доклад. Доклад. Отчет по производственной практике пм01 натк. 461400. 200 студент группы оп 20. 111 Побожий Д. М
 Скачать 1.04 Mb. Скачать 1.04 Mb.
|

|
Министерство образования Новосибирской области ГБПОУ НСО «Новосибирский авиационный технический колледж имени Б.С. Голущака»  Отчет по производственной практике ПМ01 НАТК.461400.200 Выполнил: студент группы ОП- 20.111 Побожий Д.М. Проверила: Казакова Н.А. Содержание Введение Общие сведение о структуре предприятия и его подразделений, должностные обязанности Выбор и описание инструмента и приспособлений Выбор и описание оборудования Описание средств контроля на разных этапах технологического процесса Охрана труда и техника безопасности при выполнении работ Заключение Список используемых источников.  Введение  Оптик — это специалист высокой квалификации, который может выполнять все операции связанные с обработкой стекла. Оптик сложная профессия, сложность ее в том, что детали изготавливают из хрупких материалов стекла, при этом необходимо получить высокую точность. Основу оптических приборов составляют оптические детали, изготовленные с высокой точностью из оптических прозрачных материалов. Современные оптические приборы представляют собой сложные технические устройства, построенные на основании использования световой энергии электронно-оптических систем и точных механизмов. Они используются в машиностроении и приборостроении, научных исследованиях, Медицине, химической промышленности, вычислительной технике, телевидении и фотографиях. Для этого применяется различные по назначению приборы: интерференционные, дифракционные и поляризационные. Оптические приборы значительно расширяют физиологические возможности человеческого глаза, позволяя проникнуть в микромир и далекий космос. Широкое распространение получили микроскопы. Биологические микроскопы, применяются для диагностики заболеваний. Поляризационные — позволяют быстро установить тип минерала. В производственных и научных лабораториях интерферометры применяют для периодического и непрерывного контроля состава жидкостей и газов, устанавливая их с высокой точностью с наличием в них самых не значительных примесей. Особое место занимают вопросы повышения качества всех видов оптических приборов, внедрения комплексных систем управления качеством продукции, улучшение соответствующих стандартов и технических условий. Оптик — это специалист высокой квалификации, который может выполнять все операции связанные с обработкой стекла. Оптик сложная профессия, сложность ее в том, что детали изготавливают из хрупких материалов стекла, при этом необходимо получить высокую точность. Основу оптических приборов составляют оптические детали, изготовленные с высокой точностью из оптических прозрачных материалов. Современные оптические приборы представляют собой сложные технические устройства, построенные на основании использования световой энергии электронно-оптических систем и точных механизмов. Они используются в машиностроении и приборостроении, научных исследованиях, Медицине, химической промышленности, вычислительной технике, телевидении и фотографиях. Для этого применяется различные по назначению приборы: интерференционные, дифракционные и поляризационные. Оптические приборы значительно расширяют физиологические возможности человеческого глаза, позволяя проникнуть в микромир и далекий космос. Широкое распространение получили микроскопы. Биологические микроскопы, применяются для диагностики заболеваний. Поляризационные — позволяют быстро установить тип минерала. В производственных и научных лабораториях интерферометры применяют для периодического и непрерывного контроля состава жидкостей и газов, устанавливая их с высокой точностью с наличием в них самых не значительных примесей. Особое место занимают вопросы повышения качества всех видов оптических приборов, внедрения комплексных систем управления качеством продукции, улучшение соответствующих стандартов и технических условий. Оптические детали являются важнейшими компонентами оптико-электрических приборов. Не случайно па предприятии изготавливается большая номенклатура оптических приборов. При этом широко используются как традиционные так и современные автоматизированные технологии: на новейшем оборудовании освоено изготовление точных сферических оптических деталей такое оборудование реализуют принципиально новые подходы в оптической технологии. Оптические приборы в наше время получили столь широкое распространение и развитие, что появилась необходимость выделить отдельные группы приборов, объединенные общими теоретическими свойствами и специализированные на решении однородных задач. Таким действием были созданы оптические микроскопы, оптико-телескопические системы, фотографическая оптика, проекционная оптика и др. Необходимость применения разнообразнейших приборов для научных, производственных и бытовых целей вызвала всестороннее развитие оптического приборостроения. Для прогресса оптического приборостроения весьма важным явилось внедрение ЭВМ в практику расчета оптических систем и успешное развитие фундаментальных наук.  