писиру технологиясы. Пісірушіні ралсаймандары, жабдытары Технологиялы процесс
 Скачать 0.74 Mb. Скачать 0.74 Mb.
|

|
Мазмұны Кіріспе Пісірушінің құрал-саймандары, жабдықтары Технологиялық процесс Пісірушінің жұмыс орны Қауіпсіздік ережелерін сақтау Өртке қарсы шаралар Қолданылған әдебиеттер Кіріспе Кіріспе Пісіру металдары өңдеудің жетекші технологиялық процестерінің бірі болып табылады. Пісіру-жоғары пайдаланушылық сипатыменқоса, құрылымдар жасауға мүмкіндікберетін, бөлшектердің ажирамайтын қосылыстарын алудың ілгерілемелі технологиялық процесі . Пісірілген қосылыстардың артықшылығы, олардың әр түрлі міндеттердегі кұрылымдарда кең қолданысқа ие болуына мүмкіндік туғызады. Пісіруді пайдалану кұрылымдарда кең қолданысқа ие долуына мүмкіндік туғызады. Пісіруді пайдалану кұрылымдар өндірісі барысында материалдар мен уақытты үнемдеуге септігін тигізеді. Ғылыми-техникалық прогрестің дамуыменбірге әр түрлі қалыңдықтағы материалдар бөлшектерінің, ал осығанбайланысты піпірудің қолданылатынтүрлері мен әдістері де көбеді. Қазіргі кезде қалыңдығы бірнешемикрометрден (микроэликтроникада) ондаған сантиметрдге деіын, тіпті метрге дейінгі (ауырмашина жасауда) бөлшектер пісіріледі. Құрылмалық көміртектіжәне төменгіқоспалы болаттармен қатар, арнаулыболаттар, женіл қорытпалар және титан, молибден, цирконий, т.б. металдар негізіндегі қорытпалар, сондай-ақ әртекті материалдар пісіруге жиі қолданылады. Машина жасау, сондай-ақ құрылымдарды пісіругеалмастыра отырып, олардың жұмыс сыйымдылығын төмендетіп, сапасын арттыруға мүмкіндік туғызды. Пісіру технологиясын қолдану қазандар, кұбырлар,теңіз және өзен кемелерін,пркаттау стандарын,қуатты престер мен сорғылар және басқа да машиналар мен механизмдер жасау технологиясында түпкілікті өзгерістерге әкеледі Бұл жағдайда,қазіргі уақытта доғалы пісіру-пісірудің кең таралған түрлерінің бірі болып табылатындығын атап өткен жөн.Ол зауыт жағдайында, сондай-ақ құрылыста пісірілгенқұрылымдардың барлық дерлік түрлерін жасау кезінде қолданылады. Құрылымдарды жасаудың бастапқы және соңғы операцияларыкөптеген жағдайларда қолмен доғалы пісіріледі. Қолмендоғалы пісіруде электрммен пісірушіден пісірілетін бөлшектерді,пісіру процесінің физикалық ерекшеліктерін,пісірілген жапсарлар мен қосылыстарлы бақылау әдістерін білу, сондай-ақ пісіру жұмыстарын іс жүзынде орындау шеберлігі талап етіледі. Пісіру өндірісіндегі біршама дамыған бағыттардың бірі-механикаландырылғанжәне автоматтандырылған доғалы пісіру.Өндірістің техникалық деңгейінің өсуі пайдалануға күрделі пісіру жабдықтарын енгізу,пісіру өндірісі аймағында жұмыс істейтін мамандардың ,бірінші кезекте пісірушілердің жалпы білім және техникалық даярлық деңгейі талаптарының артуымен байлянысты. Қазыргі уақытта электрмен пісіруші-машина жасау мен құрылыстағы жетекші мамандықтардың бірі. Оқулық материалы химия , физика , металдар технологиясы, электротехника пәндер мәліметтеріне негізделген. Кітап орта кәсіптік білім беру орындарының оқушыларына пісіру өндірісінің теориялық негіздерін оқыпүйреніп, электрмен пісіруші мамандығын игеру үшин көмек ретінде ұсынылады. Электр доғасының жылуын пісірумақсаты үшін пайдалануды орыс ғалымдары В.В.Петров, Н.Н.Бенардос, және Н.Г.Славянов ойляп тапқан . 1802 жылы дүние жузінде тұңғыш рет Санкт-Петербург медициналық-хирургиялық акадмиясының профессоры Владимир Владимирович Петров электр доғасы жаңалығын ашты. 1803 жылы бұл құбылысты өзінің *Известие о гальвани-вольтовских опытах* кітапында сипаттап , электр жарықтандыру және металдары балқыту үшін доғаларды іс жүзынде қолдану мүмкіндігін көрсетіп берді. Орыс өнертапқышы Николай Николаевич Бенардос 1882 жылы алғаш рет шоғырландырғыш батареясынан шыққан *Электр энергиясынан қоректенетін көмірлік доғаны пайдалана отырып , металдарды жалғастыру және ажирату әдісі* деген атаумен патент алды. Н.Н.Бенардос қазіргі өнеркәсіпте қолданылотын пісірудің бірқатар басқа түрлерінің авторы болып табылады. Бірнеше жилдардан кеін, 1988 жылы орыстың инженер-металлургіжәне өнертапқышы Н.Г.Славянов металдық электродпен пісірудің түрін талдап-жасап, *Металдарды электрлік құюға арналған аппараттар жәнеоның әдісі*және *Металл құймларды электрлік тығыздау әдісі* деп атылатын екі паиент алды . Н.Н.Бенардос пен Н.Г.