М инистерство образования и науки РФ инистерство образования и науки РФ
ФГБОУ ВО
Уральский государственный горный университет
Факультет заочного обучения
|
Кафедра электрификации горных предприятий
|
|
Б2.О.01(У) Ознакомительная практика
|
ОТЧЕТ
|
Предприятие (тема):
|
|
|
|
|
|
|
|
|
|
Сроки прохождения: 2 недели (108 ч./3 з.е.)
|
|
Дата передачи отчёта на проверку «__» __________ 2021 г.
|
|
Группа:
|
|
|
Составил:
|
|
|
Проверил:
|
Е. А. Дегтярёв
|
|
г. Екатеринбург
2022 г.
СОДЕРЖАНИЕ
Введение 3
Раздел 1. Основная информация по организации (технологический цикл производства, организационная структура, техника безопасности) 3
1.1 Общие сведения о предприятии 3
1.2 Состав предприятия, назначение его сооружений и цехов 4
1.3 Основная технологическая цепочка работы литейного конвейера 6
Раздел 2. Технологии организации 8
2.1 Описание литейного конвейера как основной инженерной системы 8
2.2 Оборудование вспомогательных цехов и производств на литейном конвейере 9
2.3 Характеристика вредных производственных факторов 9
Заключение 11
Список литературы 13
Приложение 1 14
Приложение 2 15
Введение
Производственная практика (по профилю специальности) по профессиональным модулям ПМ.02 «Организация работ по ремонту оборудования электрических подстанций и сетей», ПМ.03 «Обеспечение безопасности работ при эксплуатации и ремонте оборудования электрических подстанций и сетей» и учебная практика по профессиональному модулю ПМ.04 «Выполнение работ по профессии «Электромонтер по эксплуатации распределительных сетей».
Цели практики:
Планировать и организовывать работу по ремонту оборудования.
Находить и устранять повреждения оборудования.
Выполнять работы по ремонту устройств электроснабжения.
Обеспечивать безопасное производство плановых и аварийных работ в электрических установках и сетях.
Раздел 1. Основная информация по организации (технологический цикл производства, организационная структура, техника безопасности) 1.1 Общие сведения о предприятии
АО «Боаз» Богучанский р-н, ул. Промплощадка Богучанского Алюминиевого Завода зарегистрирована 26.07.2006 регистратором МЕЖРАЙОННАЯ ИНСПЕКЦИЯ ФЕДЕРАЛЬНОЙ НАЛОГОВОЙ СЛУЖБЫ № 23 ПО КРАСНОЯРСКОМУ КРАЮ. Руководитель организации: генеральный директор Картавцев Андрей Васильевич.
Основным видом деятельности является Производство алюминия, зарегистрировано 17 дополнительных видов деятельности. Организации АКЦИОНЕРНОЕ ОБЩЕСТВО «БОГУЧАНСКИЙ АЛЮМИНИЕВЫЙ ЗАВОД» присвоены ИНН 2465102746, ОГРН 1062465070733, ОКПО 95687583.
Завод является частью Богучанского энерго-металлургического объединения (БЭМО) – уникального совместного проекта компаний РУСАЛ и «РусГидро». В БЭМО, помимо Богучанского алюминиевого завода, также входит Богучанская гидроэлектростанция (БоГЭС) - вместе они образуют мощнейший производственный комплекс, в рамках которого высокоэнергоемкое производство алюминия на заводе будет обеспечено собственной электроэнергией, а ГЭС получит гарантированного крупнейшего потребителя. Завод расположен в Красноярском крае (Богучанский район) и выпускает два основных вида продукции. Это мелкогабаритная чушка весом 22,5 килограмма и крупногабаритная чушка весом 750 килограммов. Его производительность занимает третье место в России и производительность составляет почти 600 тонн алюминия в год. Среди потребителей Нидерланды, Китай, Тайвань, Южная Корея, Япония, США, Бразилия, Индонезия, Тунис.