Оптические приборы, созданные человеком, необычайно расширили возможности зрения. Они позволяют человеку проникать в тайны микромира и Вселенной, управлять космическими аппаратами и подводными лодками, воздушными лайнерами и металлорежущими станками, видеть в темноте и передавать изображение на большие расстояния. Оптические приборы используют в медицине и геодезии, в научных исследованиях и в военном деле, строительстве, станкостроение, самолетостроение и других областях науки и технике. Большие возможности открываются при использовании в оптических системах не сферических поверхностей, волоконной и растровой оптики. Производство и эксплуатации оптических приборов требуют от рабочих высокого профессионального мастерства, практических навыков и специальных знаний. Оптические приборы, созданные человеком, необычайно расширили возможности зрения. Они позволяют человеку проникать в тайны микромира и Вселенной, управлять космическими аппаратами и подводными лодками, воздушными лайнерами и металлорежущими станками, видеть в темноте и передавать изображение на большие расстояния. Оптические приборы используют в медицине и геодезии, в научных исследованиях и в военном деле, строительстве, станкостроение, самолетостроение и других областях науки и технике. Большие возможности открываются при использовании в оптических системах не сферических поверхностей, волоконной и растровой оптики. Производство и эксплуатации оптических приборов требуют от рабочих высокого профессионального мастерства, практических навыков и специальных знаний.Общие сведения о структуре предприятия и его подразделении. Должностные обязанности АО «Новосибирский приборостроительный завод» - высокотехнологичное предприятие, обладающее современными производственными переделами: заготовительное (литейное, штамповочное, кузнечно-прессовое);  оптическое (изготовление оптических деталей из всех видов стекла, кристаллов и других оптических материалов, в том числе полимеров и керамики, с нанесением специальных покрытий на поверхности оптических деталей; высокоточное производство асферических оптических элементов. работающих в широком диапазоне длин волн); оптическое (изготовление оптических деталей из всех видов стекла, кристаллов и других оптических материалов, в том числе полимеров и керамики, с нанесением специальных покрытий на поверхности оптических деталей; высокоточное производство асферических оптических элементов. работающих в широком диапазоне длин волн);механообрабатывающее (обработка деталей из чугуна, стали, легких сплавов, с точностью изготовления по 6-7 квалитету и допусками до 1,0-1.5 мкм); отделочное (нанесение всех видов гальванических и лакокрасочных покрытий, в том числе полимерных покрытий); электромонтажное (изготовление печатных плат, в том числе многослойных и гибких, монтаж электронных блоков с применением поверхностного монтажа высокой плотности); сборочное (сборка, юстировка, контроль и испытания всех видов приборов, в том числе телевизионных, все суточных и лазерных приборов специального назначения); инструментальное (изготовление специального инструмента, оснастки, штампов, литейных форм для алюминиевых сплавов, точного стального литья и композитных неметаллических материалов); вспомогательное (изготовление полиграфической продукции и тары из дерева, фанеры и ДВП). Рассмотрим структуру цеха, схема которой представлена ниже:  Начальник цеха                                   БПП Кладовщик инструментального склада Начальник тех бюро Кладовщик материального склада Рабочие Участок центрировки Инженер по подготовке пр-ва Диспетчер цеха Участок полировки оптических деталей Контролер ОТК Физическая лаборатория Начальник ПДБ Заготовитель-ный участок Начальник БТК Электро-лаборатория мастер Завхоз Заместитель начальника цеха    Основной функцией мастера производственных участков цеха является осуществление руководства возлагаемых им производственных участков