Лекция по экономике. Лекция 1. Организация производственного процесса во времени Сущность и классификация производственных процессов
 Скачать 0.79 Mb. Скачать 0.79 Mb.
|

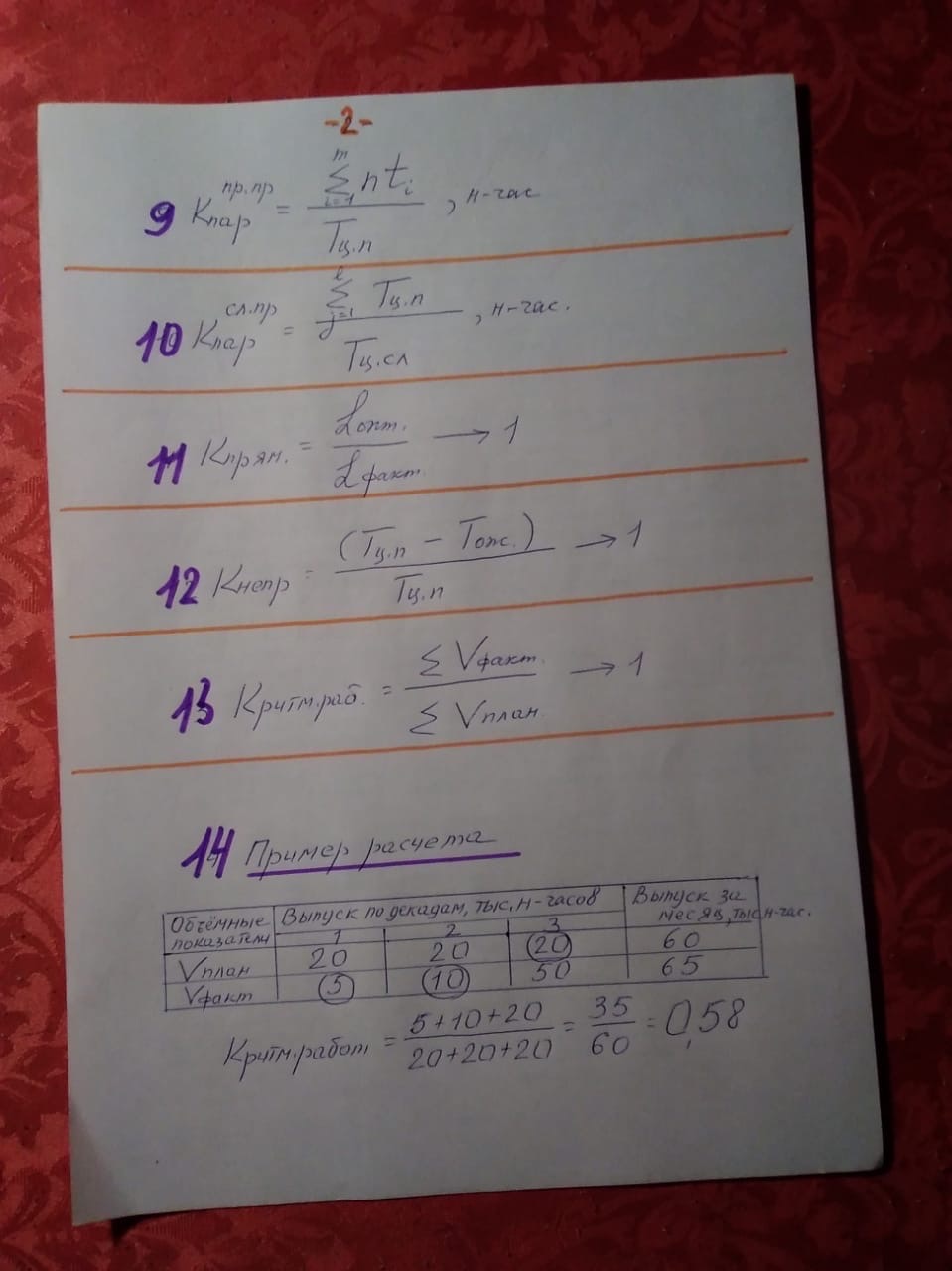 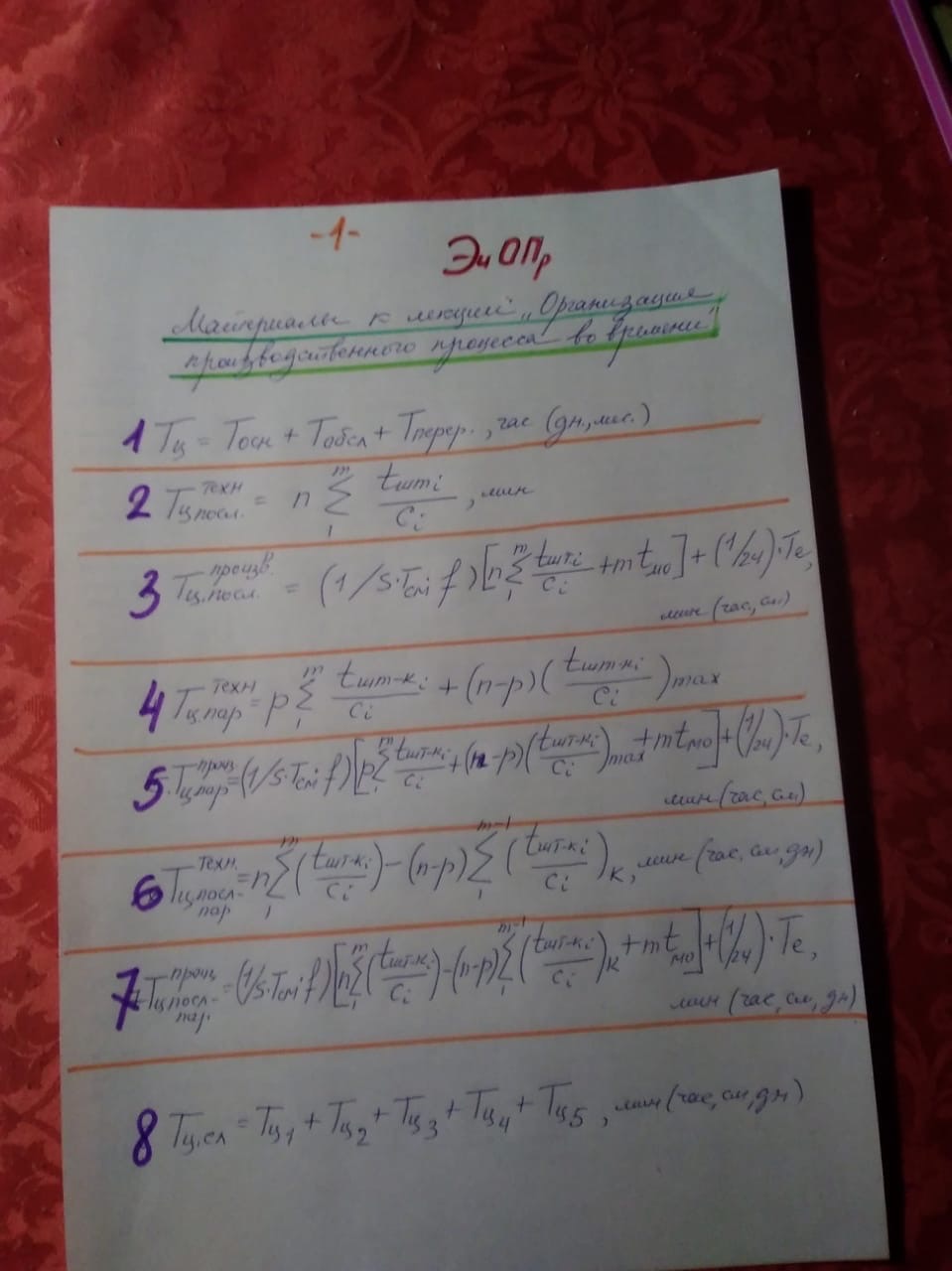 Тема для самостоятельного изучения: 1 Форма разделения труда на машиностроительном предприятии 2 Экономически/психофизические/социальные границы разделения труда Организация производственного процесса во времени Сущность и классификация производственных процессов Длительность производственного цикла и пути его сокращения Выбор и обоснование видов движения, предметов труда в процессе производства Принципы рациональной организации производственного процесса во времени 1 ------------- Производственный процесс на предприятии осуществляется во времени и пространстве и требует соответствующей организации Производственный процесс на предприятии в различных отраслях представляет собой совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходные материалы превращаются в готовые изделия В зависимости от характера и масштаба выпускаемой продукции производственные процессы могут быть простыми и сложными Производственный процесс включает в себя технологические и нетехнологические процессы. Технологические процессы изменяют свойства, форму и размеры изделия, а нетехнологические не изменяют. Технологический процесс является частью производственного процесса. В зависимости от того какой продукт является результатом производства производственные процессы делятся на основные/ вспомогательные/ обслуживающие. В результате осуществления основного процесса предприятия получают продукцию, предназначенную для реализации. В свою очередь основные производственные процессы, например машиностроение, делятся на три стадии заготовительную/обрабатывающую/сборочную. В результате вспомогательного процесса получают продукцию, которая используется внутри предприятия для обеспечения непрерывного хода основного процесса, например производство запасных частей, выработка энергии. В результате обслуживающих процессов предприятие не получает никакой продукции, но затрачивает время на их осуществление(Транспортировка, выполнение контрольных операций, оформление документации, консервация