Федеральное государственное автономное
образовательное учреждение
высшего профессионального образования
«СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ»
 Военно-инженерный институт Военно-инженерный институт
Кафедра Наземной Артиллерии Сухопутных Войск
ОТЧЕТ ПО РАСЧЕТНО-ГРАФИЧЕСКОМУ ЗАДАНИЮ
Расчет чертежа отливки «Корпус приспособления»
Вариант №17
Преподаватель _____________ С.В. Мишнев
подпись, дата инициалы, фамилия
Студент ВЦ19-02НА № 301941270  04.06.2021 Опул А.О. 04.06.2021 Опул А.О.
номер группы, зачетной книжки подпись, дата инициалы, фамилия
Красноярск 2021 г.
Исходные данные для проектирования
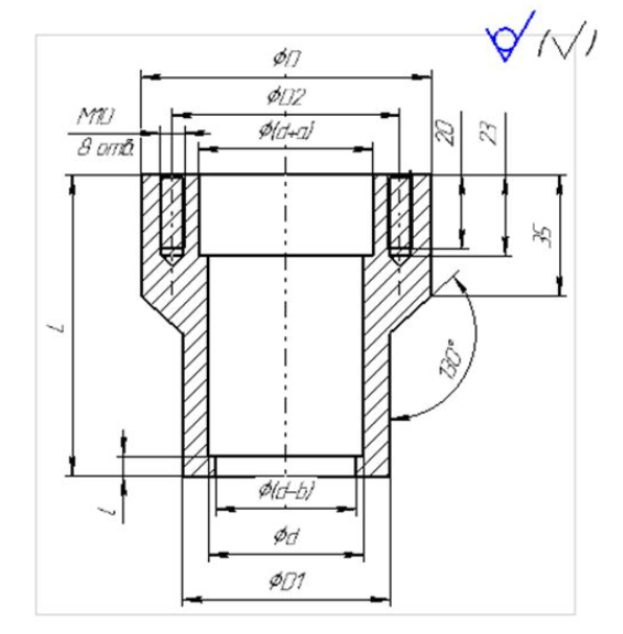
Рисунок 1 - Корпус приспособления.
№ варианта
|
D
|
D1
|
d
|
D+a
|
d-b
|
D2
|
L
|
l
|
Материал
детали
|
ГОСТ на материал
|
Масса, кГ.
|
17
|
102
|
82
|
62
|
72
|
52
|
87
|
112
|
11,2
|
СЧ10
|
1412-85
|
2,31
|
Деталь представляет собой корпус приспособления.
Материал – СЧ10 ГОСТ 1412-85,
Масса 2,31 кг.
Термообработка - отсутствует
Производство – единичное
Формовка – ручная
Карта проектирования технологического процесса
Опул А.О.
|
2, ВЦ19-02НА
|
17
|
04.06.2021
|
(Ф.И.О. Студента)
|
(курс, группа)
|
(вариант)
|
(дата)
|
Исходные данные
|
Наименование детали
|
Корпус приспособления
|
Масса детали, кг
|
2,31
|
Материал, термообработка
|
СЧ10, отжиг и нормализация с высоким отпуском.
|
Способ литья
|
Литье в песчано-глинистую форму
|
Способ формовки
|
Ручная формовка в двух опоках по
разъёмной модели
|
Нормы точности отливки по ГОСТ 26645-85**
|
Класс размерной точности отливки
|
Табл. П-1
|
(7-11) КР10
|
Степень коробления отливки
|
Табл. П-2
|
(4-7) СК7
|
Степень точности поверхностей
|
Табл. П-3
|
(10-17) СП16
|
Класс точности массы отливки
|
Табл. П-4
|
(6т-13) МК12т
|
Допуск смещения по плоскости
разъёма формы в диаметральном
выражении, мм
|
-
|
Не
назначается
|
Шероховатость поверхности отливки,
мкм.
