отчет (2). Отчет об учебной практике Выполнил студент группы атп152 Амиров Артём Рустемович
 Скачать 5.05 Mb. Скачать 5.05 Mb.
|

|
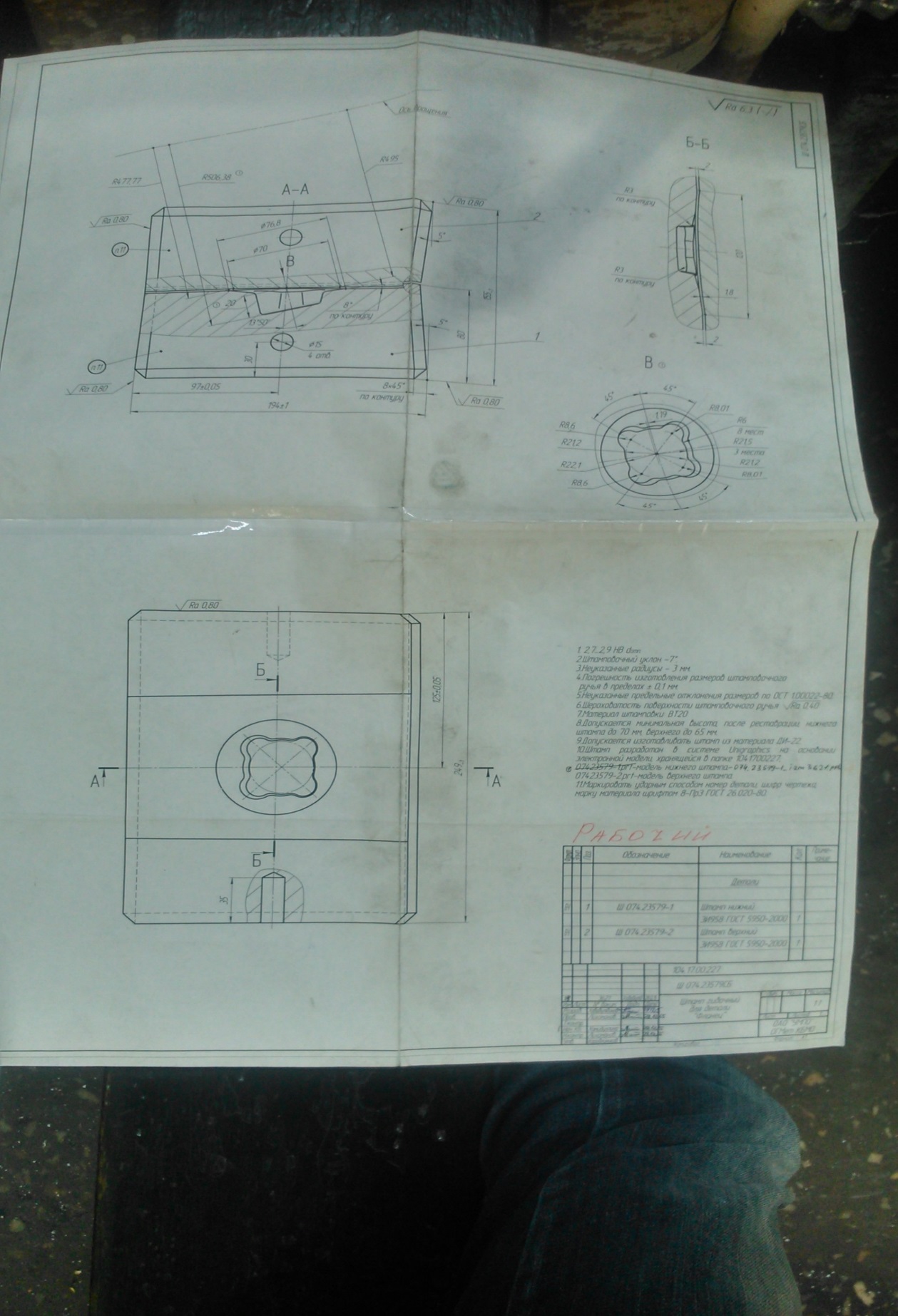
Министерство образования и науки Российской Федерации ФГБОУ ВПО УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра автоматизации технологических процессов Отчет об учебной практике Выполнил : студент группы АТП-152 Амиров Артём Рустемович Проверил: Рябов Юрий Васильевич Уфа 2016 Я, студент Амиров Артём Рустемович, в период с 04.07.2016 по 17.07.2016 проходил учебную практику в ПАО «Уфимское моторостроительное производственное объединение» . Местом прохождения практики была вторая площадка УМПО. Передо мной стояли следующие задачи: 1) Посетить музей ПАО УМПО и ознакомиться с продукцией, выпускаемой заводом. 2) Посетить литейный цех и изучить: а) структуру цеха б) оборудование в) виды изготавливаемых деталей и их техпроцесс производства 3) Ознакомление со структурой предприятия 4)Прохождение учебной практики в инструментальном цехе № 19 а: а) структура цеха б) устройство станков с числовым программным управлением (далее-чпу) в) виды деталей, изготавливаемых на станках с чпу г)технология изготовления деталей (технологические карты, чертежи) Посещения музея ПАО «УМПО» ОАО «Уфимское моторостроительное производственное объединение» — крупнейший разработчик и производитель авиационных двигателей в России. Здесь работают более 20 тысяч человек. УМПО входит в состав Объединенной двигателестроительной корпорации. Основными видами деятельности предприятия являются разработка, производство, сервисное обслуживание и ремонт турбореактивных авиационных двигателей, производство и ремонт узлов вертолетной техники, выпуск оборудования для нефтегазовой промышленности. УМПО серийно выпускает турбореактивные двигатели АЛ-41Ф-1С для самолетов