Отчет по практике колледж легкой промышленности. Отчет по учебной практике на получение квалификации рабочего Учащегося iii курса, группы 494 Лишке Антона Дмитриевича
 Скачать 1.1 Mb. Скачать 1.1 Mb.
|

|
Концерн БЕЛЛЕГПРОМ УО «Барановичский Государственный колледж Легкой промышленности им. В. Е. Чернышева» ОТЧЕТ По учебной практике на получение квалификации рабочего Учащегося III курса, группы 494 Лишке Антона Дмитриевича Специализация: 2-36 08 01-35 «Машины и аппараты легкой, текстильной промышленности и бытового обслуживания» Место прохождения практики: ПУП «Барановичский комбинат надомного труда»Руководитель практики от предприятия А. В. Ревковский Руководитель практики от колледжа А. В. Берснев Учащийся А. Д. Лишке Защита практики __________________________________________ Введение Швейная промышленность является одной из крупных отраслей лёгкой промышленности, призванной удовлетворять возрастающие потребности людей в одежде. Главными задачами, стоящими перед швейной промышленностью, являются расширение ассортимента и улучшение качества одежды, обеспечение её конкурентоспособности, повышение эффективности производства. Для повышения квалификации будущие специалисты проходят учебную практику, которая является важнейшей составной частью учебно-воспитательного процесса колледжа. В соответствии с учебным планом я, Лишке Антон Дмитреевич, проходил практику на ПУП «Барановичский комбинат надомного труда» в сроки с 16. 02.2022 г. по 24.06.2022 г. Руководителем практики от организации выступил А. В. Ревковский – мастер-механик; Руководитель практики от колледжа А. В. Берснев – преподаватель. Целью данной практики являлось формирование практических профессиональных умений по видам профессиональной деятельности. Учебная практика проходила согласно учебной программы по практике, включая следующие виды работ: - ознакомление с организацией работы, структурой и деятельностью предприятия; - участие в работах связанных с обслуживанием и ремонтом швейного оборудования; - выполнение практического задания по программе практики 1.1 Краткая характеристика предприятия Комбинат надомного труда в Барановичах ОО «БелОИ» был создан в 1989 году. Головное предприятие располагалось в Бресте. Для данного производства в 1992 году началась постройка внушительного по размерам здания. Но с распадом СССР планы изменились, и в 1994 году процесс возведения был заморожен. Снос объекта местные власти инициировали уже в 2013 году. А в 2016 году они расторгли инвестиционный договор с ОАО «Седат-Строй», с компанией, которая планировала взять в оборот незавершенное сооружение, но так и не выполнила свои обязательства. И в мае 2017 года начались работы по демонтажу недостроя. На его месте возвели первую в Барановичах жилую 16-этажку. 1.2 Организация рабочего места слесаря-ремонтника Организация рабочего места слесаря-ремонтника обеспечивает удобство и безопасность работ, связанных с ремонтом машин и механизмов, и для окружающих рабочих мест, связанных с выпуском продукции, помогает соблюдению технологической дисциплины, повышает производительность, снижает утомляемость и обеспечивает снижение стоимости ремонта. Рабочим местом является зона, на которой располагается верстак и все вспомогательное оборудование и приспособления, используемые при ремонте. Различают постоянные рабочие места (в ремонтной мастерской или на обслуживаемом производственном участке) и временные — возле ремонтируемого станка, машины и т.п. Временные рабочие места разделяют на временные возле станка, находящегося в плановом (длительном) ремонте, и кратковременные у механизма, находящегося в текущем обслуживании. В зависимости от этого при организации рабочих мест используются различные средства, приспособления и предъявляются несколько различные требования.  