Промышленный интернет. Промышленная информатика_Задание на зачет_Шкодяк_ИАБО-01-19. Отчет по практической работе по дисциплине Промышленная информатика
 Скачать 1.41 Mb. Скачать 1.41 Mb.
|

Институт Информационных технологий (ИИТ) Кафедра Промышленной информатики (ПИ) Отчет по практической работе по дисциплине «Промышленная информатика»
Работа представлена к защите «___»____________ 2022 г. 2022 г. СОДЕРЖАНИЕ Исходные данные Вариант 28 Наименование операции и перехода: Шлифовальная, шлифовать поверхность d = 90 мм (предварительный d = 90,4 мм). Материал и механические свойства: Сталь 38Х2Ю;  МПа. МПа.На Рисунке 1 представлен чертеж детали по варианту. 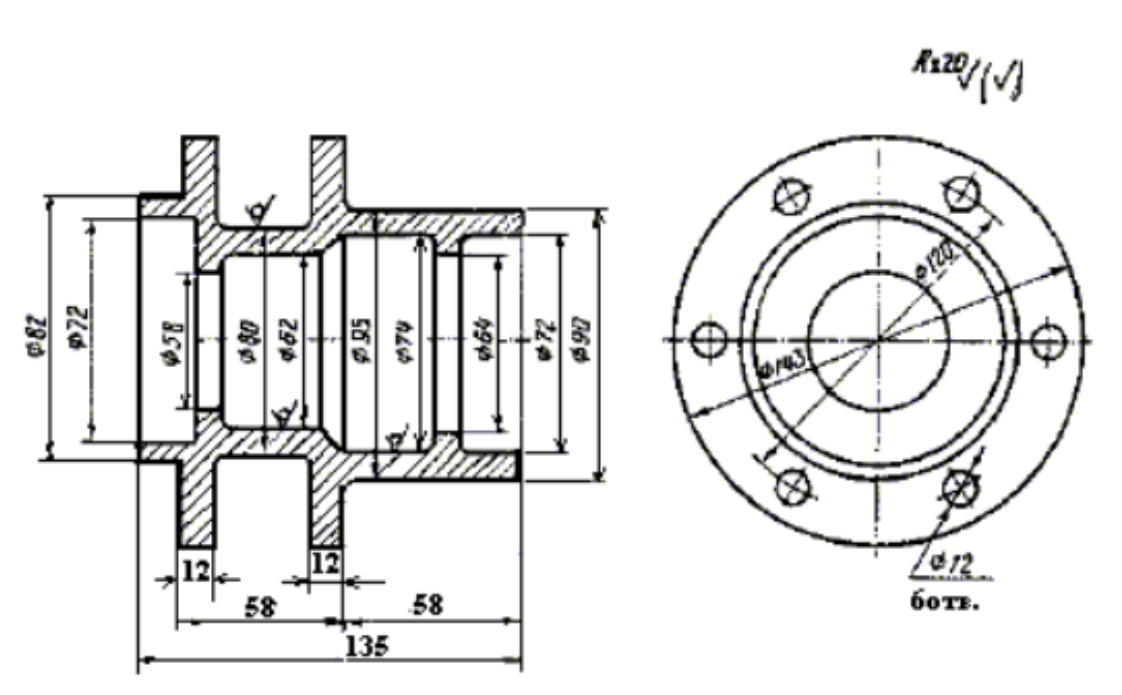 Рисунок 1 ― Чертеж детали Ход работы Определение инструментальной маркиМарка стали ― 38Х2Ю (также другое обозначение 38ХЮ) Классификация материала ― сталь конструкционная легированная Применение: трущиеся детали приборов, детали вспомогательных узлов машин и приспособлений Стандарт ― ГОСТ 4543-71 38Х2Ю — металлический сплав, основу которого составляет железо (Fe), его содержание в 38Х2Ю должно быть не менее 96%. Обязательно