Первая закладка камня в основание будущего завода состоялась в 2007 году. Но в 2008 году грянул мировой экономический кризис. Он приостановил реализацию проекта. Тем не менее в рамках государственной программы развития Нижнего Приангарья было создано Богучанское энерго-металлургическое объединение (БЭМО). Одним из краеугольных проектов программы стало строительство Богучанского алюминиевого завода. В 2011-м началась активная фаза строительства. В 2012-м, здесь были поля и каркасы строящихся зданий. А в 2015 году уже был получен первый металл. Официальный же запуск первой серии БоАЗа состоялся в 2019 году, во время проведения Красноярского экономического форума. В декабре 2020 года был получен первый миллион тонн металла.
1.2 Состав предприятия, назначение его сооружений и цехов
Производственный комплекс завода включает электролизный, литейный и анодный цеха, а также объекты электроснабжения и инфраструктуры. Также предусмотрены четыре газоочистки и использование замкнутой системы очистки воды, которая впервые в России будет использоваться на алюминиевом производстве. В состав организации входят множество объектов, разделим их на группы.
Объекты основного производства на Богучанском алюминиевом заводе:
4 корпуса электролиза - производственное здание, в котором размещены зал или залы электролиза и помещения с оборудованием, необходимым для осуществления технологического процесса и выполнения требований техники безопасности и охраны труда.
4 газоочистные установки - комплекс сооружений, оборудования и аппаратуры, предназначенный для отделения от поступающего из промышленного источника газа веществ, загрязняющих атмосферу или превращения их в безвредное состояние.
Литейный цех – это помещение сущность которого сводится к получению жидкого, т. е. нагретого выше температуры плавления, сплава нужного состава и необходимого качества и заливки его в заранее приготовленную форму.
Производство обожженных анодов – это помещение сущность которого сводится к производству обожженных анодов, включающее транспорт анодов, обжиг «зеленых» анодов и очистку обожженных анодов.
Склад глинозёма - предназначен для разгрузки ж/д вагонов, складирования и хранения сырья.
Склад фторсолей и пускового сырья – предназначен для хранения вспомогательного сырья.
Объекты энергетического хозяйства:
Закрытое распределительное устройство 220 кВ - электроустановки, служащие для приема и распределения электрической энергии, оборудование которых устанавливается в закрытых помещениях либо защищено от контакта с окружающей средой специальными кожухами (в т. ч. в шкафах наружного исполнения КРУН).
Кремневые преобразовательные подстанции для питания (постоянным током) установок серий электролиза.
Главная понизительная подстанция является ключевым элементом системы электроснабжения промышленного предприятия. Задачей ГПП является прием электрической энергии от источника питания, понижение напряжения и распределение электроэнергии по заводским потребителям.
Система распределения — это низковольтная электрическая система, состоящая из распределительной электрической сети и электроустановки.
ВЛ 220 кВ от ПС «Ангара» - основное назначение подстанции — передача электроэнергии от строящейся Богучанской ГЭС и электроснабжение строящегося Богучанского алюминиевого завода.
Компрессорная станция — это совокупность оборудования и сооружений, которые используются для увеличения давления сжатия газа при его хранении, добыче и транспортировке.
Электрокотельные – это полностью укомплектованный и готовый к подключению комплекс котельного и теплотехнического оборудования, смонтированный в отдельном помещении или строении, и использующий электроэнергию в качестве топлива.
Объекты подсобного и обслуживающего назначения
Ремонтное производство. Основными функциями ремонтного производства является предупреждение и устранение износов и повреждений.
Складское хозяйство — это совокупность складских помещений и территории, а также систем складского учета грузов, их погрузки, разгрузки, хранения, обработки, переработки, внутреннего транспортного сообщения.
Центральный АБК имеет разнообразные по функциональному назначению и объемно-планировочному решению помещения. В каждом из них свое размещение оборудования, свой температурно-влажностный режим, свои требования к освещенности. При проектировании АБК используется принцип формирования их из отдельных блоков гардеробно-душевых, административных помещений, столовой и конференц-зала. Архитектурный облик и формирование планировочной структуры корпуса в значительной мере зависят от средств архитектурно-планировочной взаимосвязи помещений.
Гараж - здание (или комплекс зданий и сооружений) для хранения, технического обслуживания и текущего ремонта подвижного состава автомобильного транспорта.