Славяновтң жаңалықтарының іс жүзіндегі құндылығы айқын болғанымен,Қазан төңкерісіне дейін металдарды жалғаудың бұл ілгерілемелі әдісі Ресейдің техникалық мешеулігі себебінен кең қолданыс таппады. Тек кеңес дәуірінен ғана бұл процесс кең қріс алды. Пісіру процестеріне теориялық талдау жасауда көптеген ғалымдар: В.П.Вологдин , В.П.Никитен, Е.О.Патон, К.К.Хренов, Г.А.Николаев,Н.О.Океролан, Н.Н.Сычкалин, К.В.Любавский, Б.Е.Патон,И.К.Паходня, Б.И.Медовар және т.б.көрнекті рөл атқарды . Сондай-ақ , Е.О.Патон атындағы электрмен пісіру институты, ВНИИЭСО, ЦНИИТМАШ, МАТИ, ЛПИ, Г.А.Байков атындағы МЖТУ, ВНШ-автогенмаш, оргэнергострой,кеме жасау жәнеавиация өнеркәсібі институттары жүргізген іргелі еңбектерді , зерттеулерді атап өтпеуге болмайды. Еңбектің өнімділігін арттыруда механизацияландыру деңгейін арттыру мен пісіру жұмысын автоматтыруда, бүгінгі таңда көптеген бұйымдарды сериялық өндіруде жаңа күрделі машиналар мен агрегаттарды жабдықтаудың мәнісі зор. Осының бәрі – пісіру жұмыстарындағы мамандардың біліктілігіне қойылатын талаптар, себебі олар пісіру жұмысының жаңа әдісі мен қолданылуын, пісірудің жаңа үлгідегі машиналарын меңгереді. Қазіргі уақытта бірнеше операцияларды орындай білуі жеткіліксіз. Ол алдымен пісіру жұмысы кезіндегі негізгі процестердің мағынасын түсіне білуі қажет, әр түрлі құрылымды материалдардың пісіру ерекшеліктерін, сол сияқты дәстүрлі әдістерімен қатар жаңадан пайда болған пісіру әдістерін білуі керек. Осыдан барып, оқытуда әрқашан пісіруші мамандардың мәдени-техникалық деңгейін және кәсіптік шеберлігін дамытып, жетілдіріп отыру қажет болады. Пісірушінің құрал-жабдықтары Пісірушінің құрал-жабдықтары Пісіру трансформаторлары бәсеңдетуші болып табылады және жеткізуші электр желілерінің (аса жоғары) бір кернеуінің айнымалы тогын сол жиіліктегі (біршаматөмен) басқа кернеудегі айнымалы токқа түрлендіреді және пісірудоғасын қоректендіруге жұмсалады. Бұдан басқа , олар пісіру режимінің талаптарына байланысты токтың күшін реттеуді жүзеге асырады. 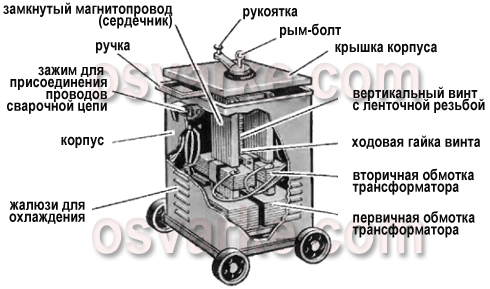 Ормандардың әрқайсысы өзектің бүйір стерженінде орналасқанекі шорғыдан жасалған . Олардың қосылысы жүйелі немесе бағыттас болуы мүмкін . Бастапұы және туынды орамдардың арасында индуктивті байланыс болады. Орамдарының саны көп бастапқы орамдар бойынша 220 немесе 330В кернеуменжелілерден айнымалытокты өткізу үшін трансформатрдың өзергінде айеымалы магниттік ағын жасалады, ол орамдарының саны ас туынды орамдармен әсерлесе отырып, онда сол жиіліктегі , бірақ аз кернеулі және көп күшті айнымалы токты индукциялайды. Пісіру түзеткіштері пісіру доғасын қоректендіруге арналған, олар айнымалы токты тұрақты токқа түрлендіру үшін қызмет етеді. Осы мақсатпен түзеткіштерде жартылай өткізгішті (селенді, кремнийлі немесе германийлі) түзетуші элементтер пайдаланылады. 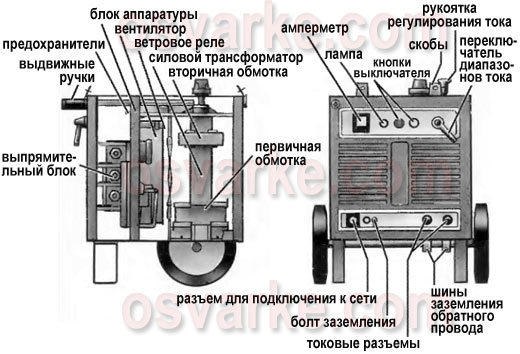 Бәсендетуші үш фазалы трансформатор желімдердің кернеуін қажетті жұмыс кернеуіне дейін төмендетеді,сондай-ақ бастапқы орамдардың арасындағы ара қашықтық өзгеру мен пісіру тогын реттейді.Түзеткіште пісіру тогын реттеудің екі дипазоны болады. Түзетілген токпен пісіру түзу және кері қарама-қарсылықта жүргізілуі мүмкін. Түзу қарама-қарсылық жағдайында бөлшек көздің “+” қысқашына, ал электрод көздің “-” қысқашына қосылады, кері қарама-қарсылық жағдайында керісінше қосылады. Пісіру түрлендіргіші. Тұрақты токты пісіру түрлендіргіші немесе агрегаттар түрінде шығарылатын, колекторлы машиналық генераторлардың көмегімен алады. Пісіру түрлендіргіші әдетте жалпы корпус пен жалпы білікте орналасқан, тұрақты ток генераторымен айнымалы токтың электрқозғалтқышынан тұрады. Электрқозғалтқыш айнымалы токтың энергиясын механикалық энергияға, ал пісіру генераторымеханикалық энергияны пісіру доғасын қоректендірууші электрлі тұрақты түрлендіреді. Пісіру генераторы магнит полюсті статордан және орамды ротордан тұрады, коллектор арқылы тұрақты токқа түрленеді де пісіру тізбегіне бағытталады. Пісіру тогының күші статорды қоздырушы орамға қосылған реостатпенреттеледі . Пісіру түрлендіргіштері мен агрегаттар әр түрлі сызбалармен құрылады. 