Су-35С, двигатели АЛ-31Ф и АЛ-31ФП для семейств Су-27 и Су-30, отдельные узлы для вертолетов «Ка» и «Ми», газотурбинные приводы АЛ-31СТ для газоперекачивающих станций ОАО «Газпром». Под руководством объединения ведется разработка перспективного двигателя для истребителя пятого поколения ПАК ФА (перспективный авиационный комплекс фронтовой авиации, Т-50). УМПО участвует в кооперации по производству двигателя ПД-14 для новейшего российского пассажирского самолёта МС-21, в программе производства вертолётных двигателей ВК-2500, в реконфигурации производства двигателей типа РД для самолётов МиГ.   Посещение литейного цеха УМПО В литейном цехе занимаются изготовлением фасонных деталей и заготовок путём заливки расплавленного металла в форму, полость которой имеет конфигурацию требуемой детали. Производство в литейном цехе начинается с изготовления моделей. Из специальной массы прессуются модели для детали разных размеров и конфигураций с последующей ручной отделкой.  Облицовка модельных блоков и получение керамических форм- важная часть технологического процесса литейного цеха. Перед заливкой керамические формы прокаливаются в печах. Керамическая форма прокалена- далее её ждёт заливка сплавом. На фото снизу залитая сплавом керамическая форма.  Структура цехов В составе УМПО 5 инструментальных цехов . Они занимаются изготовлением технологического оснащения. Здесь создают станочные приспособления, штампы для горячей и холодной обработки металлов, режущий инструмент, мерительный инструмент, пресс-формы для литья цветных и черных сплавов. Практика в цехе № 19 а Процесс вырезания формы для штампа на лазерном станке 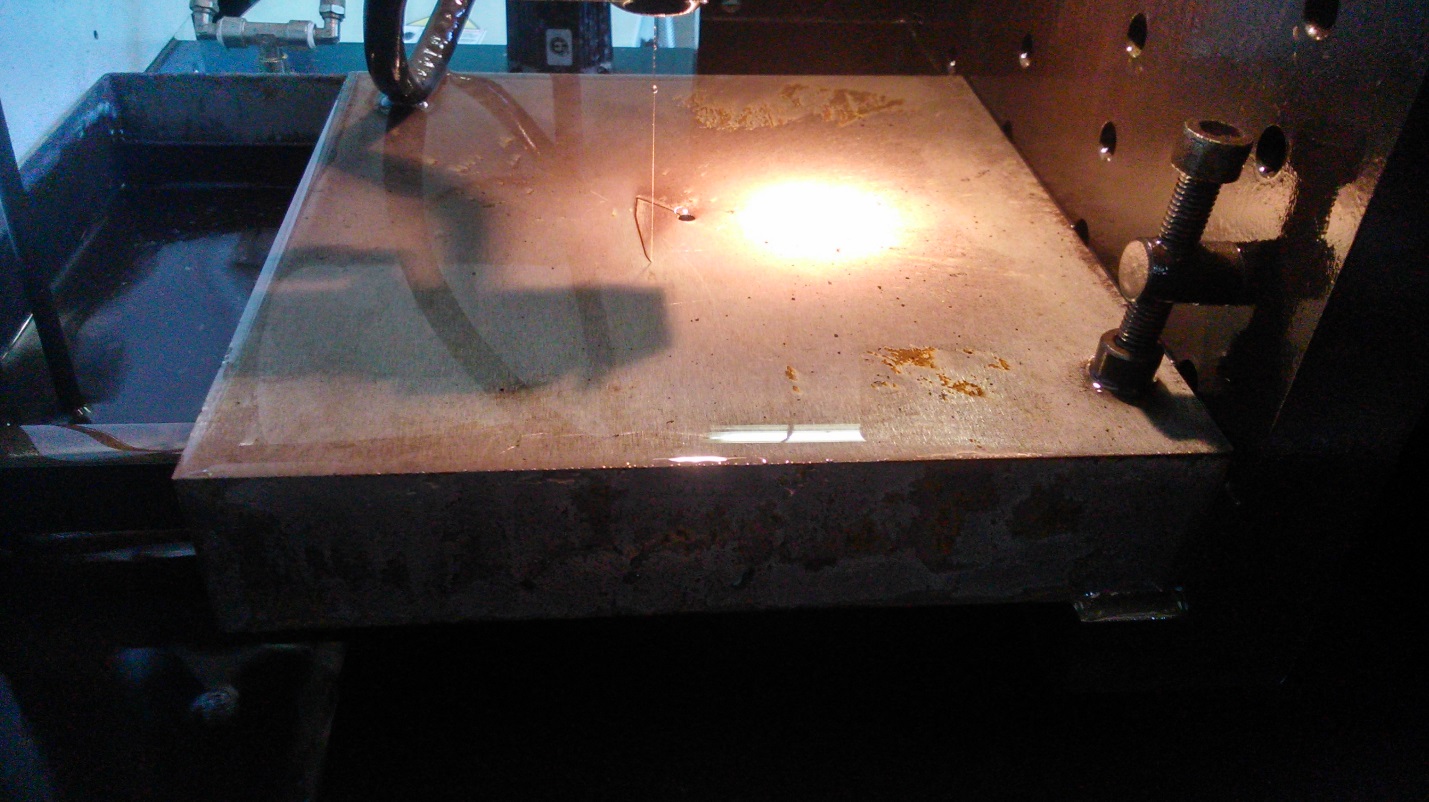   ЧПУ Универсальный вертикально-фрезерный обрабатывающий станок Производство: микрон Mikron VCE 600 ProТип ЧПУ : Heidenhain iTNC 530Характеристики станка: |