в сплаве 38Х2Ю присутствуют хром, алюминий, углерод, марганец, кремний. Цифра 38 в обозначении стали указывает среднюю массовую долю углерода в стали в сотых долях процента, т.е. углерода в стали 38Х2Ю около 0,38%. Буква Х указывает что в стали содержится хром (Cr), цифра 2 за буквой указывает, что хрома в стали содержится примерно до 2%. Буква Ю указывает что в стали содержится алюминий (Al), отсутствие цифр за буквой указывает, что алюминия в стали содержится до 1,5%. Выбор шлифовального кругаПо таблице «Группы обрабатываемости материалов шлифованием» определяем группу обрабатываемости данной стали 38Х2Ю (38ХЮ) ― II. 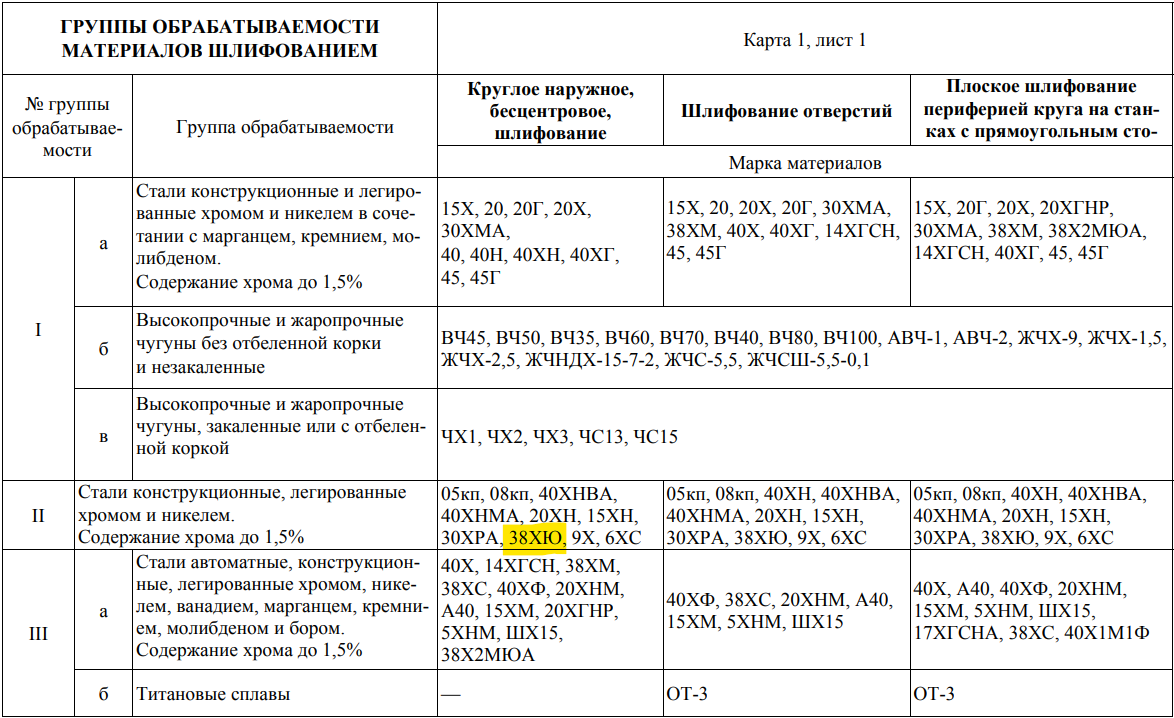 Рисунок 2 ― Фрагмент таблицы «Группы обрабатываемости материалов шлифованием» Параметры характеристики абразивного инструмента определяются по картам в соответствии с его маркировкой в следующей последовательности: Выбирается шлифовальный материал. Определяется зернистость. Определяется твердость. Определяется структура. Выбирается вид связки. По таблице «Шлифовальный материал» выбираем материал 25А. 