Жирнов А.А.=М203=РГР №1. Построение графика технологического цикла и расчет длительности производственного цикла обработки партии деталей при различных видах движения по операциям
 Скачать 134.52 Kb. Скачать 134.52 Kb.
|

|
Министерство науки и высшего образования Российской Федерации федеральное государственное бюджетное образовательное учреждение высшего образования «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ МОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ им. Н.П. ОГАРЁВА» (ФГБОУ ВО «МГУ им. Н.П. Огарёва») Рузаевский институт машиностроения Кафедра технологии машиностроения РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА №1 по дисциплине: Разработка производственного расписания ПОСТРОЕНИЕ ГРАФИКА ТЕХНОЛОГИЧЕСКОГО ЦИКЛА И РАСЧЕТ ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННОГО ЦИКЛА ОБРАБОТКИ ПАРТИИ ДЕТАЛЕЙ ПРИ РАЗЛИЧНЫХ ВИДАХ ДВИЖЕНИЯ ПО ОПЕРАЦИЯМ Автор отчёта о лабораторной работе А.А. Жирнов подпись, дата Направление подготовки 15.04.05 Констркторско-технологическое обеспечение машиностроительных производств Профиль Технология машиностроения Преподаватель к.э.н. доцент кафедры технологии машиностроения _________________________ И.Н. Трибушинин Рузаевка 2022 Задание 1.1. Таблица 1.1 – Нормы штучного времени обработки детали по операциям технологического процесса
График технологического цикла при последовательном движения партии деталей:  где n – число деталей в партии, шт.; ti – норма штучного времени на i-й операции, мин; Ci– число рабочих мест на i-й операции; t – число операций в технологическом процессе.  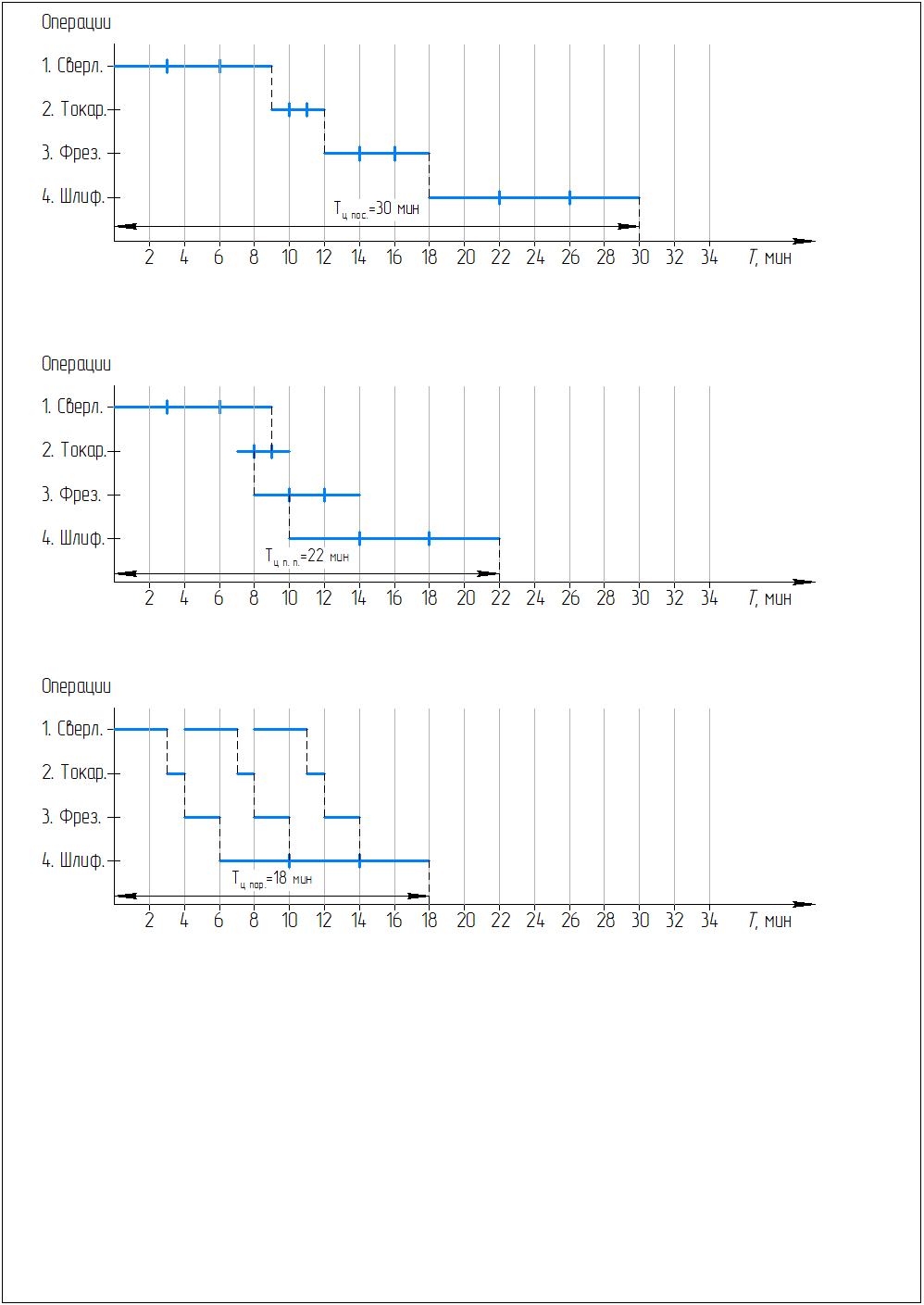 График технологического цикла при параллельно-последовательном движения партии деталей:  где р – размер транспортной партии, шт.; tki – наименьшая норма времени между i-й парой смежных операций с учетом количества единиц оборудования, мин.  График технологического цикла при параллельном движения партии деталей:  где timax – норма времени максимальной по продолжительности i-й операции с учетом числа рабочих мест, мин;  Задание 1.2 Таблица 1.2 – Нормы штучного времени обработки детали по операциям технологического процесса