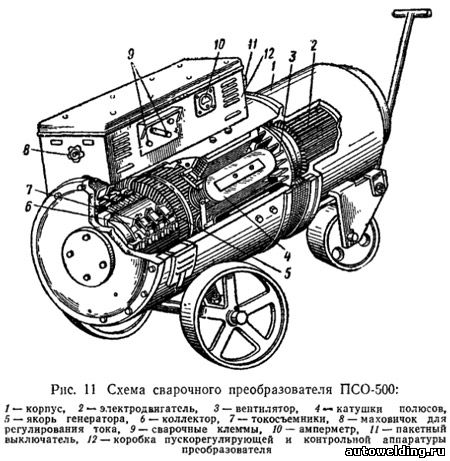 Пісіру жұмыстарын жасау үшінпісірушіде құралсаймандар мен керек-жарақтардың белгілі жиынтығы бол керек. Жабынды электродты бекіту және оған пісіру тогын әкелу үшін электрқозғалтқыштарды пайдаланады. Пісіру тогының күшіне байланысты электрұстағыштардың үш түрі қарастырылған: 125А-ге дейін, 125-315 А және 315-500А . Электрмен пісірушінің беті мен көзін пісіру доғасының тікелей сәулеленуінен, балқыған металл шашырандысы мен ұшқыннан қорғау үшін қорғаныс қалқаншалары қолданылады : мөлдір емес корпусты (Рн типі) қол қалқаншасы және мөлдір емес корпусты (Нн типі) басқа кігізілетін қалқанша. Қалқаншалардың корпусы токөткізбейтің н және тұтанып жанбайтын, балқыған металдң шаширандысына бекем металдан жасалады . Әдетте қара фибраны қолданады. Пісіру тогының күшіне байланысты қалқаншаларды қорғаныш әйнектермен, жарық-сүзгіштермен жабдықтайды . Қара-жасыл түсті жарық-сүзгіштер 20-1000А токта пісіру жағдайында көз бен бет терісін доға спектріжәне инфрақызыл, ультракүлгін сәулелердн қорғайды. Олар 13 кластан (с1,с2,с3 және т.б.) тұрады. Жарықсүзгіштің көлемі 52х102мм . Жарықсүзгіш қалқанша кәсегіе қойылады. Қоректендіру көзінен электрұстағыш пен бөлшектерге пісіру тогн әкелу үшін пісіру сымдары қолданылады . Электрұстағыштар ПРГД немесе ПРГДО сымдарының майысқан мыс желілеріне қосылады ы. Елеулі механикалық әсер болмаған жағдайда алюминий желілі АПРГДО сымы соққы жүктемелерінің әсеріне, сондай-ақ металл кұрылымдар түрпілі (абразивный) материалдарға үйкелуге қармы тұра алады. Электрұстағыш қосылатын майысқақ сымның ұзындығы әдетте 2-3 мм-ге тең, оның қалған бөлігі КРПТ, КРПТН,КРПГ және мыс желілі басқа таңбалы, алюминий желілі АКРПТ,АКРПТН таңбалы сымдармен алмастырыла алынады . Әр түрлі таңбалы сымдары жалғау жалғастырғышпен (муфта) , пісірумен немесе мыс кабельді ұштықтар және бұрандамалармен жасалады. Қоректендіру көзіен пісірілуші бұйымдарға жалғастырылатын сым аз иілімді және біршама арзан болуы мүмкің. Бұл жағдайжа ПРГ таңбасының сымы қолданылады. Доғалық пісіру барысындадоғанің қоректендіру көзімен жалындатқыштарды, автоматты немесе жартылай автоматты пісіру қондырғыларын жалғау үшін резеңке оқшаулағышты және қабықшалы алюминий немесе мыс желілі иілгіш кабельдерін қолданады.Кабельдер мен сымдардың қимасын электротехникалық қондырғыларға арналған белгіленген норматив шегіндегі пісіру тоғының күшіне байланыстытаңдап алады. Пісіруші аталғанкерек-жарақтардан басқа, құралсаймандардың жиынтығынпайдаланады, олар: пісірмес бұрын жиектерді тазалауға және жіктердің бетінен қождың қалдықтарын жоюға арналған болат шөткелер, қожды (шлак) қабықтарды жоюға арналған қож ажыратқыш балаға, кескіш, жіктердің, өлшемі мен жиектердідаярлау формаларын тексеруге арналған үлгілер жінағы,болат таңба, метр, бұрыштама, сызғыш, құрал-саймандарды сақтау және тасымалдауға арналған жешік. Пісірушінің арнаулы киімдері (куртка, шалбар, қолғап) тығыз және тез жанбайтын маталардан (қалың кенеп, шұға) тігіледі. 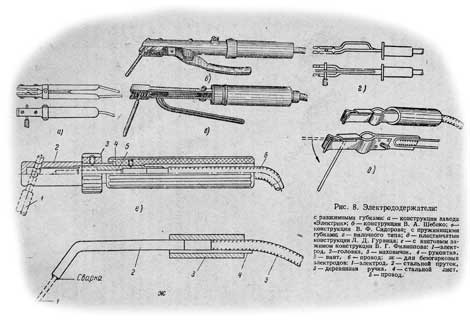 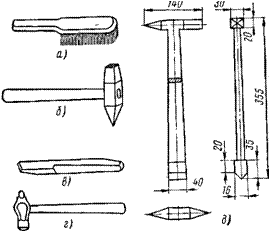 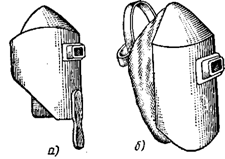    Пісірушінің арнайы киімі Технологиялық процессі Пісіру тогын тандап алу Пісіру тогын пісірілетін металдн қалыңдығына және пісіру қосылыстарының түрлеріне сәйкес таңдап алынатын, эликтротың деаметріне байланыстыболады.Бұдан басқа , токтың аумағына қолданылатын жабындылардың типі мен кеңістіктегі пісіру жіктерінің жағдайлары ықпал етеді. Пісіру токтың аумағының уақыт бірлігіндегі (мәселен, сағаттағы ) балқытып пісірілген металдың мөлшеріне байланысты болады,яғни пісіру өнімділігі , сондайақ пісіру тереңдігі . Егер ток аз болса , онда пісіру науасына жилудың жеткіліксіз мөлшері түсетін болады және негізгі, былқытып пісірілген металдың толық балқымауы, пісіру қосылыстарының беріктілігінің күрт төмендеуі мүмкін.
Бұл жіктегі балқытып пісірілген металдың артық мөлшерін туғызады. Өте жоғары ток жағдайында бүкіл электрод біраз уақыт өткеннен кейін жылдам балқып , жіктерге ағады. Аз көміртекті болатты төменгі күйде пісіруге арналған токтың аумағын таңдау жағдайында келесі қарапайым формуланы басшылыққа алуға болады. I=(40-60) a Мұндағы I-тоқ , А а-электродың металл стерженінің диаметрі , мм. Әр түрлі жабындылы электродтармен пісіру кезінде қолданылатын пісіру тоғының үлгілік мәндері 7-кестеде келтірілген. Түйістірме жіктерді пісіру жағдайындағы электрод сымдарының диаметрін келесі мәліметтерді пайдалана отырып, пісірілетін металдың қалыңдығына