоматически, добиваясь наилучшей концентричности. Точность нанесения однослойного покрытия ±1 мкм, для двойного ± 2 мкм. Система отверждения ПЗП выполняется двух типов: тепловая или ультрафиолетовая. Тепловая система представляет собой печь (или печи), в которые при необходимости подают инертный газ. Температура в печи достигает 800о С, количество печей в зависимости от скорости вытяжки может достигать трех, точность поддержания температуры +2оС. УФ-печь применяют для отверждения эпоксиакрилатов, кремнийорганических компаундов и уретанакрилатов. Полимеризация осуществляется в атмосфере азота, что в значительной мере ускоряет весь процесс. 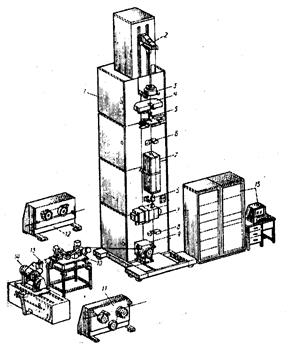 Рис. 18. Схема установки для вытяжки ОВ Измеритель диаметра по ПЗП аналогичен измерителю диаметра ОВ. Тяговое устройство ременного типа обеспечивает постоянство скорости с точностью 0,5%. Система испытания ОВ на механическую прочность предназначена для выявления механических дефектов ОВ по всей его длине. Принцип действия заключается в перемотке ОВ при заданном напряжении, которое можно создать путем приложения к ОК растягивающей нагрузки или одновременно растягивающей и изгибающей нагрузок. Процесс вытяжки ОВ на примере оборудования фирмы Ericsson Cable АВ происходит следующим образом. Готовый стержень, независимо от метода его изготовления, вытягивается в волокно в башнях высотой приблизительно 12 м. Процесс вытягивания (рис. 19.) начинается наверху башни, где стержень заготовки зафиксирован в центрирующем патроне. Нижний конец заготовки помещен в печь, и нагревается до температуры 2000о С. Графитовый нагревательный элемент защищен инертной атмосферой аргонового газа. Заготовка медленно опускается сверху в печь, в то время как стекловолокно вытягивается вниз и выходит из печи. Скорость вытягивания и скорость подачи автоматически контролируется машинной системой управления. 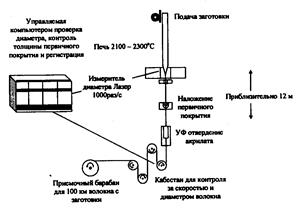 Рис. 19. Процесс вытяжки оптических волокон Немедленно под печью управляемый лазером прибор измерения проверяет диаметр стекловолокна. Полученные значения подаются назад к системе управления, которая управляет скоростью кабестана вытягивания внизу башни. Увеличение диаметра волокна приводит к увеличению скорости вытягивания и наоборот. Обычное волокно имеет диаметр 125±2 мкм и скорость вытягивания — обычно 3-10 м/с. Стекловолокно охлаждается окружающим воздухом. Изготовленное стекловолокно имеет те же самые геометрические отношения между оболочкой и сердцевиной, что и заготовка. Стекловолокно покрывается защитным слоем акрилата (первичным покрытием) во время процесса вытягивания. Первичное покрытие состоит из двух слоев акрилата, более мягкого внутреннего слоя и жесткого внешнего слоя. Первичное покрытие из акрилата увеличивает прочность волокна; защищает от влаги (ОН) и против микроизгибов; облегчает прокладку. Сразу после наложения первичное покрытие подвергается обработке УФ облучением. При первичном контроле диаметра проверяется диаметр первичного покрытия и концентричность волокна. Готовое волокно будет иметь диаметр 245±10 мкм. После вытяжки волокно проходит тестирование на прочность. Для этого оно подвергается механическим воздействиям. При обнаружении трещин или других повреждений оно бракуется. Это испытание называется проверкой прочности и означает, что волокно подвергается указанному натяжению в течение 1 с. Трещины в волокне могут привести к его разрыву. После проверки прочности волокно транспортируется в лабораторию, где испытывается в экстремальных условиях. Из одной заготовки в условиях этой фирмы обычно получается 50-150 км волокна. Список литературы InFiber.ru – Волоконно-оптические компоненты. ООО "ЭФО". Статья:Оптическое волокно (оптоволокно) 10.05.2016г. Режим доступа: https://infiber.ru/biblioteka/stati/optical_fiber.html Банк лекций Siblec.Ru.Учебные материалы ОКСО 210000. Электронная техника, радиотехника и связь. Лекции для преподавателей и студентов ВУЗ. Статья:Технология изготовления оптического волокна Режим доступа: https://siblec.ru/telekommunikatsii/volokonno-opticheskie-kabeli-i-linii-svyazi/3-opticheskie-volokna-i-kabeli-klassifikatsiya-kharakteristiki-i-materialy/3-3-izgotovlenie-opticheskikh-volokon Листвин А.В. Оптические волокна для линий связи 2003г. Носов Ю.Р. Оптоэлектроника 1989г. Иванов А.Б. Волоконная оптика. Компоненты, системы передачи, измерения 1999г. Заславский К.Е. Волоконная оптика в системах связи и коммутации. Учебное пособие. Часть 2. – Новосибирск, СибГУТИ, 1999г.. Мальке Г., Гессинг П. Волоконно-оптические кабели. Перев. с англ.-Новосибирск.: Лингва, 2001г. Алавердян С.А. Оптоэлектронные модули для ВОЛС. Лазерная техника и оптоэлектроника, 1994г. Рассел, Джесси Волоконно-оптическая линия передачи. Джесси Рассел. - М.: VSD, 2013г. Удда, Э. Волоконно-оптические датчики. Вводный курс для инженеров и научных работников. Э. Удда. - М.: Техносфера, 2013г. |