цеха, выполнения участками в установленные сроки плановых заданий номенклатуре и объему производства продукции и качеству выпускаемой продукции, повышению производительности труда, снижению трудоёмкости. Мастер обязан обеспечивать: соблюдение технологических процессов; выполнение коллективом участка в установленный срок плановых заданий и принятых социалистических обязательств по объёму производства продукции (работ) высокого качества в заданной номенклатуре; внедрение и совершенствование бригадных форм организации и стимулирование труда, внедрение бригадного хозрасчета; правильное использование выделенного участку фонда заработной платы; проводить итоги работы участка за сутки и ежедневно отчитываться перед начальником цеха о ходе выполнения плановых заданий; содействовать всем видам обучения и повышения квалификации рабочих и ИТР участка; внедрять комплексную систему управления качеством работы, ежедневно оценивать работу каждого работника; соблюдать правила внутреннего трудового распорядка, охраны труда, техники безопасности и пожарной безопасности. В должностные обязанности контроллера ОТК входит: выходной контроль готовых товаров; сверка реальных параметров выпускаемой продукции с эталонными показателями, указанными и технической документации, чертежах, ГОСТах; оформление сопроводительной документации — сертификатов, дефектных ведомостей, паспортов качества; проверка качества используемого материала; выявление технологических несоответствий и причин возникновения брака; выдвижение идей по модернизации производства. Технологическое бюро контролирует соблюдение технологической дисциплины в цехе. Осуществляет контроль за качеством запускаемых в производстве сырья, материалов, за правильностью определения расхода материалов по разработанному тех. процессу и участвует в пересмотре установленных норм сырья и вспомогательных материалов, а также по пересмотру норм выработки (времени).  Начальник производственно-диспетчерского бюро цеха (ПДБ) в своей работе руководствуется приказами и распоряжениями руководства завода и цеха, руководящими нормативно техническими материалами, планами и графиками работы и настоящей должностной инструкцией. Начальник ПДБ назначается и освобождается от занимаемой должности приказом директора завода по представлению начальника цеха, соглашенному с начальником ППО. Начальник производственно-диспетчерского бюро цеха (ПДБ) в своей работе руководствуется приказами и распоряжениями руководства завода и цеха, руководящими нормативно техническими материалами, планами и графиками работы и настоящей должностной инструкцией. Начальник ПДБ назначается и освобождается от занимаемой должности приказом директора завода по представлению начальника цеха, соглашенному с начальником ППО.2. Выбор и описание инструмента н приспособлений В качестве режущего инструмента для сверления отверстий чаще всего применяют спиральные свёрла. Спиральные свёрла изготавливают из углеродистой, легированной; хромокремнистой и быстрорежущей сталей, но наиболее распространенные спиральные свёрла из быстрорежущей стали. Сверление в основном осуществляют на сверлильных станках. Например: станок 2М112 Приспособления для установки заготовок.  Обрабатываемые заготовки могут устанавливаться и закрепляться непосредственно на столе станка, а также в универсальных или специальных приспособлениях. Для установки и закрепления заготовок непосредственно на столе станка используют прижимы, опоры и угольники различных конструкций, выбор которых зависит от конфигурации заготовок и вида обработки. Обрабатываемые заготовки могут устанавливаться и закрепляться непосредственно на столе станка, а также в универсальных или специальных приспособлениях. Для установки и закрепления заготовок непосредственно на столе станка используют прижимы, опоры и угольники различных конструкций, выбор которых зависит от конфигурации заготовок и вида обработки.Универсальными приспособлениями для закрепления заготовок на столе станка являются машинные тиски различных конструкций. Машинные тиски с ручным приводом надёжны, удобны и просты в эксплуатации. Для установки и закрепления цилиндрических заготовок: применяют самоцентрирующиеся тиски, которые можно устанавливать в горизонтальной и вертикальной плоскостях. Резец ‒ основной инструмент при обработке точением деталей различных размеров, форм, точности и материалов. По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные. Пример резца представлен на рисунке 1.   