Рисунок 1 – Рабочее место слесаря Постоянное рабочее место слесаря-ремонтника должно иметь достаточные размеры для удобного размещения оборудования, приспособлений и инструментов. Временное рабочее место слесаря-ремонтника организуется у ремонтируемого станка, машины и т.п. (на рабочем месте оператора). Поэтому технологическая оснастка, которая может препятствовать ремонту или может быть повреждена, должна быть снята со станка и убрана для сохранности. Рядом со станком необходимо освободить зону для организации рабочего места слесаря, включая подходы и, при необходимости, подъезды. Временное рабочее место оснащается передвижными (на колесиках) верстаком, стеллажом и другими необходимыми для разборки и ремонта станка средствами. Как правило, временное рабочее место должно быть отделено от окружающей территории передвижными защитными устройствами. По окончании ремонтных работ для проверки работы станка все приспособления, технологическая оснастка, инструменты и принадлежности оператора должны быть установлены на прежние места. Кратковременное рабочее место слесаря-ремонтника организуется на период текущего обслуживания станка на рабочем месте оператора. В этом случае убираются только те приспособления, инструмент и технологическая оснастка и оргоснастка оператора, которые мешают при работе слесаря. В качестве оргоснастки для работы слесаря-ремонтника используется переносный ящик с инструментом. Ящик не должен быть тяжелым и громоздким, и в нем размещается инструмент первой необходимости. Очень часто для этих целей используются ящики с откидными крышками или выдвижными полками, что позволяет более удобно разместить инструмент. Во всех случаях рабочая зона станка должна быть доступной для работы слесаря-ремонтника. 1.3. Охрана труда при выполнении ремонтных работ 1. Общие требования охраны труда 1.1. К самостоятельной работе допускаются работники, прошедшие обязательные предварительные (при поступлении на работу) и периодические (в течение трудовой деятельности) медицинские осмотры (обследования); обучение по охране труда и проверку знаний требований охраны труда в установленном порядке. 1.2. Слесарь-ремонтник обязан: - соблюдать Правила внутреннего трудового распорядка; - выполнять только ту работу, которую ему поручили; - знать местонахождение и уметь пользоваться первичными средствами пожаротушения, не загромождать доступ к противопожарному инвентарю, гидрантам и запасным выходам; - уметь оказывать пострадавшим первую помощь. 1.3. На слесаря-ремонтника возможно воздействие следующих опасных и вредных производственных факторов: - острые кромки, заусенцы и неровности поверхностей оборудования, инструмента, инвентаря, тары; - движущиеся механизмы и части оборудования; - недостаточная освещенность рабочей зоны; - повышенный уровень шума; - повышенная запыленность и загазованность воздуха рабочей зоны; - повышенное напряжение в электрической цепи, замыкание которой может произойти через тело человека. 1.4. Слесарь-ремонтник обеспечивается средствами индивидуальной защиты соответствии с типовыми отраслевыми нормами выдачи специальной одежды, специальной обуви и других СИЗ. Костюм для защиты от общих производственных загрязнений и механических воздействий 1 Очки защитные до износа Средство индивидуальной защиты органов дыхания фильтрующее или изолирующее до износа При выполнении работ, на которых необходима защита от растворов кислот и щелочей, вместо костюма для защиты от общих производственных загрязнений и механических воздействий выдается: Костюм для защиты от растворов кислот и щелочей 1 1.5. Курение на рабочих местах запрещается, разрешается только в специально обозначенных и оборудованных местах для курения. 