байланысты таңдап алады. Пісірілетін болаттың қалыңдығы, мм 1, 5-2 3-4 4-5 6-8 9-12 13-15 16-20 Электрод сымдарының деаметрі, мм 2-3 3-4 3-4 4-5 4-5 4-5-6 4-5-6 Доғаның қыздыруы және оның жануын үзбеу Доғаны қыздыру үшын пісіруші электродтың ұшын металға жанастырады да, содан соң оны 2-4 мм-ге жылдам бұрып әкетеді . Осы сәтте доға түзіледі, оның тұрақты ұзындығын біртіндеп түсіру жолымен пісіру уақытында үзбей отырады . Доғаның түзілу сәтіне дейін пісіруші бетін қалқаншамен немесе шлеммен жабуы тиіс. Екінші әдіскелесідей орындалады: Пісіруші электродтың ұшын пісірілетін металдың беті бойымен жүргізеді де, соданкейін доғаны қоздыра отырып, оны үлкен емес қашықтыққа жылдам бұрып әкетеді . Доғаны мүмкіндігінше біршама қысқа түрде үзбеу қажет . Ұзын доға негізгі металдың толық пісірілуінің жеткілікті тереңдігін қамтамасыз етпейді, ал эликтродты металл балқу кезінде қатты шашырайды , нәтижесінде көп мөлшерлі тотықтар қосындылары тотықтар қосындылары бар біркелкі емес жік алынады .Қысқажағдайында жіктердің айналасында тек металдың ұсақ тамшыларынің аздаған мөлшері ғана түзіледі, электрод ұшқындардың біркелкі шоғырын бере отырып , баяу балқиды, пісірілетін металдыңтолық балқу терендігі үлкен болады . Доғаның ұзындығын оның жану кезінде шығаратын дыбысы бойынша болжауға болады . Қалыпты ұзындықтағы доға бір тонды дыбыс шығарады . Өте ұзын доға күрт үзілетін және қатты дыбыс береді . Үзілу жағдайында доғаны әлі пісірілмен металда , үзілген жерінен сәл жоғары қайта қыздырады , осыдан кейін доға үзлген жерге қайта оралады, шұңқурды мұқият балқытып ,пісіруді жалғастыру керек. Білікшелерді балқытып пісіру Эликтродты тек қана оның осьтеры бағыттарына қою және эликтродты жік бойыментүзу сызықты жылжыту кезінде жіңішке (жікте) білікше алынады . Білікшені жасау кезінде эликтродты металдың бетіне көлбеулетіп ұстау керек . Бұл электрод осьтерінің бағыттарындағы оның ұштарының балқуы кезінде ағатын металл тамшыларының науаның балқыған металына түсуі үшінқажет . Электрод сондай-ақ , пісірудің қарама-қарсы бағыт жағына көлбеуленеді .Бұл жағдайда негізгі металдың толық балқу терендігі үлкен болады. Электродтың көлбеу бұрышын пісірілетін металдың бетіне өзгерте отырып, пісіруші негызге металдың балқу тереңдігін реттеуге, жіктердің білікшесінің дұрыс қалыптасуын ыңғайластыруға және науаның салқындау жылдамдығына ықпалеоуге болады. Жіңішке білікше жік түбірін толық пісіру кезінде , жұқа табақтарды пісіруде және басқа жағдайлардасалынды. Пісіруші жіктердің бойымен электродты неғұрлым баяу жылжытса, білікше соіұрлым жалпақ болады . Әдетте жұқа жабындылы электродтармен пісіру кезінде жіңішке білікшенің ені электрод стерженінің диаметрінен 1,8-1,5 шегінде ауытқиды. Жінішке, бірақ биік білікшеде балқытып пісірілген металдыңкөлемі үлкен болмайды, ол тез қатады және металда еріген. Сондықтан көбінесе кеңейтілген білікшелерді қолданады. Оны алу үшін пісіруші электродқа тербелмелі қозгалыс беру керек.Осындай жіктерді пісіру кезінде эликтродтың ұшы үш түрлі қозғалыс жасау керек (34, а-сурет): 1 – жо5арыдан т-менге электрод осьтерінің бойымен үдемелі, 2 – жіктер сызықтарының бойымен үдемелі және 3 – жіктердің көлденеңінен оның осьтеріне перпендикуляр тербелмелі қозғалыс пісірілетін жиектердің қыздырылуын ыңғайластырады және балқытыппісірілген металл науасының қатуын баяулатады. Кеңейтілген білікшелерді балқыты ппісіру кезіндегі электрод ұштарының тербелмелі қозғалыстарының сызбалары 34,-суретте көрсетілген. 1, 2 және 3 нүктелерде пісірілетін табақтардың жиектерін қыздыруға бейімдейтін электродты жылжиту жылдамдығы азаяды. Пісірудің жоғары сапасы электродтың деаметріне, білікшенің 2,5-3 тең екі жағдайындаалынады. Бұл жағдайда балқыған металдң барлық шұңқырлары 1,2,3 бір жалпы науаға құйылады . Сондықтан негізгі және ерітіп пісірілген металдың біршама жақсы балқуықамтамасыз етіледі және жік біршама берік болады. Білікшенің өте үлкен екі жағдайында 1 нүктедегі метал доға 3 нуктеге оралған кездегі сәтте әлдеқашан қатып қалады да , осы аумақтолық пісірілмеуі мүмкін. Бұдан басқа, өте жалпақ жағдайында пісіру өнімділігі аз болады . 35, а –суретте жіктерді қыздыру үшін қажетті электрод ұштары қозғалыстарының ерекше жағдайлары көрсетылген. 