Пожарное депо - объект пожарной охраны, в котором расположены помещения для хранения пожарной техники и ее технического обслуживания, служебные помещения для размещения личного состава, помещение для приема извещений о пожаре, технические и вспомогательные помещения, необходимые для выполнения задач, возложенных на пожарную охрану.
Полигон твердых бытовых отходов — специальное сооружение, предназначенное для изоляции и обезвреживания ТБО (ТКО). Полигоны должны гарантировать санитарно-эпидемиологическую безопасность населения.
Объекты водоснабжения и канализации:
Скважинный водозабор — это гидротехническое устройство для добычи бытовой и питьевой воды из глубинных водоносных горизонтов. Она является важным элементом водопроводной системы частного дома, дачи или группы домов/коттеджей.
Очистные сооружения – это комплекс специальных сооружений, предназначенный для очистки сточных вод от содержащихся в них загрязнений. Очищенная вода либо используется в дальнейшем, либо сбрасывается в природные водоёмы (Большая советская энциклопедия).
Пруды-аккумуляторы – это водоем для сбора (аккумуляции) воды, а также для естественного нагрева воды летом и охлаждения – зимой.
Узлы водооборота № 1 и № 2 являются неотъемлемой частью производственного цикла используется для охлаждения компрессора.
1.3 Основная технологическая цепочка работы литейного конвейера
Основной технологический процесс в литейном цехе состоит из следующих операций:
подбор шихты и загрузка ее в печь;
плавка металла и приготовление сплавов, включая рафинирование и анализ;
отливка слитков требуемой формы и размера;
термическая обработка слитков (гомогенизация);
механическая обработка слитков (обработка поверхности и резка на мерные заготовки, изготовление темплетов).
Последовательность двух последних операций может изменяться в зависимости от свойств сплавов и размеров поперечного сечения слитков.
На выбор оборудования, необходимого для этого процесса, влияет ряд факторов: масштаб производства, энергоресурсы, назначение заготовок. При этом необходимо помнить, что главной задачей является обеспечение высокого качества металла при минимальных капиталовложениях и низкой себестоимости. Следует описать технологический процесс литейного конвейера на которым и была освоена моя компетенция.
Раздел 2. Технологии организации 2.1 Описание литейного конвейера как основной инженерной системы
Конвейер - одно из средств механизации литейного цеха. Он позволяет организовать одновременное выполнение трех основных операций: формовку, заливку и выбивку опок. В конвейерных литейных цехах формовочно-заливочная площадь (фактически её заменяют тележки конвейера) занимает намного меньше места, чем в литейных цехах без конвейеров. Конвейер позволяет в несколько раз повысить съем отливок с одного квадратного метра производственной площади. Возрастает производительность труда формовщиков, работающих на формовочных машинах, обслуживаемых конвейером. Литейные конвейеры имеют высокую эксплуатационную надёжность.
В организации используются линии с применением формовочных автоматов (Приложение 1). Автоматическая линия рассчитанной на выпуск отливок сложной конфигурации в опоках размером 500X400 в свету и при их высоте 150 мм в условиях серийного и массового производства. Формы изготавливают на четырехпозици-онном формовочном вибропрессовом автомате,полученные на нем полуформы кантователемпередаются на транспортную линию, где в них устанавливают стержни. Сборка полуформ производится спаривателем, после чего готовые к заливке формы специальной транспортной линиейпередаются на горизонтально-замкнутый литейный конвейер. После наложения груза специальным механизмом-грузоукладчиком (осуществляет подъем и перемещение грузов) собранные формы тем же конвейером последовательно передаются на заливочную площадку, в зону охлаждения, а затем на автомат выбивки отливок из форм. Освободившиеся после выбивки опоки конвейером доставляются к транспортной линии, которая передает их к формовочному автомату, с тем чтобы они могли участвовать в последующих процессах литья. Таким образом, замыкается производственный цикл линии.
Более крупные отливки, производимые в опоках размером в свету 950X950 и высотой 150 мм, формуются раздельно на двух четырехпозиционных автоматах при своеобразной организации труда на литейной линии, показанной на. Производительность этой литейной автоматической линии составляет 300 форм в час. Цех мелкого литья мощностью в 12 тыс. тонн в год отлива алюминия, рассмотрим структурную схему литейного цеха (Приложение 2).