Рисунок 1 — Подрезной отогнутый резец. Сверло — инструмент для образования цилиндрических отверстий. Могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения несквозных углублений. Пример свёрл представлен на рисунке 2. Сверла классифицируются: по размерам (диаметр, длина), по виду и размерам хвостовика, по конструкции, по виду канавок для отвода стружки.  Рисунок 2 — Спиральные свёрла по металлу с коническими хвостовиками. Зенкер ‒ многолезвийный режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Пример представлен на рисунке 3.   Рисунок 3 ‒ зенкер. Фреза — инструмент с одним или несколькими режущими лезвиями (зубьями) для фрезерования. Виды фрез по геометрии (исполнению) бывают цилиндрические, торцевые, червячные, концевые, конические и другие. Пример фрезы представлен на рисунке 4.  Рисунок 4 ‒ фреза. Наибольшее применение для закрепления заготовок при обработке на токарных станках получили трёхкулачковые самоцентрирующийся патроны с ручным приводом и центры. Пример представлен на рисунке 6.  Рисунок 5 ‒ трёхкулачковые самоцентрирующийся патроны с ручным приводом и центры.  Планшайба — специальное устройство для крепления деталей или инструмента на оси шпинделя. Обычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок. Планшайбы используются для установки на шпиндель деталей неправильной формы или большого размера. Пример представлен на рисунке 6. Планшайба — специальное устройство для крепления деталей или инструмента на оси шпинделя. Обычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок. Планшайбы используются для установки на шпиндель деталей неправильной формы или большого размера. Пример представлен на рисунке 6. Рисунок 6 ‒ планшайба. Люнет — станочное приспособление используемое в качестве опоры при обработке на токарном станке или шлифовальном станке или дополнительная опора во избежание прогиба заготовки. Люнеты бывают с опорами качения и скольжения: первые называют роликовые люнеты, а вторые — кулачковые люнеты.  Рисунок 7 ‒ люнет. 3 Выбор и описание оборудования Токарно-винторезный станок 16К20 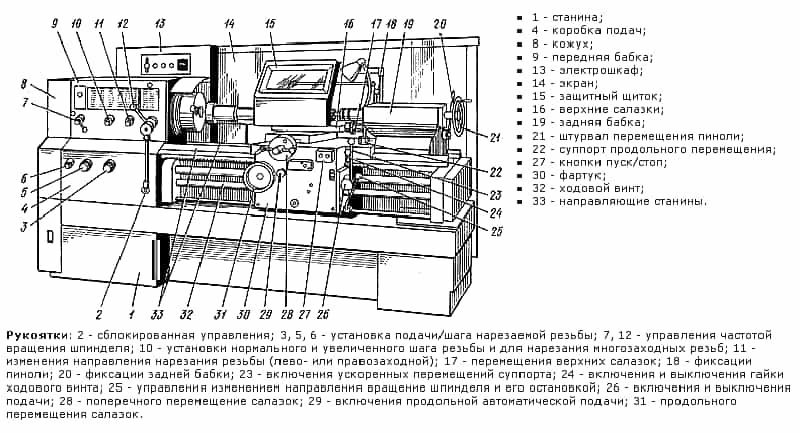  рисунок 8 ‒ Токарно- винторезный станок 1620 рисунок 8 ‒ Токарно- винторезный станок 162016К20 — универсальный токарно-винторезный станок, предназначенный для выполнения всех видов токарных работ, в том числе для нарезания резьб метрической, дюймовой, модульной, питчевой. Представлен на рисунке 8. Заложенные характеристики токарного станка 16К2О позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений. Возможности станка позволяют получать резьбы с различным шагом. Основные технические характеристики станка 16К20 приведены ниже в таблице 1:
 4. Описание средств контроля на разных этапах технологического процесса   Рисунок 8 — штангенциркуль Штангенциркуль ‒ измерительный прибор, предназначенный для высокоточных измерений наружных и внутренних линейных размеров, а также глубин отверстий.   Рисунок 9 — Микрометр Микрометр ‒ измерительный прибор, предназначенный для измерения длины (линейного размера) с низкой погрешностью. Погрешность измерения микрометром составляет от 2 до 50 мкм в зависимости от измеряемых диапазонов и класса точности прибора. При измерении применяется абсолютный или относительный контактный метод и преобразовательным механизмом которого является микропора винт ‒ гайка.  Рисунок 10 – сферометр Сферометр ‒ прибор для точного измерения радиуса кривизны сферы или искривлённой поверхности.  Рисунок 11 ‒ интерферометр ИТ-100  Интерферометр ИТ-100 предназначен для измерения отклонений от плоскостности полированных поверхностей диаметром до 100 мм с отражающим покрытием и без него. Контроль плоскостности оптических поверхностей основан на явлении интерференции, полученной в воздушном промежутке между рабочей поверхностью образцовой меры и интерферометра и контролируемой поверхностью изделия. Контроль плоскостности поверхностей с коэффициентом отражения до 0,5 производится методом двухлучевой интерференции, свыше 0,5 — методом многолучевой интерференции. Интерферометр состоит из жесткого основания, смонтированного на массивном столе; предметного стола с перемещением в трех направлениях и осветителя с ртутной лампой СМР-1. В интерферометре установлены две образцовые пластины, одна из которых имеет многослойное светоделительное покрытие с высоким коэффициентом отражения, другая — без покрытия. Для фотографирования интерференционной картины прибор снабжен фотокамерой «Зенит-Е». Интерферометр ИТ-100 предназначен для измерения отклонений от