1.6. Допуск к выполнению работ работников, находящихся в состоянии алкогольного, наркотического или токсического опьянения, запрещается. 1.7. Прием пищи проводится в специально отведенных помещениях, на рабочем месте принимать пищу запрещено. 1.8. Слесарю-ремонтнику следует: - перед приемом пищи, в перерывах, по окончании работы мыть руки водой с мылом, не использовать для этих целей легковоспламеняющиеся и горючие жидкости (бензин, керосин, ацетон и др.), - спецодежду и личную одежду хранить в установленных местах; - содержать в чистоте и порядке рабочее место, не загромождать посторонними предметами проходы, проезды, а также подходы к местам расположения первичных средств пожаротушения. 1.9. Работник обязан немедленно извещать своего непосредственного или вышестоящего руководителя о каждом несчастном случае, о всех замеченных им нарушениях Правил, инструкций по охране труда, неисправностях оборудования, инструмента, приспособлений и средств индивидуальной и коллективной защиты. 1.10. Лица, не выполняющие настоящую Инструкцию, привлекаются к ответственности согласно действующему законодательству. 2. Требования охраны труда перед началом работы 2.1. Перед началом работы надеть полагающуюся по нормам чистую и исправную спецодежду, спецобувь, при необходимости подготовить другие средства индивидуальной защиты. Спецодежда не должна иметь свисающих концов, обшлага рукавов должны быть застегнуты. 2.2. Осмотреть рабочее место, привести его в порядок, убрать лишние и мешающие предметы, инструменты и приспособления расположить в удобном для работы порядке. 2.3. Проверить освещенность рабочего места. 2.4. До начала работ необходимо осмотреть ручной слесарный инструмент и приспособления, убедиться в отсутствии: - сколов, выбоин, трещин и заусенцев на бойках молотков и кувалд; - трещин на рукоятках напильников, отверток, пил, стамесок, молотков и кувалд; - трещин, заусенцев, наклепа и сколов на ручном инструменте ударного действия, предназначенном для клепки, вырубки пазов, пробивки отверстий в металле, бетоне, дереве; - сколов на рабочих поверхностях и заусенцев на рукоятках гаечных ключей; - забоин и заусенцев на рукоятке и накладных планках тисков; - искривления отверток, выколоток, зубил, губок гаечных ключей; - забоин, вмятин, трещин и заусенцев на рабочих и крепежных поверхностях сменных головок и бит. 2.5. При получении электроинструмента, ручных электрических машин проверить: - исправность кабеля (шнура), его защитной трубки, штепсельной вилки, изоляционных деталей корпуса, рукоятки, крышек щеткодержателей, наличие и исправность защитных кожухов; - четкость работы выключателя; - работу на холостом ходу. 2.6. Проверить исправность переносных лестниц и убедиться в том, что лестница-стремянка оборудована устройством, исключающим возможность ее самопроизвольного раздвижения, основания лестниц снабжены резиновыми наконечниками или обиты резиной. 2.7. Перед проведением ремонта оборудования убедиться в том, что оно остановлено и отключено от электрической сети. 2.8. Для переноски к месту работы необходимого инструмента применять специальную сумку или инструментальный ящик с несколькими отделениями. Во избежание получения травмы не класть инструменты в карманы спецодежды. 2.9. Обо всех неисправностях, обнаруженных при проверке инструмента, приспособлений, сообщить руководителю. До устранения неисправностей не использовать их в работе. 3. Требования охраны труда во время работы 3.1. В течение рабочего дня быть внимательным, не отвлекаться посторонними делами и разговорами и не отвлекать других. 