2.2 Оборудование вспомогательных цехов и производств на литейном конвейере
Из мелкого оборудования и приспособлений для литья в литейной лаборатории имеются вибростолы, металлические и силиконовые муфельные (литейные) кольца-опоки, прокладочные полосы из холста и картоны (муфельная лента), воронкообразные литейные конусы, плавильные тигли, муфельные щипцы и другое оборудование.
Автомат — такая единица оборудования, па которой без непосредственного участия человека, т. с. автоматически, как минимум, осуществляется: ввод предмета в рабочую зону; выполнение всех операций по непосредственному воздействию на предметы труда на данном оборудовании; установка предметов труда; снятие предметов труда; удаление отходов из зоны обработки.
Циклы обработки на автомате повторяются непрерывно, без вмешательства человека. Если для повторения операций на данной единице оборудования требуется вмешательство человека, то ее называют полуавтоматом.
Поточная линия — комплекс основного, вспомогательного и подъемно-транспортного оборудования, машин и механизмов (состоящий, как минимум, из двух единиц основного оборудования для различных операций), в котором операции обработки или сборки, выполняемые с участием человека, закреплены за определенными рабочими местами. При этом оборудование или рабочие места расположены, как правило, в порядке выполнения операции.
Механизированная поточная линия — поточная линия, в которой большая часть операции производственного процесса выполняется механизмами, машинами и оборудованием других видов и, кроме того, механизированы процессы перемещения предметов обработки от одного рабочего места к другому.
Комплексная механизированная поточная линия — поточная линия, в которой все основные операции производственного процесса выполняются механизмами, машинами и оборудованием других видов с взаимно увязанной производительностью и, кроме того, механизированы процессы перемещения предметов обработки от одного рабочего места к другому.
2.3 Характеристика вредных производственных факторов
В литейных цехах основными опасными и вредными производственными факторами являются: пыль, пары и газы, избыточная теплота, повышенный уровень шума, вибраций электромагнитных излучений, движущиеся машины и механизмы, подвижные части производственного оборудования и др.
Пыль. Пыль литейных цехов мелкодисперсная. До 90% пылинок имеют размеры менее 2 мкм. При очистке отливок выделяется пыль, которая содержит более 90% двуокиси кремния, а при выбивке отливок – около 99%. Так, при очистке отливок в барабанах содержание двуокиси кремния в выделениях пыли доходит до 94,3%, а при выбивке отливок - до 99,2%. Двуокись кремния содержится также в пыли формовочных и стержневых смесей.
Основные требования к воздуху рабочей зоны представлены в ГОСТ 12.1.014–84 ССБТ и ГОСТ 12.1.016–79 ССБТ.
Окись углерода. Окись углерода является основным вредным производственным фактором в чугуно- и сталелитейных цехах. Источники выделения окиси углерода – вагранки и другие плавильные агрегаты, а также залитые формы в процессе остывания, сушильные печи, агрегаты поверхностной подсушки форм и др. Например, концентрация окиси углерода в колошниковых газах вагранок достигает 15%. Количество окиси углерода, выделяющейся при заливке чугуна и стали, зависит от времени пребывания отливки в цехе и массы отливок (при заливке чугуна в формы для получения отливок массой 10–200 кг выделяется 40–500 г СО на 1 т залитого металла).
Двуокись углерода. Углекислый газ, применяемый для химической сушки (твердения) песчано-глинистых форм, не токсичен, однако при большом количестве его в воздухе рабочей зоны содержание кислорода уменьшается, что может вызвать тягостное ощущение и даже явление удушья (асфиксию).
Теплота. Избыточное выделение тепла осуществляется основным технологическим оборудованием – плавильными агрегатами и составляет от 14 до 62% от общего расхода тепла на расплавление металла, при расплавке металла составляет около 3000 МДж на тонну металла.
Вибрация. Источниками общей вибраций в литейных цехах являются ударные действия выбивных решеток, пневматические формовочные, центробежные и другие машины, приводящие к сотрясению пола и других конструктивных элементов здания, а источниками локальной вибрации – пневматические рубильные молотки, трамбовки и т.д. Параметры общей и локальной вибрации регламентируются ГОСТ 12.1.012-90.