|
Табл. П-5
|
Rа=56
|
Допуск неровностей поверхности
отливки
|
Табл. П-6.1
|
(±1,6 мкм)
|
Допуск массы, %
|
Табл. П-6.2
|
(±32%)
|
Ряд припусков на обработку отливки
|
Табл. П-7
|
(7-10) РП8
|
Уровень точности обработки
|
Табл. П-8
|
пониженная
|
Чертёж детали
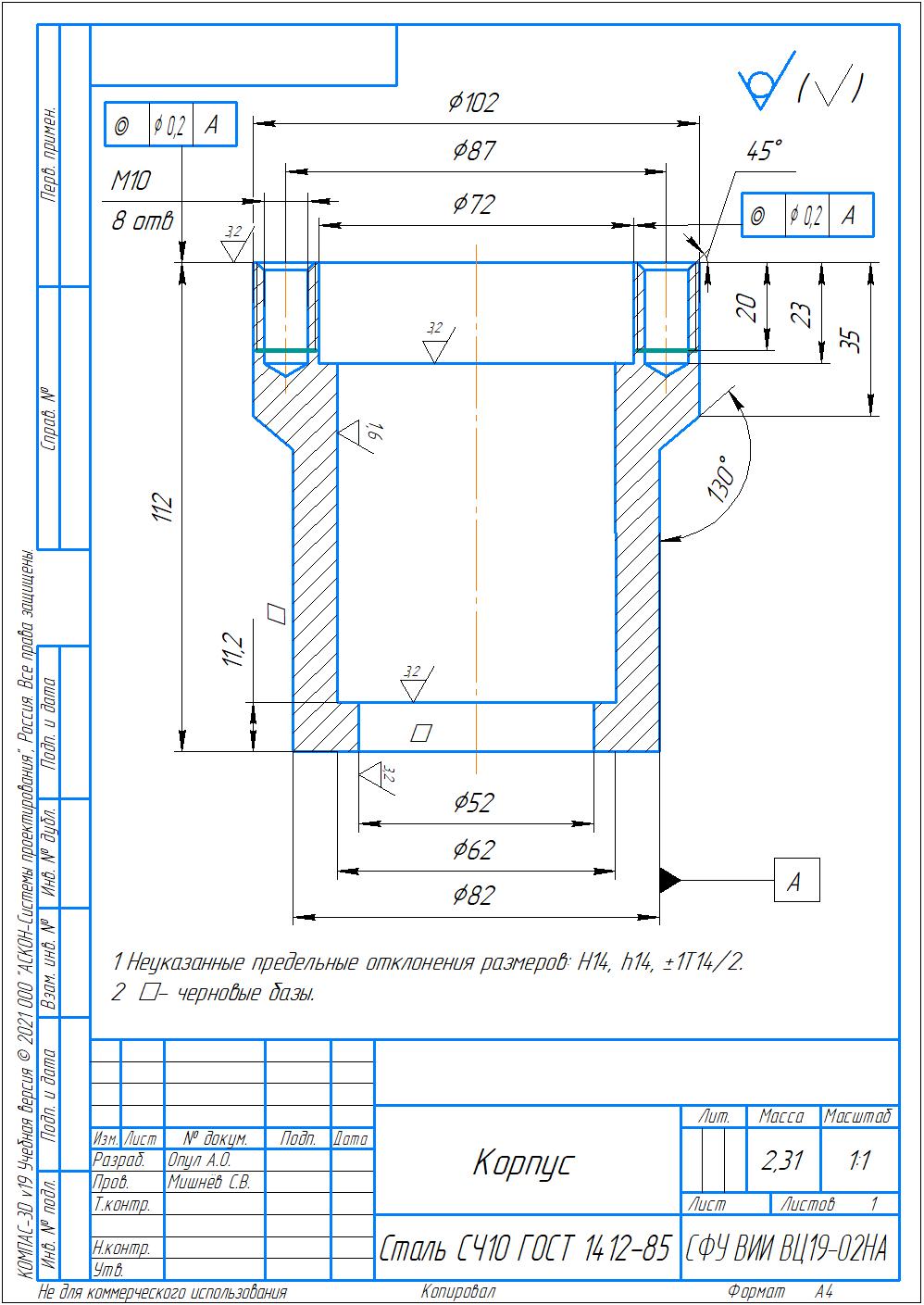
Рисунок 2 – Корпус приспособления.
Величины припусков и номинальных размеров отливки.