3.2. Приступать к работе по ремонту оборудования только после отключения его от всех видов энергии. На трубопроводах должны быть установлены заглушки; технологическое оборудование и коммуникации должны быть освобождены от технологических материалов. 3.3. Запрещается проведение ремонта в непосредственной близости от неогражденных движущихся и вращающихся частей и деталей смежного технологического оборудования, электрических проводов и токоведущих частей, находящихся под напряжением. 3.4. При проведении работ по ремонту технологического оборудования, его сборке и разборке место проведения ремонтных работ должно ограждаться. На ограждениях должны вывешиваться знаки безопасности, плакаты и сигнальные устройства. 3.5. При выполнении слесарных работ: - верстак должен быть установлен строго горизонтально, поверхность должна быть гладкой, без выбоин и заусенец; - тиски должны быть прочно закреплены на верстаке, и находиться в исправном состоянии; - обрабатываемая деталь должна быть прочно закреплена в тисках; - пользоваться только исправным инструментом; - при работе клиньями, выколотками, зубилами с использованием кувалд применять специальные держатели длиной не менее 0,7 м. Выколотки должны быть изготовлены из мягкого металла; - при работе с ударным инструментом использовать защитные очки - при выполнении работы гаечными ключами не наращивать их трубами, другими ключами, не пользоваться ключами больших размеров с подкладыванием металлических пластинок между гранями болтов или гаек и губками ключа; - при правке металла надевать рукавицы для предохранения рук от порезов острыми кромками металлических листов. 3.6. При перерывах в работе, а также при отключении тока в электрической сети отключать от сети электроинструменты и оборудование. 3.7. Снятые при разборке оборудования узлы и детали устойчиво укладывать на деревянные подкладки, при необходимости закреплять их, не загромождать при этом проходы и проезды. 3.8. Промывку деталей ПАВ (поверхностно-активное вещество) производить в специальной таре в отведенных для этих целей местах, загрязненные остатки керосина сливать в предназначенную для этого емкость с плотно закрывающейся крышкой. 3.9. Стружка, опилки и обрезки металла при выполнении ремонтных работ должны удаляться щетками, скребками, крючками. Сдувать стружку, опилки и обрезки металла сжатым воздухом запрещается. 3.10. Для проверки совмещения отверстий деталей должны применяться специальные оправки. Проверять совмещение отверстий деталей пальцами запрещается. 3.11. Выпрессовка и запрессовка втулок, подшипников и других деталей с плотной посадкой должны производиться с помощью прессов и специальных приспособлений. 3.12. По окончании ремонта технологического оборудования и коммуникаций необходимо удостовериться в том, что внутри технологического оборудования и коммуникаций не остались материалы, инструмент и иные посторонние предметы. 3.13. По окончании ремонта или наладки оборудования установить на место и закрепить все кожухи, ограждения и предохранительные приспособления, а также восстановить защитные блокировки. 