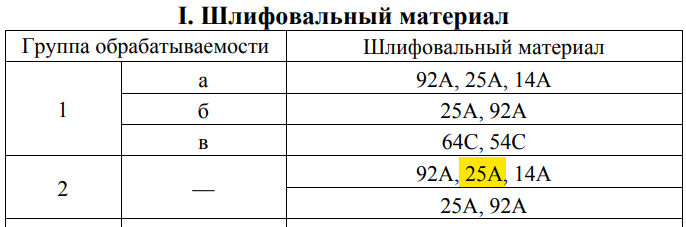 Рисунок 3 ― Фрагмент таблицы «Шлифовальный материал» По таблице «Зернистость» берем значение 50Н. 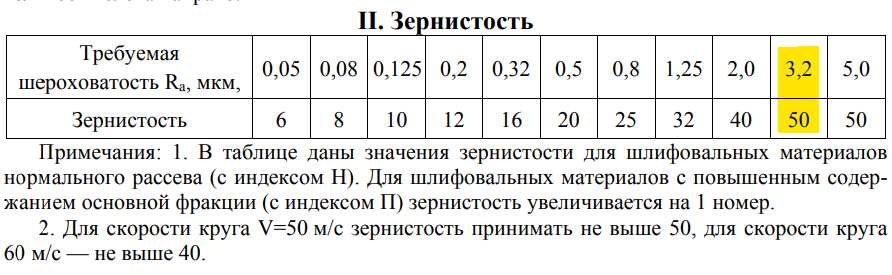 Рисунок 4 ― Таблица «Зернистость» По таблице «Твердость» определяем твердость круга как СМ2. 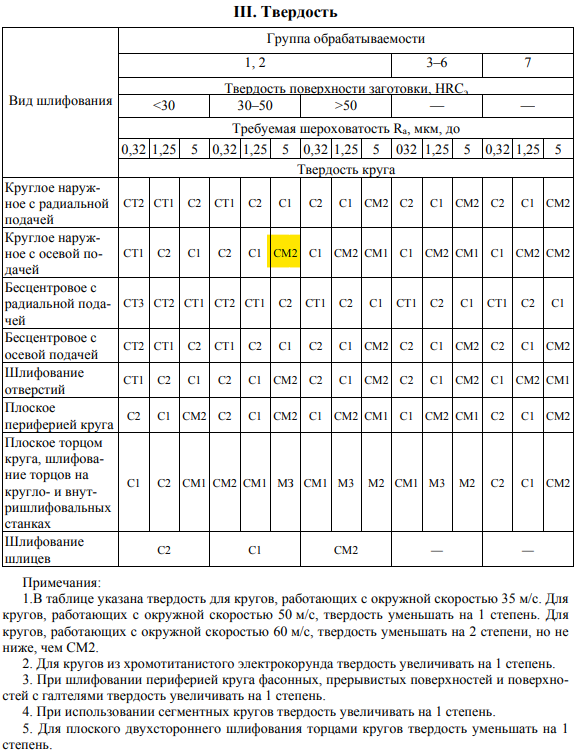 Рисунок 5 ― Таблица «Твердость» По таблице «Структура» выбираем значение 6. 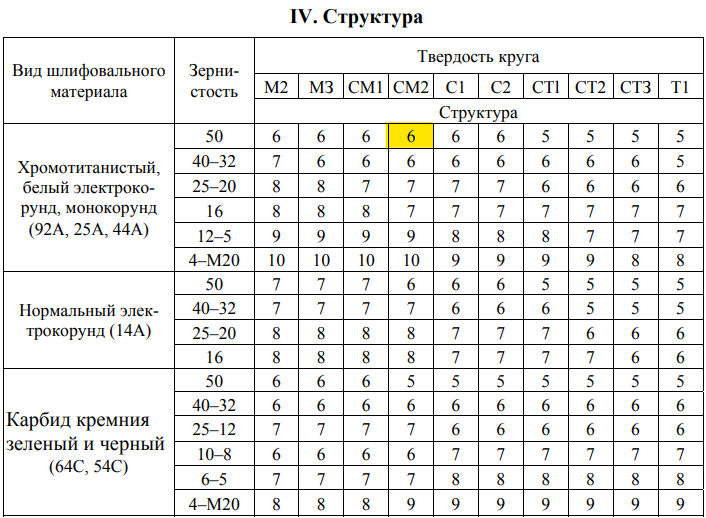 Рисунок 6 ― Таблица «Структура» Выбираем керамическую связку и определяем коэффициент из таблицы «Поправочные коэффициенты на режимы резания в зависимости от твердости круга» равный 0,95. 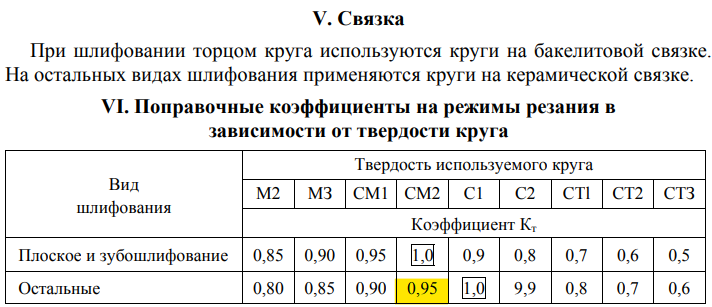 Рисунок 7 ― Определение связки и таблица «Поправочные коэффициенты на режимы резания в зависимости от твердости круга» Далее ищем подходящий по размеру шлифовальный круг с требуемыми характеристиками в Интернете. Находим круг с подходящими размерами 300х40х127. В итоге получаем шлифовальный круг «25А50НСМ2К 300х40х127». Выбор смазочно-охлаждающей жидкостиДля данной операции выберем жидкость «Техмол-1» (ТУ 2422-030-00148842-2000), которая имеет номер группы 2, по таблице «Наименование и номер группы СОЖ». Далее по