изделий) 2 ------------------- Производственный процесс во времени характеризуется структурой и длительностью производственного цикла. Длительность производственного цикла изготовления изделия – это промежуток времени от запуска материалов производства до выпуска готового изделия. Определяется в единицах времени Структура производственного цикла … ДОПИСАТЬ Т.к это обеспечивает ускорение оборачиваемости оборотных средств Улучшение показателей использования основных производственных фондов(опф), таким образом способствуя увеличению прибыли и рентабельности Показатели тц используются как норматив при разработке оперативно производственных планов предприятия Для сокращения тц или длительности цикла предприятие проводит различные организационно циклические предприятия, к которым относится А) использование прогрессивных, ресурсосберегающих технологических процессов Б) В) использование высокопроизводительной оснастки Г) рациональная организация и обслуживание рабочих мест Д) повышение квалификации производственного и управленческого персонала Е) Внедрение системы бережливого производства Ё)Компьютеризация производства и управления с применением информационных технологий 3---------------------------- На длительность производственного и технологического циклов изготовления изделий, кроме вышеуказанных факторов оказывают влияние и виды движения предметов труда в процессе производства Под видом движения предметов труда в процессе производства понимается способ передачи изделий с одной операции на другую в процессе их изготовления в зависимости от типа производства применяется последовательный параллельный и последовательно-параллельный(смешанный) виды движеняи 3.1 расчёт тц при последовательном виде движения в единичном и мелкосерийном производстве. При этом виде движения изделия передаются с одной операции на другую партиями. Длительность технологического цикла обработки партии изделий(Деталей) при данном виде движения можно рассчитать по формуле 2  N – количество изделий, деталей в партии M – число операций технологического процесса Tшт – норма штучного времени на обработку одного изделия по каждой данной операции Cit – количество рабочих местах на каждой данной операции С учётом неизбежных