4. Требования охраны труда в аварийных ситуациях 4.1. При несчастном случае: - немедленно освободить потерпевшего от воздействия травмирующих факторов. Оказать ему первую помощь, вызвать медицинских работников на место происшествия или доставить потерпевшего в организацию здравоохранения. Принять неотложные меры по предотвращению развития аварийной ситуации и воздействия травмирующих факторов на других лиц. Обеспечить до начала расследования несчастного случая сохранение обстановки на месте его происшествия, если отсутствует угроза для жизни и здоровья других лиц, а если это невозможно – зафиксировать обстановку путем составления схемы, протокола, фотографирования или иным методом 4.2. При обнаружении пожара или признаков горения (задымленность, запах гари и т. п.) необходимо: - принять меры к тушению возгорания имеющимися на рабочем месте средствами пожаротушения; - при невозможности самостоятельной ликвидации пожара немедленно сообщить о пожаре по телефону 101 или 112 (назвать адрес объекта, место возникновения пожара, свою фамилию), а также своему непосредственному руководителю. 4.3. При выходе из строя рабочего инструмента или его поломке, прекратить работу и сообщить об этом руководителю. 5. Требования охраны труда по окончании работ 5.1. По окончании работы: - выключить и обесточить оборудование, убрать применяемый инвентарь, инструмент и приспособления в отведенные места хранения; - привести рабочее место в порядок; - вымыть руки, при необходимости принять душ; - обо всех неполадках, имевших место во время работы, сообщить непосредственному руководителю. 1.4. Мероприятия по охране окружающей среды Основные мероприятия по охране окружающей среды на предприятии должны быть направлены на: защиту атмосферы от загрязнений вредными веществами. защиту водных объектов при сбрасывании сточных вод. защиту почвы от загрязнения твердыми отходами предприятия. В результате производственной деятельности предприятия в атмосферу поступают органические соединения и промышленная пыль, качественный и количественный состав которых зависит от количества и видов используемого в технологических процессах сырья и материалов. Производственные процессы не должны вызывать загрязнения и засорения водных объектов сверх установленных нормативов. Соблюдение требований обеспечивается приоритетным применением технологий, не оказывающих негативного воздействия на окружающую природную среду, ограничением использования токсичных веществ и тяжелых металлов, введением научно обоснованных методов измерения и расчетов сбросов сточных вод в водные объекты. С загрязнением атмосферы и воды связано загрязнение почв. В процессе производства в почву попадают различные твердые и жидкие отходы. Основными загрязняющими почву веществами являются металлы и их соединения, радиоактивные вещества, отходы отопительных систем. В частности, при работе с пластиком и искусственными волокнами, - отходы бензола и фенола. Кроме того, твердые отходы производства складируются на территории предприятия и вывозятся на свалку. Основными мероприятиями по снижению выбросов вредных веществ в атмосферу являются: совершенствование технологических процессов, включая снижение неорганизованных выбросов; строительство новых и повышение эффективности существующих очистных устройств; ликвидация источника загрязнения; Наиболее значимым представляется газо- и пылеулавливание вентиляционных выбросов, а также проведение мероприятий по снижению доли неорганизованных выбросов. Очистку и обезвреживание газовых составляющих выбросов осуществляют методами, выбор которых определяется составом, концентрацией загрязняющих веществ, типом производства, условиями выброса. Для проверки качества работы системы вентиляции ежемесячно проводят контрольные замеры концентрации пыли и фтористых соединений на рабочих местах. При превышении предельно допустимой концентрации принимают меры для очистки вентиляционных систем и устранения неисправностей их работ. Также производится озеленение как внутри, так и на территории предприятия. Растения оказывают благоприятное воздействие на психофизическое состояние человека, стимулируют микроклимат. 