Шум. Наибольшие уровни шума характерны для участков формовки, выбивки отливок, зачистки, обрубки и некоторых других. Нормирование уровней шума осуществляется в соответствии с ГОСТ 12.1.003–83.
Ультразвук. Ультразвук в литейных цехах применяется для обработки жидких расплавов, очистки отливок, а также в установках и системах очистки газов. Для этого используют генераторы с диапазоном частот 18–22 кГц. Уровень ультразвука необходимо контролировать, ГОСТ 12.1.001–89 устанавливает допустимые уровни ультразвукового давления, которые должны учитываться при проектировании ультразвукового оборудования.
Электромагнитные поля. Электромагнитные поля в литейных цехах генерируются электротермическими установками для плавки и нагрева металла, сушки форм и стержней и др. Допустимые параметры электромагнитных полей регламентируются ГОСТ 12.1.006–84. Требования к размещению высокочастотных установок указаны в Правилах безопасности при эксплуатации электротермических установок повышенной и высокой частоты.
Ионизирующие излучения. Источники ионизирующих излучений в литейном производстве применяют для плавки, выявления дефектов в отливках, контроле и автоматизации технологических процессов и др. Основными документами, регламентирующими радиационную безопасность, являются «Нормы радиационной безопасности», «Основные санитарные правила работы с радиоактивными веществами и другими источниками ионизирующих излучений».
Электрический ток. Основными источниками опасности поражения электрическим током в литейных цехах являются электропечи, машины и механизмы с электроприводом. Применяемое электрооборудование в основном работает под напряжение до 1000 В, при использовании электротермических установок – выше 1000 В. Основные требования электробезопасности представлены в ГОСТ 12.1.019–79 и ГОСТ 12.1.030–81.
Заключение
Все полученные теоретические знания за время обучения в институте помогли мне реализовать себя как специалиста, а практика в свою очередь дала возможность использовать полученные знания и проверить их на практике. Основными результатами прохождения практики можно выделить приобретенные навыки, такие как умение работы с технической документацией и понимание электротехнологий и их характеристики.
Во время данной учебной практики мы углубили и закрепили теоретическую подготовку, а также приобрели практические навыки и компетенции в сфере своей профессиональной деятельности.
В результате прохождения учебной практики были приобретены следующие практические навыки и умения:
знания способов и методов осуществления поиска, хранения и обработки необходимой информации и представления ее в различных форматах, в том числе с использованием информационных, компьютерных и сетевых технологий;
умение применять теоретические знания способов и методов осуществления поиска, хранения и обработки информации и представления ее в различных форматах;
владение навыками применения способов и методов осуществления поиска, хранения и обработки информации и представления ее в различных форматах.
По завершения практики я закрепил полученные знания и стал более квалифицированным специалистом, а также получил положительный отзыв о проделанной работе.
Список литературы
Вспомогательная литература
Бутырин, П.А. Электротехника / П.А. Бутырин. - М.: Academia, 2018. - 445 c.
Леви, Л.И. Литейные сплавы / Л.И. Леви, С.К. Кантеник. - М.: Высшая школа, 2020. - 436 c.
Матвеенко, И.В. Оборудование литейных цехов. Учебное пособие. Часть 2. Гриф УМО вузов России / И.В. Матвеенко. - М.: Московский государственный индустриальный университет (МГИУ), 2018. - 838 c.
Покотило, С.А. Электротехника и электроника: учебное пособие / С.А. Покотило. - РнД: Феникс, 2018. - 283 c.
Рогов, В.А. Материаловедение и технология конструкционных материалов. Штамповочное и литейное производство. Учебник для вузов: моногр. / В.А. Рогов. - М.: Юрайт, 2019. - 305 c.
Техническая литература предприятия
инструкций по охране труда;
нормативные документы по производству;
регламент управления основными инженерными системами.