перерывов в работе S – число смен в рабочих сутках Тсм – продолжительность одной смены F – коэффициент перевода календарного времени в рабочее Tмо – среднее межоперационное время на партию Tест – время протекания естественных процессов 3.2 Расчёт тц при паралльном виде движения в крупно серийном и массовом производстве При данном виде движения изделия с одной операции на другую передаются поштучно или небольшими транспортными партиями, передаваемыми как одно изделие Длительность технологического цикла при параллельном виде движения рассчитывается по формуле 4  Длительность производственного цикла определяется по формуле 5  P – количество изделий в транспортной партии  наиболее длительная операция цикла наиболее длительная операция циклаТабличка ДОПИСАТЬ Лекция 2 …. …. Количественно уровень специализации производственного процесса характеризуется коэффициентом специализации(Коэффициентом закрепления операции) который рассчитывается по формуле Ксп = n * I / c N – количество наименований обрабатываемой детали в данном подразделении I – количество операций выполняемых в среднем на одном рабочем месте в данном подразделении за плановый период С – количество единиц оборудования(рабочих мест в данном подразделении) или на предприятии в целом Ксп в массовом производстве равняется 1-2 В крупносерийном 3-5 Среднесерийное производство … Крупносерийное …. … Дописать 2 – Пропорциональность — это согласованность всех элементов производственного процесса по производительности и производственной мощности. Пропорциональность обеспечивается выравниванием загрузки технологического оборудования и отдельных рабочих мест. Соответственно производственной мощности вспомогательных цехов в их взаимосвязи производственной мощи основных цехов в рациональном … См задачу на расчёт производственной мощности участка механического цеха и загрузки оборудования 3 – Параллельность работ означает одновременность выполнения операций и частей производственного процесса. Количественную степень параллельности работ выражает коэф параллельности, который показывает трудоёмкость выполнения работ за единицу времени производственного цикла. Чем больше коэф тем больше параллельности Расчёт коэф парал-ти в простых процесса производится по