35, б-суретте тек қана бір жиектерді қыздыру жағдайларындағы (меселен, эр түрлі қалыңдықтағы табақтарды пісірудегі) қозғалыстар көрсетілген. Жіктердің ортасын қыздыру үшин электродты 35, в-суретте кескінделген сызба бойынша жылжытады. Білікшені балқытаотырып,пісіруші электродты солдан оңға немесе жіктер осіне қарай жылжытады, электродты өзыне тарта отырып, жік бүйіріне әкелуі мүмкін. Білікшенібалқытып пісіру аяқталғаннан кейін оның үшында қалған шұңқыр шұңқыр мұқият түзетілуі керек . Егермұны орындамаса, онда осы жерде жарықша пайда болуы мүмкін. Қалың жабындылы электродтармен пісіру кезінде балқыған қождың қабатымен сұйық металды толық, әрі тегістеп жабу қажет. Қож доғаның астында орналасуы, балқыған металмен араласпауы және доғаның алдына ақпауы, яғни әлі балқымаған металдың бетіне түспеуі керек . Металл бұл жағдайда сұйық күйдебіршама ұзақ уақыт үзбей ұсталып тұруы керек, өйткені қождың бөлшектері науаның бетіне қалқып шығып, қож металды тотықсыздандыруы тиіс. Қаың жабындылы эликтродтарменпісіру кезінде эликтрод ұштарының көлденең тербелістері жұқа жабындылы электродтармен пісіруге қарағанда кіші болуы қажет . Төменгі күйдегі бұрыштық жіктеді пісірудіқайықшада жүргізген дұрыс , ол бұйымды қожметалға доғаның алдында ақпайтындай етіп көлбеулеу керек . Қалың жабындылыэлектродтың тік жазыққа көлбеу бұрышы 15-20 болуы тиіс . Қалың жабындылы электродпен балқытып пісірілген білікше біршама жазық пішінді болады, өйткені қож қабатының астындағы балқытып пісірілген металл баяу қатады. Пісіру процесі элементтеріеің бірі құрастыру кезынде пісірілетын табақтарды алдын ала бекітуге арналған іліндірме болып табылады. Іліндіру ұзындығы бірнеше сантиметр жіңішке білікшемен жүргізіледі . Іліндіру пісірудегі сияқты электродтар арқылы орындалады. Білікше – іліндірулердің беті мұқият тазартылады.Пісіру уақытында іліндіру орны негізгі металға деіын толығымен балқытылуы қажет, өйткені, іліндіру орнын толық пісірмеу, кеуектілік,қож қосындысы немесе басқа ақау түзуі мүмкін. Пісірушінің жұмыс орны Пісірушінің жұмыс орнын дайындау Жұмысшылар немесе жұмыс бригадасының өндіріс операцияларын орындауы барысында жабдықтар мен қажетті керек-жарақтарға сәйкес және технологиялық процесс талаптарына сай жабдықталған өндірістік алаңның белгілі бір аумағы түріндегі жұмыс орны бекітіледі. Электрмен пісірушінің жұмыс орны пісіру жұмыстарын жасау үшін барлық қажеттіліктемен жабдықталған пісіру посты болып табылады. Пісіру постары тұрақты және жылжымалы /көшпелі/ болады. Жұмыс орнын дұрыс ұйымдастыру едәуір дәрежеде пісіруші еңбегінің жоғары өнімділігін қамтамасыз етеді, сондай-ақ пісіру жіктері мен қосылыстардың сапасына да әсер етеді. Пісірушінің жұмыс орны орындалатын жұмыс пен пісірілетін құрылымдардың габаритіне байланысты арнаулы пісіру кабинасында немесе тікелей осы бөлшектерде орналасуы мүмкін. Шағын бұйымдарды пісіру барысында жұмыс орны көлемі 2000*2000 немесе 2000*3000 мм пісіру кабиналарымен жабдықталады. Кабинаның қаңқасы болат құбырдан немесе профильді прокаттан металл түрінде жасалады. 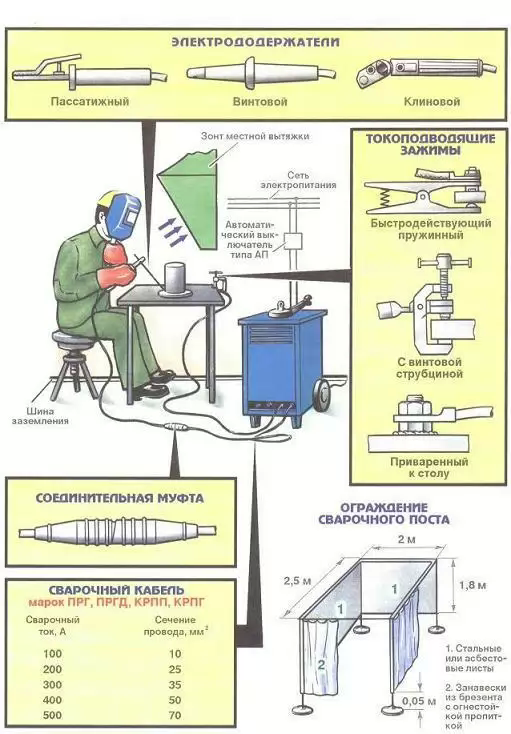 Кабинаның қабырғалары жақсы желдету үшін оларды еденге 200-300 мм дейін жеткізбей, биіктігін 1800-2000 мм етіп жасайды. Қабырғаға арналған материал ретінде жұқа болат табақты, асбоцементті тақталарды немесе басқа да жанбайтын материалдарды пайдаланады. Қабырғаларды отқа төзімді бояулармен ашық түске, яғни пісіру доғаларының ультракүлгінді сәулелерін жақсы жұтатын, мырышты немесе титанды ағартқышпен, сары кронмен бояйды. Қабырғаларды өте күңгірт реңге боямайды, өйткені пісіру доғалары жанғандағы үзіліс уақытындағы жарықталуды нашарлатады. Кабина есігін отқа төзімді сақинадағы қалың кенеп пердемен жабады. Кабина еденін отқа төзімді материалдар: кірпіштен, цементтен немесе бетоннан төсейді. Кабиналар табиғи немесе жасанды жарықпен жақсы жарықталынып, желдетілуі тиіс. Осы мақсатта желдетумен қатар, басқа зиянды газдар мен пісіру шаңын еденнен тікелей жұтатын жергілікті сорғыштар орнатады. Бөлшектерді жинау және пісіруді кабинаның ішіне отырып атқару үшін биіктігі 500-600 мм немесе 900 мм-ге жуық пісіру үстелін орнатады. Ауданы 1 мм2 үстелдің қақпағын қалыңдығы 15-20 мм болат табақтан немесе қалыңдығы 20-25 мм шойын тақтадан жасайды, шойын қақпақ қыздыру кезінде өзгеріске ұшырамайды. Қақпақтың төменгі бөлігіне немесе үстелдің сирағына пісіру тогының көзінен ток өткізуші сымды бекітеді және үстелді жерге қосу сымына арналған болат бұрандаманы пісіреді. Үстелдің бүйірінде электродтар мен қоспалықты сымдарды сақтауға арналған ұя болады. Үстелдің жылжымалы жәшігінде құрал-сайман, сондай-ақ технологиялық құжаттама сақталады. Кабинада жұмыс жасау ыңғайлы болу үшін электр өткізбейтін материалдан жасалған көтергішті-бұрамалы отырғышы бар металл орындық орнатады. Пісірушінің аяғында резеңке кілемше жатуы тиіс.  