2 Индивидуальное задание 2.1 Кинематическая или конструктивная схема общего вида машины 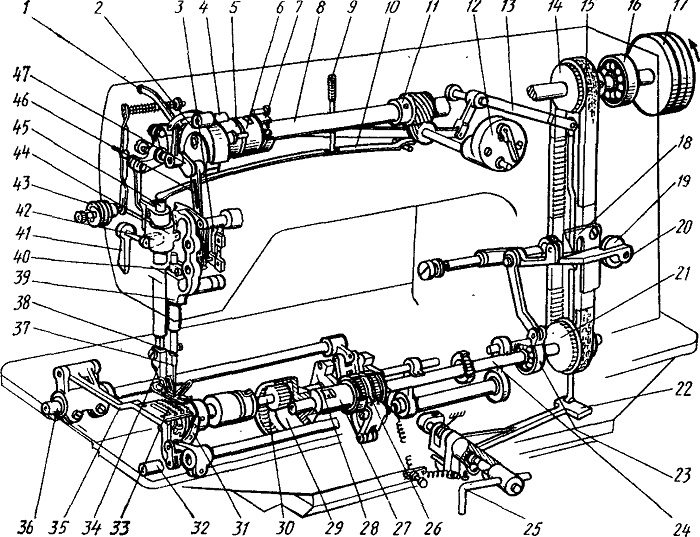 Рисунок 2 – Общий вид Jack JK F4h-7 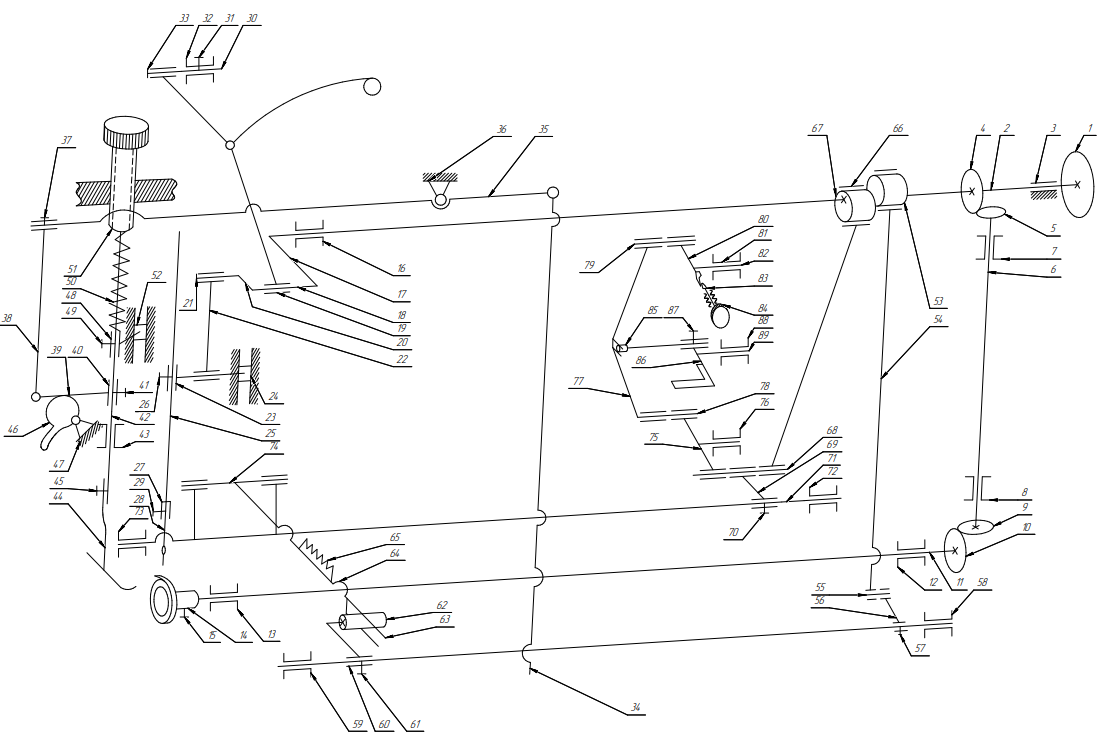 Рисунок 3 – Кинематическая схема машины Jack JK F4h-7 1 – Маховик, 2 – Вал, 3 – Втулка, 4,5 – Шестерни, 6 – Вал, 7,8 – Втулки, 9,10 – Шестерни, 11 – Вал, 12,13,16 – Втулки, 17 – Кривошип, 18 – Палец, 19 – Нитепритягиватель, 20 – Палец, 22 – Шатун, 23 – Поводок, 24 – Ползун, 25 – Игловодитель, 27 – Иглодержатель, 28 – Игла, 30 – Палец, 32 – Втулка, 34 – Тяга, 35 – Рычаг, 36 – Опара, 38 – Тяга, 39 – Рычаг, 40 – Поводок, 42 – Стержень, 43 – Втулка, 46 – Эксцентрик, 47 – Опара, 48 – Поводок, 50 – Пружина, 51 – Болт, 52 – Ползун, 53 – Эксцентрик, 54 – Шатун, 55 – Палец, 56 – Коромысло, 58,59 – Втулка, 60 – Коромысло, 62 – Ролик, 63 – Вилка, 64 – Рычаг, 65 – Рейка, 66 – Шатун, 67 – Эксцентрик, 68 – Ось, 69 – Коромысло, 71 – Вал, 72,73 – Втулка, 74 – Ось, 75 – Рычаг, 76 – Втулка, 77 – Рычаг, 78,79 – Ось, 80 – Рычаг, 81 – Втулка, 82 – Ось, 83 – Кулачек, 84 – Регулятор, 85 – Сухарь, 86 – Рычаг, 88 – Втулка, 89 – Ось, 14 – Челнок, 44 – Лапка. Стандартные изделия 15,21,26,28,31,33,37,41,45,49,57,61,70,87 – Винты. 2.2 Спецификация машины Одноигольная машина челночного стежка с плоской платформой, нижним транспортером и встроенным серводвигателем. Преимущества: -Автоматическая система смазки -Подсветка рабочей зоны -Встроенный в голову серводвигатель с блоком управления -Низкий уровень шума Применение: -Для стачивания легких и средних материалов Технические характеристики: -Тип иглы DBx1 11-18# -Рекомендуемые иглы Groz-Beckert(Германия) -Кол-во ниток 2 -Длина стежка 5мм -Высота подъема лапки 5-13мм -Скорость шитья 3500 ст/мин Подробные характеристики Общие характеристики машины Jack JK F4h-7 Тип – машины Вид машины – швейная прямострочная машина Особенности – автоматическая смазка Тип рабочей ткани – тяжелый Максимальная длина стяжка 5 мм Максимальный подъем лапки 13 мм Мощность 550 Вт Тип двигателя – серводвигатель Стол для машины в комплекте – есть Высота – 60 см Ширина – 60 см Длина – 120 см Вес – 70 кг Комплектация – Голова со встроенным серводвигателем+стол 2.3 Описание устройства, работы и регулировок машины JACK JK-F4H-7 Одноигольная прямострочная машина челночного стежка и плоской платформой. Для средних и тяжелых материалов, длина стежка до 7 мм, подъем лапки 5-13 мм, максимальная скорость шитья 5000 об/мин, автоматическая система смазки. Встроенный в голову серводвигатель с блоком управления, с регулировкой скорости, с позиционером. LED подсветка. Экономия электроэнергии, низкий уровень вибрации и шума. Тип иглы DP × 5. Механизм иглы получает движение с привода машины, с которого при помощи ременной передачи движение передаётся на маховое колесо 1, которое установлено на главном валу 2 и который движется во втулках 3 и 16. С главного вала движение передаётся на кривошип 17, после которого на шатун 22, установленный на пальце кривошипа винтом 21. Помимо шатуна на палец кривошипа установлен нитепритягиватель 19 и двигающийся на оси 30, установленной в корпусе винтом 31. От смещений нитепритягиватель зафиксирован винтом 33. С шатуна движение поступает на поводок 23, на обратный палец которого установлен ползун 24. В поводке установлен игловодитель 25 с помощью винта 26. На игловодителе установлен иглодержатель 27, в который устанавливается игла 28 и фиксируется винтом 29. Регулировки Высота иглы регулируется после ослабление винта 26 поводка 23. Механизм челнока получает движение с конического зубчатого колеса 4, которое установлено на главном валу 2. С конического зубчатого колеса 4 движение поступает на коническое зубчатое колесо 