формуле 9, в сложных процессах по формуле 10 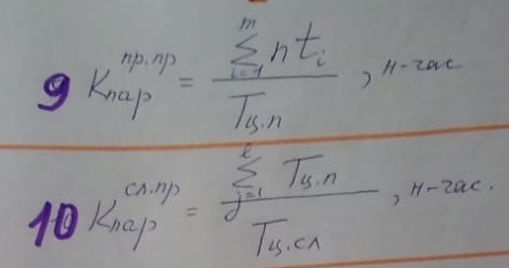 N – число опираций или работ в технологическом процессе - размер партии обрабатываемых изделий Тi – трудоёмкость выполняемых работ по каждой операции Tцп – длительность производственного цикла простого процесса L – число простых процессов в сложном процессе Tцсл – длительность производственного цикла сложного процесса Прямоточность – размещение технологического оборудования в порядке следования операций технологического процесса, исключающие возможность встречных и возвратных движений, предметов труда в процессе производства. Прямоточность определяется на основе расчёта коэф прямоточности, который определяется по формуле 11  Lопт – это оптимальное, кратчайшее длина пути прохождения предмета труда в процессе производства Lфакт – фактическая длина пути прохождения изделия Непрерывность – в организации производственного процесса достигается А) непрерывностью движения предметов труда в процессе обработки или сборки Б) непрерывностью работы рабочих В) непрерывностью производительной работы оборудования Количественно степень непрерывности процесса выражается коэф непрерывности, который определяется по формуле 12  Tцп - Время процесса изготовления изделия Тож – время прореживания деталей или изделий или ожидания в процессе производства Переодически/планомерно повторяющийся производственный процесс Различают понятия – ритмичность выпуска/ ритмичность работы/ ритмичность производства Ритмичность выпуска означает выпуск равного объёма продукции в натуральном выражении за равные промежутки времени месяц/декада/смена Таблица дописать Ритмичность выпуска обеспечивает ритмичность работы на участках в цехах и на предприятии в целом и сохраняется лишь при условии пропорциональной и ритмичной работы на всех участках и рабочих местах основного вспомогательного и обслуживающего процессов Ритмичность работы — это выполнение равных объёмов работ по трудоёмкости в нормачасах и по составу (видам работ) за равные промежутки времени Коэфициент ритмичности работ определяется по формуле 13  Vфакт – фактический объём выполняемой работы за период в пределах плана Vплан – плановый объём работ за тот же период(Смотри пример таблица 14) |