таблице «Поправочный коэффициент на режимы резания, в зависимости от группы СОЖ» определяем коэффициент Кс = 1,15. Выбор режима резанияСначала по таблице «Режимы резания» для «Круглого наружного шлифования с осевой подачей» по диаметру заготовки d3, твердости стали и высоте шлифовального круга определяем: частоту вращения заготовки n3 = 110 об/мин, скорость осевой подачи VSос = 2500 мм/мин, осевую подачу Sрад = 0,021 мм/ход. 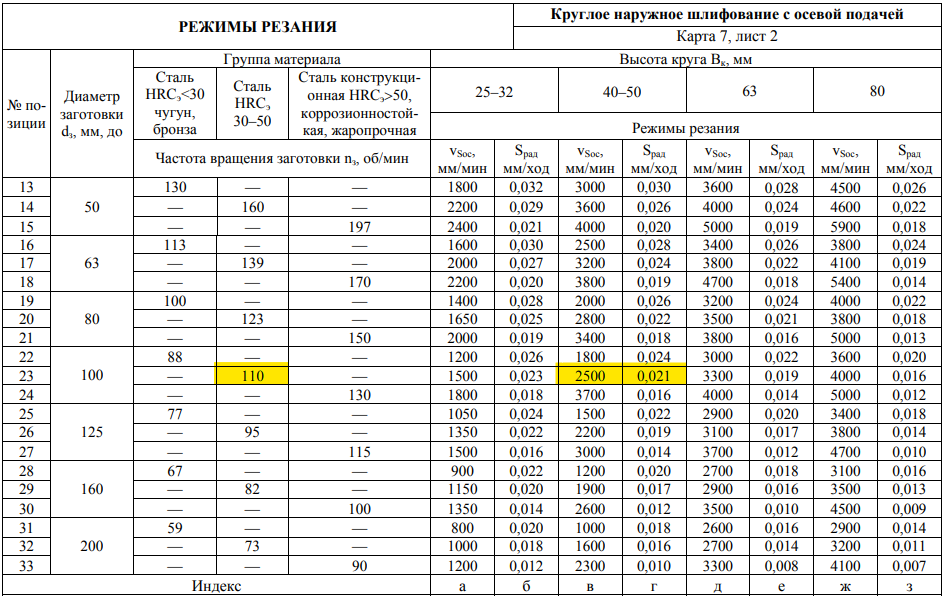 Рисунок 8 ― Фрагмент таблицы «Режимы резания» Далее с помощью набора таблиц «Поправочные коэффициенты на радиальную подачу для измененных условий работы в зависимости от» определим следующие коэффициенты: KvSрад1 = 1,30, KvSрад2 = 0,87, KvSрад3 = 0,72, KvSрад4 = 1,0, KvSрад5 = 1,0, согласно соответствующим таблицам. Теперь по группе таблиц «Поправочные коэффициенты на скорость осевой подачи для измененных условий работы в зависимости от» найдем следующие коэффициенты: KvSос1 = 1,3, KvSос2 = 1,0 соответственно таблицам. По формуле рассчитаем основное время:  КSрад = КSрад1 КSрад2 КSрад3 КSрад4 КSрад5 Кc Кт = =1,3 0,87 0,72 1,0 1,0 1,15 0,95 = 0,8896 