5, установленное на валу 6, который движется во втулках 7 и 8. На обратном конце вала установлена зубчатая передача, состоящая из конических зубчатых колёс 9 и 10 и которые передают движение на челночный вал 11, движущийся во втулках 12 и 13. На обратном конце вала установлен челнок 14 с помощью винта 15. Регулировки Подход челнока и расстояние до иглы регулируются после ослабления винта 15. Механизм горизонтальных движений зубчатой рейки получает движение с эксцентрика 67, установленного на главном валу. С эксцентрика движение поступает на шатун 66, который обратным концом установлен в рычаге 75 посредством оси 68. Звено установлено на своей оси во втулке 76 и двигаясь отклоняет коромысло 69, установленное на валу 71 посредством винта 70. Вал движется во втулках 72 и 73. С вала движение через коромысло 74 поступает на рычаг 64, на котором установлена зубчатая рейка 65. Вертикальное движение рейки образуется путём движения эксцентрика 53 на главном валу. Эксцентрик двигает шатун 53, который обратным концом соединён с коромыслом 56 с помощью оси 55. Коромысло установлено на валу 60 винтом 57. Вал движется во втулках 58 и 59. С вала движение поступает на коромысло 60, установленное на валу винтом 61 и на котором установлен ролик 62. С ролика движение поступает на вилку 63, которая установлена на рычаге 64 и на котором установлена зубчатая рейка 65. Обратное движение зубчатой рейки образуется при нажатии на рычаг 86, двигающийся на оси 89 во втулке 88. Рычаг установлен на пальце ползуна 85 с помощью винта 87. Ползун 85 отклоняет рычаг 77, который установлен в рычаге 75 посредством оси 78. Рычаг 75 при отклонении изменяет положение коромысла 69, тем самым изменяя направление движения. Регулировки Высоту зубчатой рейки регулируют после ослабления винта 61 коромысла 60. Положение рейки вдоль игольной пластины регулируется после ослабления винта 70 коромысла 69. Длина стежка изменяется при прокручивании колеса 84, которое упирается в рычаг 80, двигающийся на оси 82 во втулке 81. Рычаг 80 отклоняет рычаг 77, тем самым изменяя длину стежка. Подъём лапки происходит путём поворота эксцентрика 46, двигающегося на опоре 47. Эксцентрик поднимает палец 39 поводка 40, в котором установлен стержень 42 винтом 41. На стержне установлен поводок 48 винтом 49, на пальце поводка установлен сухарь 52, двигающийся в направляющей. Стержень движется во втулке 43 и на его конце установлена лапка 44 винтом 45. Подъём лапки коленоподъёмником происходит после нажатия на рычаг, после которого тяга 36 отклоняет рычаг 35, установленный на опоре 36. На обратном конце рычага установлена тяга 38 винтом 37. Тяга 38 установлена на пальце 39 поводка 40, тем самым поднимая лапку. Регулировки Сила прижима лапки регулируется вкручиванием болта 51, который сжимает пружину 50. Пружина давит на поводок 48, установленный на стержне 42, тем самым прижимая лапку. Регулировка натяжения нити иглы . 1). Отрегулируйте натяжение игольной нити с помощью гайки ① отрегулируйте натяжение в соответствии с характеристиками шитья. 2) Если вы поворачиваете гайку ① по часовой стрелке (в направлении A), натяжение нити увеличивается. 3) Если вы поворачиваете гайку ① против часовой стрелки (в направлении B), натяжение будет уменьшаться Регулировка натяжения нити шпульки . 1). Если вы поворачиваете винт регулировки натяжения ② по часовой стрелке (в направлении C), натяжение нити шпульки будет увеличиваться. 2) Если вы поворачиваете винт © против часовой стрелки (в направлении D) натяжение нити шпульки будет уменьшаться. 