Механикаландырылған немесе автоматты пісіру жағдайында кабинада қосымша аппаратты жәшік орнатады. Пісіру посттары жабдықтарының негізгі түрлерінің бірі – доғаларды қоректендіру көздері. Олар бірпостылық немесе көппостылық болуы мүмкін. Жұмыс орнында әдетте бірпостылы қоректендіру көздерін орнатады. Пісіруші көппостылы көздерден пісіру посттарын қоректендіру жағдайында токты ток өткізуші сымдар немесе шиналардың көмегімен кабина бойынша таратады. Кабинаға пісіру тогын қосуға арналған ажыратқыш немесе магнитті қосқыш орнатады. Бұдан басқа, механикаландырылған және автоматтандырылған пісіру жабдықтарының маңызды түрлеріне қосалқы пісіру жабдықтары мен керек-жарақтарының табысты жұмыстары үшін орнатылған, доғалы пісіруге арналған жартылай автоматтар мен автоматтар жатады. Доғалы пісірудің әр түріне арналған пісіру посттарының сызбалары суретте келтірілген. Доғалы пісіру үшін айнымалы. Сондай-ақ тұрақты токты да пайдаланады. Ауыспалы /айнымалы/ токтың көздері-пісіру трансформаторлары, ал тұрақты тотікі – пісіру түзеткіштері, түрлендіргіштер және агрегаттар болып табылады. Қауіпсіздік сақтау ережелері Газбенэлектрдәнекерлеу шеберханаларында 18 жасқа толған, арнаулы оқудан, қауіпсіздік техникасы бойынша нұсқамадан өткен,жұмыстарды орындаудың қауіпсіз тәсілдерін меңгерген және электр қауіпсіздігі бойынша II біліктілік тобынан төмен емес мамандар жіберіледі. Бірінші рет орындалатын жаңа жұмысты алған кезде оны орындаудың қауіпсіз әдістері бойынша нұсқама қажет. Жұмыста ішкі еңбек тәртібі ережелерін сақтау қажет, темекі тартуға және спиртті ішімдіктерді ішуге тиым салынады. Цех ішінде мына талаптар орындалуға тиіс: Автокөліктен жүк ілуші берген сигналдарға назар аудару; Тельфер көтеретін жүктің астында тұрмау және жүріп өтпеу, сондай-ақ жылжытылатын жүкке жақын орналасқан белдіктердің, бағаналардың, қорғаушылардың, ғимарат қабырғаларының арасында тұрмау; Цех ішінде қозғалыс кезінде тек белгіленген өтпелерді пайдалану. Жұмысқа кірісе отырып, жұмыс орнын дұрыс ұйымдастыру маңызы: Жұмыс орнын таза және реттілікте ұстау керек; Жұмыс орнын, өтпелер мен көлік өтетін жерлерді бөгде тастауға жол бермеген жөн; Жұмыс орнында жұмысқа бөгет жасайтын артық ешнәрсе болмауға тиіс; Бөлшектер мен дайындамаларды төсемдерде, сөрелерде орнықты жағдайда ұстау қажет; Қат-қабаттардың биіктігі негіздің бір жарым енінен немесе бір жарым диаметрінен аспауы, яғни 1 метрден артық болмауы тиіс. Бөлшектер мен дайындамаларды төсемдерде, сөрелерде орнықты жағдайда ұстау қажет; Қат-қабаттардың биіктігі негіздің бір жарым енінен немесе бір жарым диаметрінен аспауы, яғни 1 метрден артық болмауы тиіс. Уақытша жарықтандыру үшін қауіпсіз үлгідегі кернеулігі 36В-тан жоғары емес тасымал шамды, ал құдықтардың , ыдыстардың ішіндегі және металдық беттердегі жұмыс кезінде кернеулігі 12В-тан жоғары емес шамды пайдаланған жөн. Механизмдердің қозғалыстағы бөліктеріне, ток жүргізуші бөліктерге, электр сымдарына (тіпті оқшауланғандарына да), кабельдерге, шиналараға, клеммаларға, жарық беру қысқыштарына жанасуға болмайды, еденде жатқан тасымал электр сымдарын баспау керек, өйткені олардың нашар оқшаулануынан электр тогы соғуы мүмкін. Қолдардың, аяқ киімнің, киімнің әрқашан да құрғақ болуын қадағалау қажет. Электрмен дәнекерлеу агрегаттарын монтаждау, оларды жөндеу және қадағалау керек. Өрт және жарылыс қауіпсіздігін қамтамасыз ету мақсатында: Тетіктерді жанғыш заттармен сүртуге тыйым салынады; Дәнекерлеу жұмыстары жүргізілетін жерлерде өрт шығу қауіпі бар материалдарды (бензин, керосин, ацетон, спирт, уайт-спирит және басқалар) сақтауға тыйым салынады; Жұмыс орнында (газбен кескіште) әрқашан құм, су, өрт сөндіргіш құрал болуы тиіс; Оттекті баллондардың жанында болған кезде оларға майдың түсуіне жол бермеу, баллондарға маймен былғанған қолдармен