КvSос = КvSос1 КvSос2 = 1,3 1,0 = 1,3 Посчитаем глубину резания t:  Найдем окончательное значение осевой подачи vSос:  Найдем окончательное значение радиальной подачи Sрад:  По таблице «Мощность, потребная на шлифование» найдем требуемую мощность для обработки детали: N = 7,4 кВт. 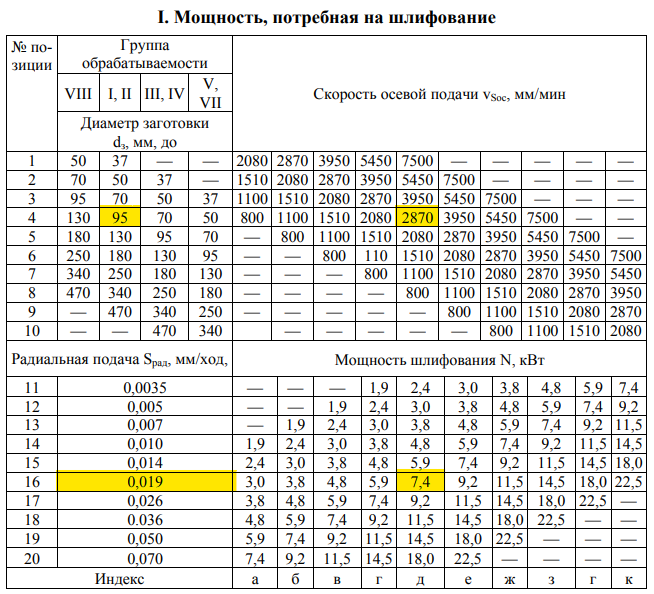 Рисунок 9 ― Таблица «Мощность, потребная на шлифование» Рисунок 9 ― Таблица «Мощность, потребная на шлифование»Выбор станкаДля обработки данной детали подберем круглошлифовальный станок STUDER S31 1000. Он имеет следующие характеристики. 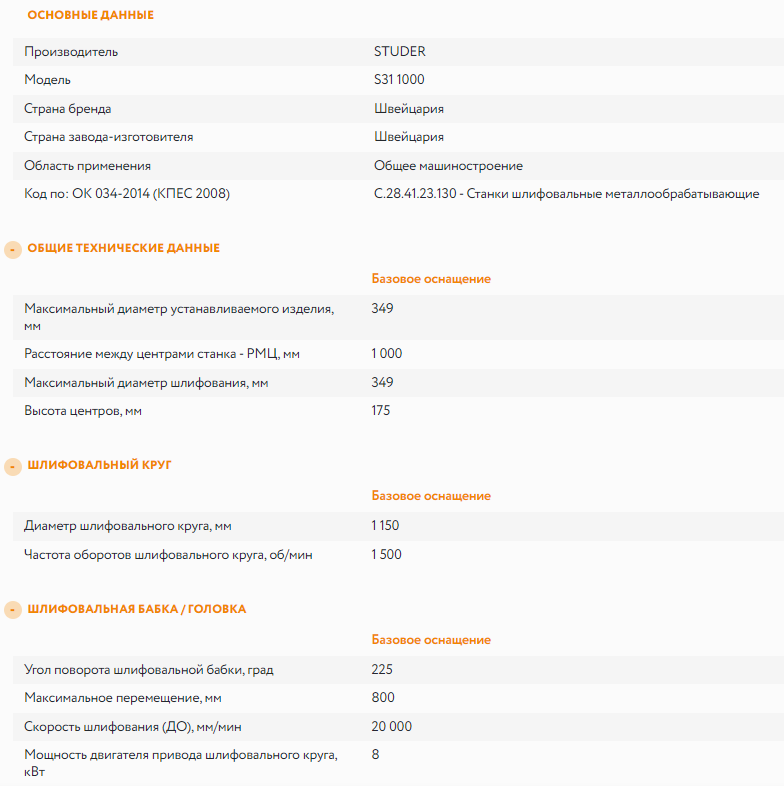 Рисунок 10 ― Характеристика станка STUDER S31 1000 ВЫВОД В ходе проделанной работы была выбрана конструкция и геометрия инструмента, подача, скорость резания. А также было определено машинное время обработки. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ В.Д. Кандакова, С.Н. Корчак «Режимы резания на работы, выполняемые на шлифовальных и доводочных станках с ручным управлением и полуавтоматах» Справочник. — Челябинск: Изд-во АТОКСО, 2007. Лекции по предмету «Промышленная информатика» за 5 семестр. | |||||||||||||||