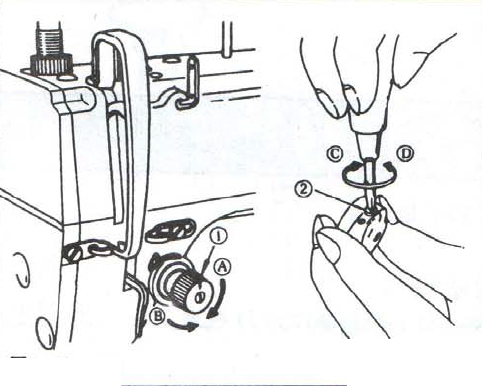  Рисунок 4 – Регулировка натяжения нити Настройка высоты иглодержателя 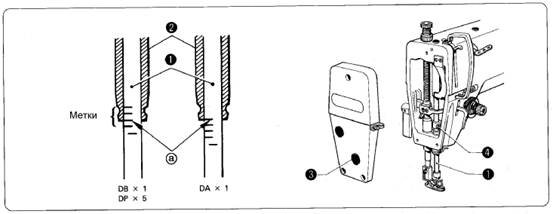 Рисунок 5 – Регулировка высоты игловодителя Метка "а", которая является второй, если считать от нижнего края игловодителя (1) (четвертой снизу, если используется игла DAxl), должна быть совмещена с нижним краем кольца игловодителя (D)(2) как показано на рисунке, когда игловодителя (1) находиться в своем самом нижнем положении. 1. Поворотом махового колеса опустите игловодитель (1) в самое нижнее положение. 2. Снимите масляный колпачок (3). 3. Ослабьте винт (4) и сдвиньте игловодитель (1) вверх или вниз, чтобы установить его в нужное положение. 4. Надежно затяните винт (4). 5. Верните на место масляный колпачок (3). Установка игловодителя под другие типы игл. Настройка синхронной работы иглы и челнока. 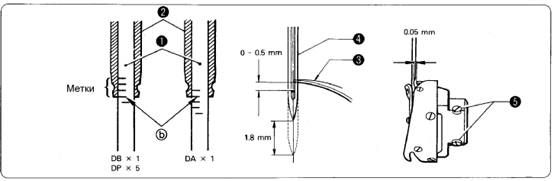 Рисунок 6 – Регулировка синхронной работы иглы и челнока Носик челнока (3) должен быть выронен с центром иглы (4) когда иглодержатель (1) поднимается из своего самого нижнего положения в положение, при котором метка "Ь", расположенная снизу иглодержателя (1) (третья снизу метка, если используется игла DAxl), совмещается с нижним краем кольца иглодержателя (D) (2), как показано на рисунке. Поворотом махового колеса поднимите иглодержатель (1) из своего самого нижнего положения в положение, при котором метка "Ь" совмещается с нижним краем кольца иглодержателя (D) (2), как показано на рисунке. (Игла должна подняться на 1,8 мм и расстояние между игольным ушком и носиком челнока должно быть в пределах 1-1,5 мм.) 3. Ослабьте фиксирующий винт (5) и выровняйте носик челнока (3) с центром иглы (4). Расстояние между носик челнока (3) и иглой (4) должно быть примерно 0,05 мм. 4. Надежно затяните фиксирующий винт (5) транспортера вверх или вниз. 5. Затяните винт (2). Регулировка давления нажатия на переднюю часть педали 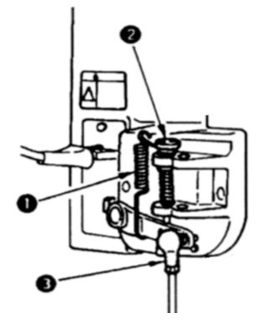 Рисунок 7 – Регулировка нажатия на переднюю часть лапки Это давление можно поменять, изменив установочное положение пружины регулировки давления педали Давление уменьшается, когда вы вставляете пружину 1 с левой стороны. Давление увеличивается, когда вы вставляете пружину 1 с правой стороны. Регулировка давления, необходимого для нажатия на заднюю часть педали. Это давление можно регулировать с помощью винта регулятора 2. Давление увеличивается при повороте винта регулятора. Давление уменьшается, когда вы поворачиваете винт. Регулировка высоты подъема лапки Стандартная высота прижимной лапки, поднятая с помощью коленного подъемника, составляет 10 мм. Вы можете отрегулировать подъем прижимной лапки до 13 мм с помощью регулировочного винта подтяжки. 1. 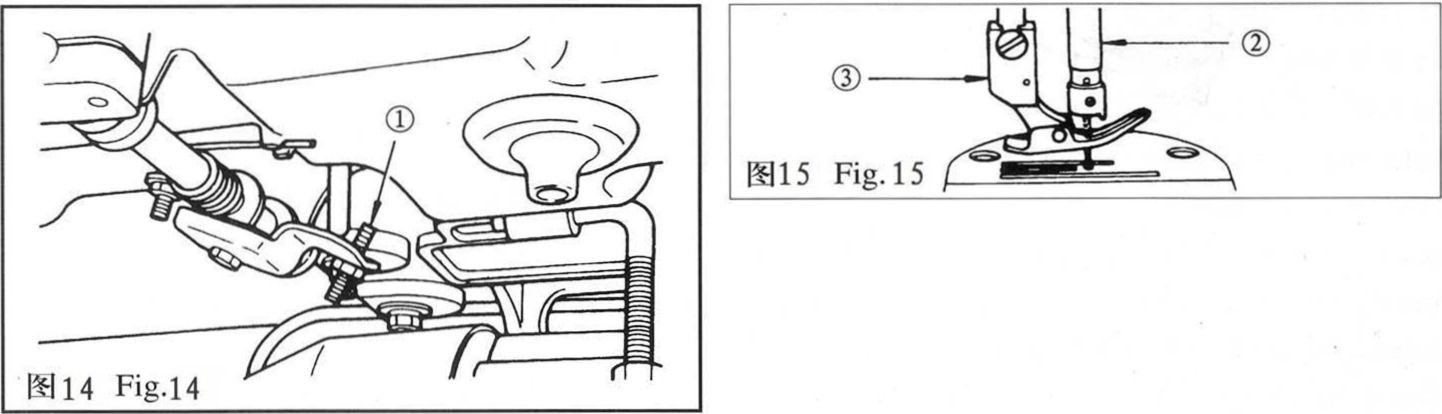 Рисунок 8 – Высоты подъема лапки Когда вы отрегулировали подъем прижимной лапки до 10 мм, убедитесь, что нижний конец игловодителя 2 в самом нижнем положении не касается прижимной лапки 3 . Рисунок 9 – Нижнее положение лапки Причины неисправностей и их устранение
2.4 Схема механизма с указанием спецификации, принципа работы, регулировок  Рисунок 10 – Схема механизма челнока 1 – Маховик 2 – Вал 3 – Втулка 4 – Шестерня 5 – Шестерня 6 – Вал 7 – Втулка 8 – Втулка 9 – Шестерня 10 – Шестерня 11 – Вал 12 – Втулка 13 – Втулка 14 – Челнок 15 – Винт М4×4 ГОСТ 8878-93 16 – Втулка Челнок делает два полных оборота и формирует крепкий стежок. В челночное устройство встроена шпулька, куда вкладывается катушка с нитками. Механизм смазывается автоматически при работе, благодаря чему процесс шитья происходит без лишнего шума. Принцип работы механизма заключается во вращении шпульки с ниткой вокруг своей оси. Такое решение способствует увеличению скорости шитья. Челнок легко регулируется по отношению к игле. |