Таблица 2 - Величины припусков и номинальных размеров отливки
Последовательность назначение припусков
|
Обрабатываемые резанием поверхности отливки
|
Номинальный размер от базы до обрабатываемой поверхности,мм
|
112
|
11,2
|
Ø62
|
Ø 52
|
Класс точности размера КР
|
11
|
10
|
10
|
10
|
Допуск размера отливки
|
5
|
1.8
|
2.8
|
2,8
|
Допуск формы поверхности(от коробления);
-номинальный размер нормируемого участка, мм
-степень коробления элемента отливки СКэ
-Допуск смещения отливки Тсм, по плоскости разъёма
|
7
112
0.64
|
7
Ø 82
0.64
|
7
112
0.64
|
7
112
0.64
|
Допуск смещения отливки Тсм, по плоскости разъёма
|
Не назначается
|
Не
назначается
|
Не назначается
|
Не назначается
|
Допуск смещения, вызванного перекосом стержня:
-размер наиболее тонкой стенки,формируемый с участием стержня,(75-55)/2=10
-класс точности размера КР
-допуск смещения Тсм, мм
|
|
|
10
11
1,8*²
|
10
11
1,8*²
|
Позиционный допуск:
-диаметр базовой поверхности, мм
-вид размера ВР
-класс точности размера КР
-допуски размеров отливки от базы То, мм
-позиционный допуск Тпоз, мм
|
|
|
Ø 82
1
11
2,9
1,5*³
|
Ø 82
1
11
2,9
1,5*³
|
Общий допуск ,мм
|
6,0
|
2
|
3,1
|
3,1
|
Общий допуск при назначении припуска То,общ. мм
|
6,0
|
2
|
2
|
2
|
Определение вида мехобработки:
допуск размера детали от базы Тд. мм (см. табл. П3.13.1)
-отношение Тд/Тотл
- вид мех. обработки (см. табл. П3.13.1)
-отношение Тф.д/Тф.отл
- вид мех. ообработки (см. табл. П11.2)
-вил окончательной механической обработки поверхности
|
0.87
0.87/5.2=0.20
черновая
0.16/1.1=0,15
п/чистовая
П/чистовая
|
0.36
0.36/1,6=0.23 черновая
-
-
чистовая
|
база-ось 0,074/2=0.037 0.037/2,4=0.02 чистовая
-
-
чистовая
|
база-ось
0.12/2=0.06 0.06/2.4=0.03 чистовая
-
-
чистовая
|
Ряд припусков РП
|
верх 10
|
8
|
8
|
8
|
Общий припуск Zобщ мм.
(табл. П3.11.3)
|
6
|
2
|
3,1
|
2,9
|
Размер отливки, мм
|
118
|
13,2
|
Ø 68,2
|
Ø 46,2
|
Поле допуска размера
|
±2,5
|
±0,7
|
±2,0
|
±2,0
|
Чертеж отливки

Рисунок 3 - Чертеж отливки корпуса приспособления.
Библиографический список
1. ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы
и припуски на механическую обработку.
2. Руденко, П.А. Проектирование и производство заготовок в
машиностроении: Учеб. пособие / П.А. Руденко, Ю.А. Харламов, В.М.
Плескач; Под ред. В.М. Плескача. – К.: Выща шк., 1991. – 247 с.
3. Абрамов, Г.Г. Справочник молодого литейщика / Г.Г. Абрамов, Б.С.
Панченко. – М.: Высш. шк., 1991. – 319 с.
4. Волкомич, А.А. Формирование точности отливок: Учеб. пособие / А.А.
Волкомич, А.П. Трухов, Ю.А. Сорокин. – М.: МАМИ, 1996. – 82 с.
5. Цветное литье: Справочник / Под ред. Н.М. Галдина. – М.: Машинострое-
ние, 1989. – 528 с.
6. Жебин, М.И. Изготовление форм и приготовление литейных сплавов /
М.И. Жебин, М.Н. Сосненко. – М.: Высш. школа, 1982. – 304 с.
7. ГОСТ 3.1125-88. Правила графического выполнения элементов литейных
форм и отливок.148
8. Расчет припусков и межпереходных размеров в машиностроении: Учеб.
пособ. / Я.М. Радкевич, В.А. Тимирязев, А.Г. Схиртладзе, М.С. Островский. –
М.: Высш. шк., 2004. – 272 с.
9. ГОСТ 3212-92. Комплекты модельные. Уклоны формовочные, стержневые
знаки, допуски размеров.
10. Зайончик, Л.И. Проектирование поковок и отливок: Лабораторные
работы / Л.И. Зайончик. – Челябинск: ЧГТУ, 1992. – 63 с. |
 Скачать 0.55 Mb.
Скачать 0.55 Mb.