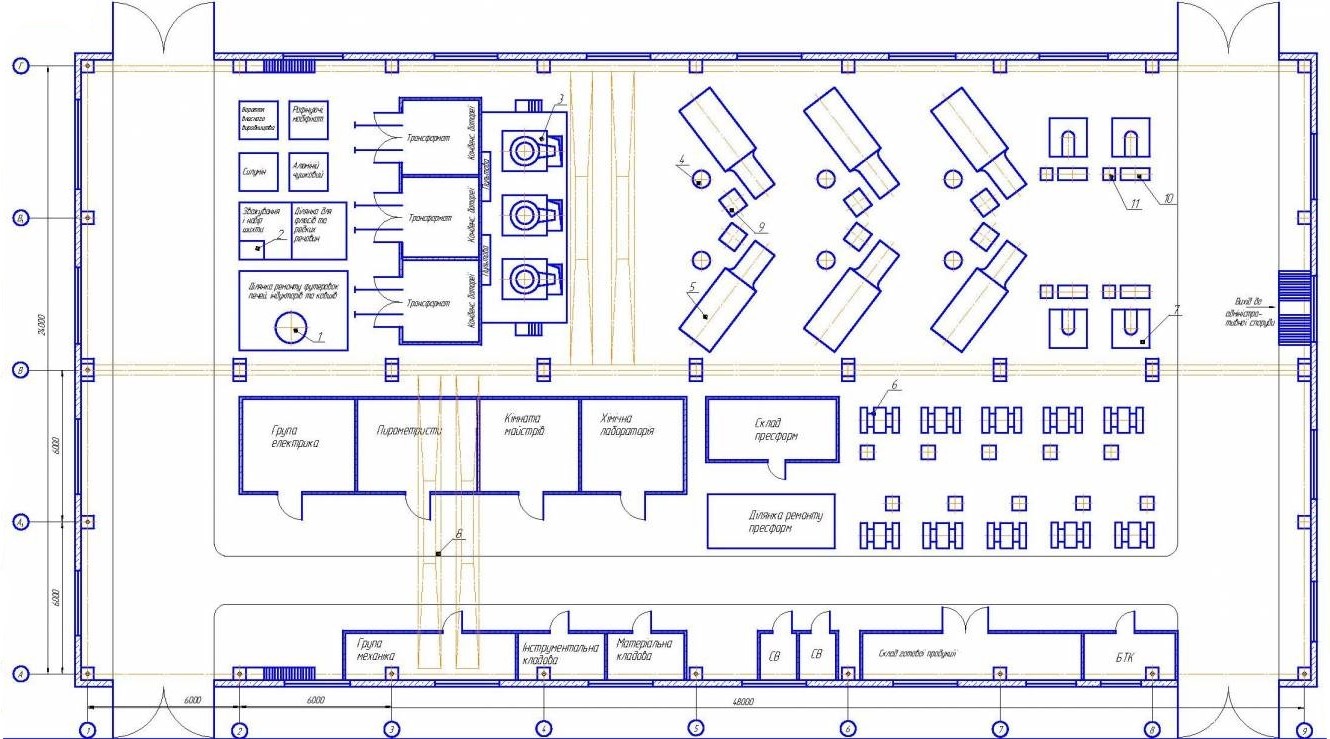
Приложение 1
 Автоматическая литейная модель Автоматическая литейная модель
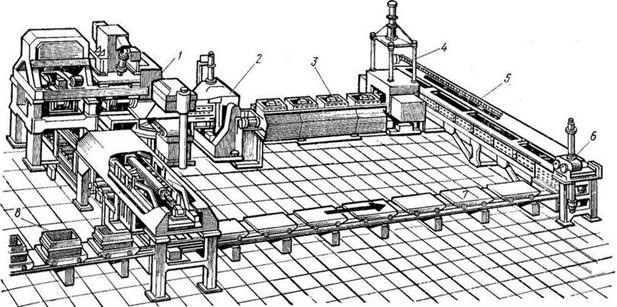
1 – формовочный автомат; 2 – кантователь; 3,5 – транспортные линии; 4 – спариватель полуформ; 6 – грузоукладчик; 7 – литейный горизонтально замкнутый конвейер; 8 – опоки.
Приложение 2
 Структурная схема литейного конвейера Структурная схема литейного конвейера
 |
 Скачать 0.52 Mb.
Скачать 0.52 Mb.