плоскостности полированных поверхностей диаметром до 100 мм с отражающим покрытием и без него. Контроль плоскостности оптических поверхностей основан на явлении интерференции, полученной в воздушном промежутке между рабочей поверхностью образцовой меры и интерферометра и контролируемой поверхностью изделия. Контроль плоскостности поверхностей с коэффициентом отражения до 0,5 производится методом двухлучевой интерференции, свыше 0,5 — методом многолучевой интерференции. Интерферометр состоит из жесткого основания, смонтированного на массивном столе; предметного стола с перемещением в трех направлениях и осветителя с ртутной лампой СМР-1. В интерферометре установлены две образцовые пластины, одна из которых имеет многослойное светоделительное покрытие с высоким коэффициентом отражения, другая — без покрытия. Для фотографирования интерференционной картины прибор снабжен фотокамерой «Зенит-Е».Охрана труда и техника безопасности при выполнении работ Техника безопасности подразумевает под собой комплекс мероприятий и общее положение об охране труда направленных на создание безопасных условий труда и предотвращения несчастных случаев производстве. К комплектованию деталей допускаются лица, прошедшие медосмотр. Инструктаж об охране труда и пожарной безопасности, обучение, стажировку и проверку знаний. При комплектовке деталей используются полиэтиленовые — пакеты. Полиэтиленовые пакеты не являются токсичными материалами. Использование его в нормальных условиях не требует мер предосторожности. Склейку полиэтиленовых пакетов необходимо производить в отдельном помещении, оборудованным обще-обменной приточно-вытяжной вентиляцией и местным вытяжным устройством. Для зашиты от вредных и опасных производственных факторов работники обеспечиваются средствами индивидуальной защиты: перчатки ХБ или резиновые перчатки. халат ХБ. Требования безопасности перед началом работы: надеть спецодежду; подготовить место для комплектации деталей;  осмотреть тару, которой прибыли материальные ценности, имеются ли соответствующие надписи, наличие технического паспорта, описание и т.д.; осмотреть тару, которой прибыли материальные ценности, имеются ли соответствующие надписи, наличие технического паспорта, описание и т.д.; визуально проверить: исправность инструмента, наличие аптечки и наличие средств пожаротушения. Требования безопасности во время работы: во время рабочего дня работник должен следить и поддерживать чистоту на рабочем месте, не допуская его загрязнение;  прием пищи на рабочем месте разрешается лишь как исключение, при отсутствии специально оборудованного для этого места. Выполнение какой-либо, работы во время приема пиши не допускается. прием пищи на рабочем месте разрешается лишь как исключение, при отсутствии специально оборудованного для этого места. Выполнение какой-либо, работы во время приема пиши не допускается.рабочее помещение должно быть чистым, светлым и проветриваться не менее двух раз во время рабочего дня. Разговоры по телефону в помещении, где работает группа сотрудников должно касаться только служебных вопросов, при этом говорить следует кратко, содержательно работающих и как можно тише, чтобы не отвлекать. Требования безопасности по окончанию работы: снять спецодежду и убрать в отведенное место; отключить все использовавшиеся в работе электроприборы от электросети; инструменты и материалы убрать в отведенное для хранения место; навести порядок на рабочем месте, разложить по местам детали, инструменты, приспособления и материалы; мусор и отходы выбросить в УРНУ для мусора; закрыть окно и форточку на шпингалеты; Замечания, вопросы, предложения возникшие в процессе работы, сообщить Руководству. Заключение. В результате прохождения производственной практики были выполнены все цели и задачи. Основной целью практики является практическое закрепление теоретических знаний, полученных в ходе обучения. Основным результатом данной работы является отчёт о прохождении практики, в котором собраны все результаты деятельности. В ходе практики изучил оборудование, инструменты и приспособления, выполнил вспомогательные и основные операции по изготовлению оптических деталей, выполнил наладку и регулировку станков, проводил операционный контроль на участке.   
Лист | 5 Список используемых источников А.В. Сулим «Производство оптических деталей» 1969г. Р.А. Михнев «Оборудование оптических цехов» Ф.М. Морозов, И.А. Конов «Оптические детали» 1987г. https://stanki-katalog.ru/sprav_3e756.htm https://ru.wikipedia.org  2022 |