жанаспау; Жабдықтарда, айлабұйымдар (приспособление) мен аспаптарда ақаулар табылған кезде, жарақаттанудың барлық жағдайларында ол жөнінде шеберді (аға шеберді) міндетті түрде хабардар ету; Қандай да бір қызметкер жарақаттанған немесе кенеттен ауырып қалған жағдайда оған алғашқы (дәрігерге дейінгі) жәрдем бере білу, шеберге хабарлау; Жұмыс орнында жеке гигиена ережелерін сақтау (тамақ ішпеу, киімдерді сақтамау). Нұсқаулық талаптарын бұзғаны үшін жұмысшы тәртіптік және материалдық жауапкершілікке тартылады. Киім кигенде белгілі бір реттілік сақталуы қажет. Брезентті күртешеде қалталар болмауы керек, ол шалбардың сыртынан киледі. Шалбарлардың ұзын болуы, бәтенкелердің сыртынан киіліп, оларды сенімді жасырып тұруы тиіс. Бәтеңкелердің беті тегіс болуы, бүйір жағынан айылбаспен тартылуы қажет. Жеке қорғану құралдары мен сақтандыру айлабұйымдарының дұрыстығын, жергілікті газ сорып шығару жұмысын тексеру қажет. Жұмыс орнын қарап шығып, ретке келтіру керек; аяқ астындағы артық нәрселердің бәрін алып тастау, егер еден тайғанақ болса /май, бояу, су төгілген болса/, онда оны сүртуді талап ету немесе мұны өзі орындау; электрмен дәнекерлеу аппараты мен электр өлшегіш приборлардың, электр сымдарының дұрыстығын, электрлік машиналар мен трансформаторлардың жермен қосылуын және оның дұрыстығын тексеру; дәнекерлеуші және көшпелі машиналарды заттар шоғырланған жерлерге орналастырмау.Машиналар оларға еркін жақындайтындай етіп орналастырылуы тиіс; дәнекерленуге тиіс заттарды жерге жатқызып, бекіту; ыдыстарды дәнекерлеудің алдында, бұл ыдыстар ыстық сумен мұқият жуылып, бүмен үрленіп, жел қақтыра отырып кептірілуін талап ету. Мұндай ыдыстарды көрсетілген жұмыстар орындалғаннан кейін ғана және шебердің рұқсатымен дәнекерлеуге болады; биіктікте, құрылыс мінбесатыларында жұмыс істер алдында олардың дұрыстығы мен беріктігін тексеру қажет. Мінбесатылардың жүк көтерімділігі жол беретін жүктемеге сай орындалатын жұмыстың шарттарына сәйкес келуі, мінбесатылар төсемдерінің тығыз және бекітілген болуы тиіс, мінбесатыларда іш жағынан бекітілген тұтқалар мен бүйір тақтайлардың болуы. Электродтарды ұстағышта жақсы оқшауланған сабының және сыммен сенімді түйіспесінің болуын, сымдарда оқшауланулардың бүлінбегенін, дәнекерлеу машинасының корпусы мен кері сым қысқашының жермен сенімді қосылғанын тексеру. Шаппа қосқыштар мен сақтандырғышқа қорғаныш қаптамаларының бар екендігі мен дұрыстығын тексеру. Шаппа қосқышты тез ажыратып – қосу. Жұмыс орнын жанарғының ұштығын салқындату үшін су құйылған ыдыспен қамтамасыз ету. Дәнекерлеу жұмыстары жүргізілетін жердің жанында жанғыш материалдардың жоқтығына көз жеткізу. Егер бар болса, онда оларды дәнекерлеу кезінде ұшатын ұшқындардан сенімді қорғау үшін дәнекерлеу орнынан кем дегенде 5 м жерге алып кетуді талап ету. Әкімшілік тапсырған және жүргізу тәсілдері жақсы таныс жұмысты ғана орындау, күдік тудырарлық жағдайларда шеберден түсініктемелер беруді өтіну керек. Жұмыс кезінде ұқыпты болып, басқаларға көңіл аудармау және өзіне басқалардың да көңілін аудармау, жұмыс орнына жұмысқа қатысы жоқ адамдарды жібермеу керек. Жұмыс орнынан тыс жердегі дәнекерлеу жұмыстарын цех әкімшілігінің жазбаша рұқсатынсыз және өрт күзетінің келісімінсіз жүргізбеу; Қолдардың, киім мен аяқ киімнің әрдайым құрғақ болуын қадағалау, әйтпесе электрмен жарақаттану болуы мумкін. Электрмен дәнекерлеу жұмыстарын галоштар киіп немесе резина кілемшеде тұрып орындаған жөн. Электрмен дәнекерлеу жұмыстарын ылғалды үй-жайларда, жауын-шашынды ауа райында жаппасыз жүргізуге болмайды. Сымдардың суда болмауын, теміржолдарды кесіп етпеуін кадағалау керек. Жұмыс аяқталғаннан кейін келесі талаптар: - дәнекерлеу аппаратының шаппа қосқышын ажырату; сымдарды және қорғаныс айлабұйымдарды жинастыру, оларды белгіленген орнына қою немесе қоймаға тапсыру; жергілікті желдетуді ажырату; жанарғыны немесе кескішті сөндіру кезінде алдымен ацетилен шұрасын, одан кейін оттек шұрасын жабу; баллондар мен газ құбырларындағы шұраларды жабу, барлық жабдықтау желілерінен газдарды шығару және бәсеңдеткіш серіппесі қыспақтарын босату. Өртке қарсы шаралар Ғимараттардағы электрмен дәнерлеу жұмыстары осыған бөлінген, желдетілген үй-жайларда жүргізілуі тиіс. Оңай тұтанып кететін үй-жайлардағы дәнекерлеу жұмыстарын жүргізуге арналған орын жанбайтын бір-тұтас далдамен қоршалуы тиіс, далданың биіктігі 2,5 м-ден кем болмауы тиіс, ал еден мен далданың арасындағы қашықтық 5 см-ден кем болмауы тиіс. Электрмен дәнекерлеу қондырғыларында агрегаттардың, аппаратураның, приборлардың тағайындалуына түсініктеме беретін техникалық құжаттама мен электрлік сұлбалар болуы тиіс. Дәнекерлеу жұмыстары жүргізілетін үй-жайлардағы едендер жанбайтын материалдан жасалуы тиіс. Қолмен дәнекерлеуге арналған қондырғы шаппа қосқышпен немесе түйіспелікпен /дәнекерлеу тогы көзін цехтық тарату торабына қосу үшін/, сақтандырғышпен /бастапқы тізбекте/ және дәнекерлеу тогының шамасын көрсетушімен /амперметр немесе ток реттегіштің шкаласымен/ жабдықталуы тиіс. Қолмен дәнекерлеуге арналған электрод ұштағыштардың салмағы жеңіл, электродтарды сенімді қысу мен жылдам алмастыруды қамтамасыз ететін, сондай-ақ жұмыстағы уақытша үзілістер кезінде немесе металл бұйымдарға кездейсоқ құлаған кезде корпусының дәнекерленген бөлшекке қысқа тұйықталуына жол бермейтін құрылмасы болуы тиіс. Дәнекерлеуге қолданылатын электродтар зауытта дайындалған және МЕСТ-қа, сондай-ақ дәнекерлеу тогының қалыпты шамасына сәйкес келуі тиіс. Дәнекерлеу процесінде электродтарды алмастыру кезінде олардың қалдықтарын дәнекерлеу жұмыстары жүргізілетін жерге орнатылған металл жәшікке тастаған жөн. Электрмен дәнекерлеу қондырғысы жұмыстардың жүргізілуі барысында жермен қосылған болуы тиіс. Дәнекерлеу қондырғыларындағы негізгі электр мен дәнекерлеу жабдықтарын жерге қосумен бірге, бұйымға келетін өткізгіш /кері бағыттағы өткізгіш/ қосылатын дәнекерлеутрансформаторының екінші орамасының қыспағын да тікелей жермен қосу керек. Ашық ауада орнатылатын дәнекерлеу агрегаттары мен трансформаторлары, сондай-ақ олардың көмекші приборлары мен аппараттары жабық немесе ылғалдылыққа қарсы оқшауламамен қорғалған болуы және жанбайтын материалдардан жасалған жаппалардың астында орнатылуы тиіс. Агрегаттар мен қосу аппаратурасын жөндеуді күн сайын, жұмыс аяқталғаннан кейін жүргізеді. Дәнекерлеу жабдығын жөндеу жоспарлық-сақтандыру жөндеу жұмыстарының өндірісі белгілеген ережелерге сәйкес жүргізілуі тиіс. Дәнекерлеу агрегаттары жекелеген бөліктерінің трансформаторлардың қызу температурасы 75 градустан аспуы тиіс. Газбен дәнекерлеу жұмыстары. Ацетилендік тасымалды генераторларды пайдалануға рұқсатты кәсіпорын әкімшілігі береді. Оларды жұмысқа қолайлы болу үшін ашық алаңшаларға орнатқан жөн. Олардың жақсы желдетілетін үй-жайларда уақытша жұмыс істеуіне жол беріледі. Ацетилендік генераторларды қоршау және дәнекерлеу жұмыстары өткізілетін жерлерден, ашық от пен қатты қызатын заттардан, сығымдағыштармен және желдеткіштермен ауа бөгелетін жерлерден 10 м-ден кем емес қашықтықта орналастыру қажет. Ацетилендік генераторды орналастырған кезде: Кіруге тыйым салынған, өрт қаупі бар! Темекі тартуға болмайды! Жанынан отпен өтпеу керек! Құлақтандырулары ілінеді. Газдың жабдықтау желілерінің апаты ауданындағы газбен бүлінуге бақылау жасау газ талдауыштың көмегімен жүзеге асырылуы тиіс. Құбыр жолдардан газ шығатын жерлер ашық отын пайдаланумен емес, сабын эмульсиясының көмегімен анықталады. Газдың жабдықтау желілерінің деформациясы орнындағы траншеяларда тазарту мен оқшаулауды, дәнекерлеуді бір мезгілде атқаруға тыйым салынады. Жұмыстар аяқталғанға дейін тасымалды генеоатордағы кальций карбиді толықтай пайдаланып бітуге тиіс. Генераторлардан шығарылатын әк тұнбасы осы мақсатқа арналып бейімдалген ыдысқа батырылып, тұнба шұңқырына немесе арнаулы шанаққа төгілуі тиіс. Ашық тұнба шұңқырлары таяныштармен қоршаулы, жабдықтарында жанбайтын жабындар болуы және сорып шығару желдеткішімен, тұнба төгетін люктермен жабдықталған болуы тиіс. Тұнба сақталатын жерлерден радиусы 10 м-ден кем қашықтыққа ашық от көздерін қолдану мен темекі тартуға тыйым салынады, ол жөнінде тиісті хабарландырулар ілінуі тиіс.    Қолданылған әдебиет 1.Т.М. Шакирова, А.А. Маметсупиев «Газ және электрмен пісіру» Фолиант баспасы, Астана-2007 2. Н.И. Никифоров, С.П. Нешумова, И. А.Антонов, Б.Ә. Әлиев «Газбен пісірушілер мен кесушілердің анықтамалығы», Фолиант баспасы, Астана-2007 3. «Газ және электрмен пісірушінің өндірістік оқыту» А.Тапалов 2008 жыл 4. Интернет mail.ru rambler.ru yandex.kz google.kz | ||||||||||||||||||||||||||||||||||||||||||||||||