График технологического цикла при последовательном движения партии деталей:  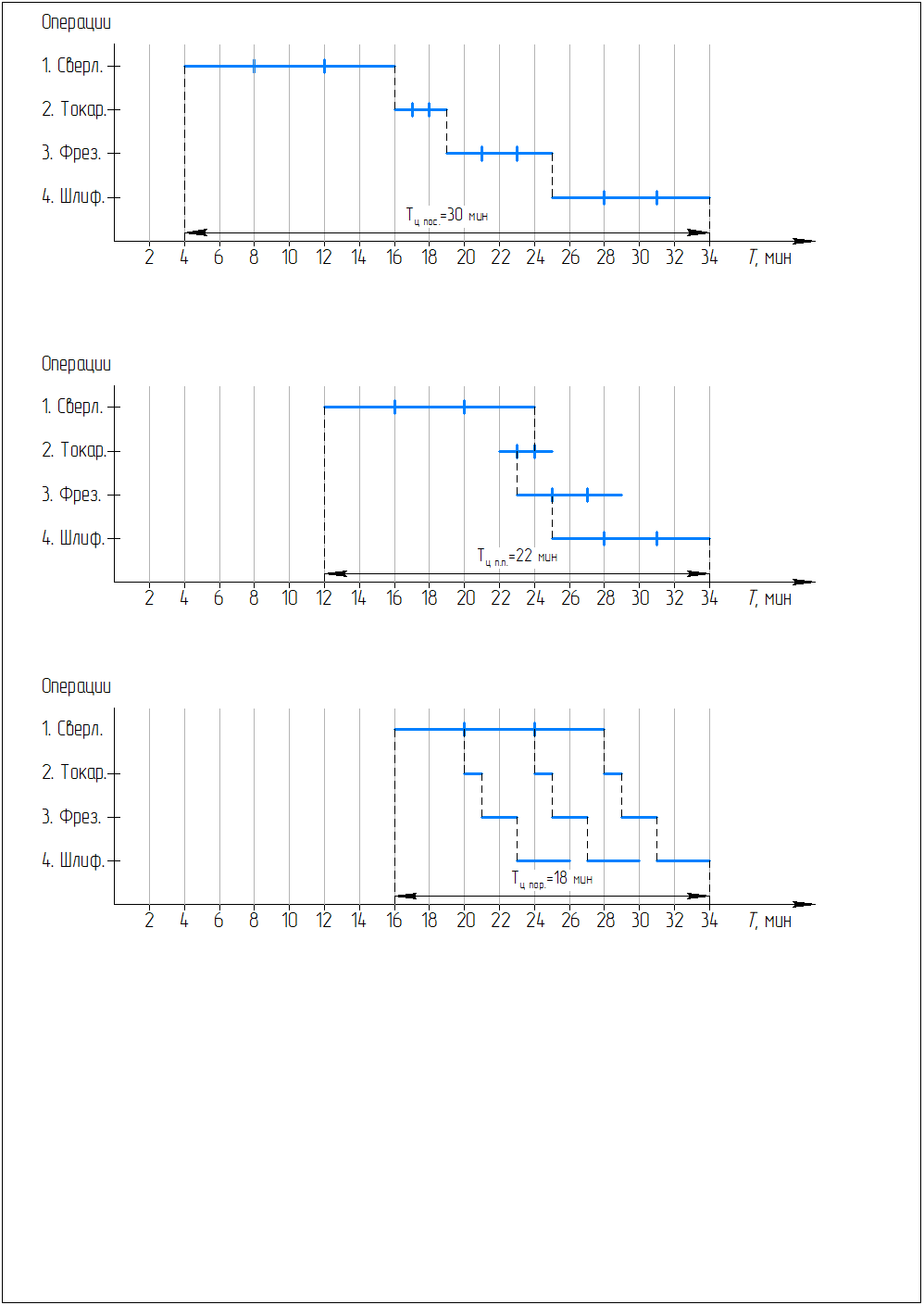 График технологического цикла при параллельно-последовательном движения партии деталей:  График технологического цикла при параллельном движения партии деталей:  Задание 1.3 Таблица 1.3 – Обозначение деталей и размеры партий по вариантам задания
Таблица 1.4 – Нормы штучного времени (tшт.i, мин./шт.) и количество используемых станков (Cпр.i, шт.) по операциям техпроцесса обработки детали
Графики технологического цикла при последовательном движения партии деталей:  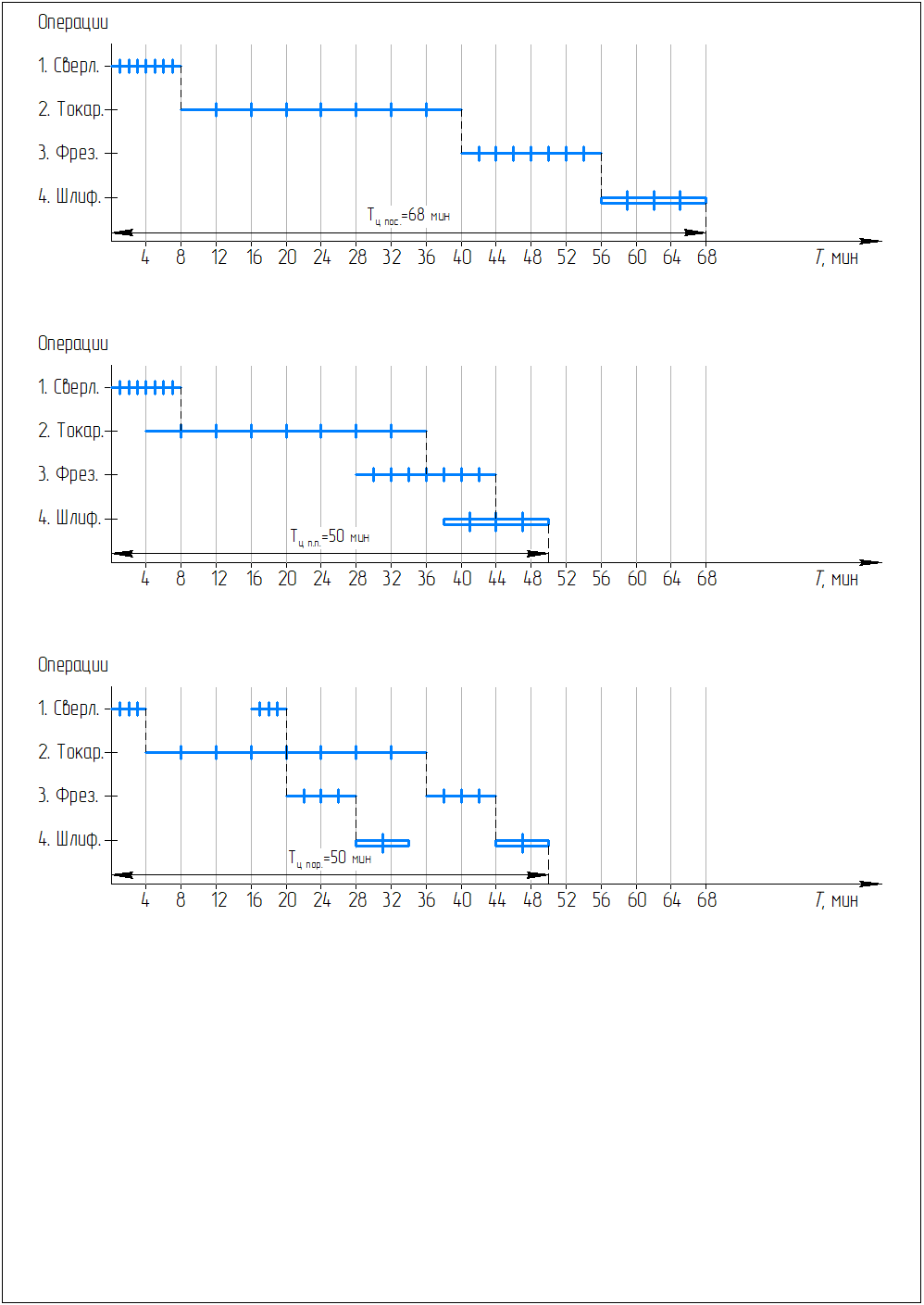 График технологического цикла при параллельно-последовательном движения партии деталей:   График технологического цикла при параллельном движения партии деталей:  Задание 1.4 Таблица 1.5 – Обозначение деталей и размеры партий по вариантам задания
Таблица 1.6 – Нормы штучного времени (tшт.i, мин./шт.) и количество используемых станков (Cпр.i, шт.) по операциям техпроцесса обработки детали
Графики технологического цикла при последовательном движения партии деталей:  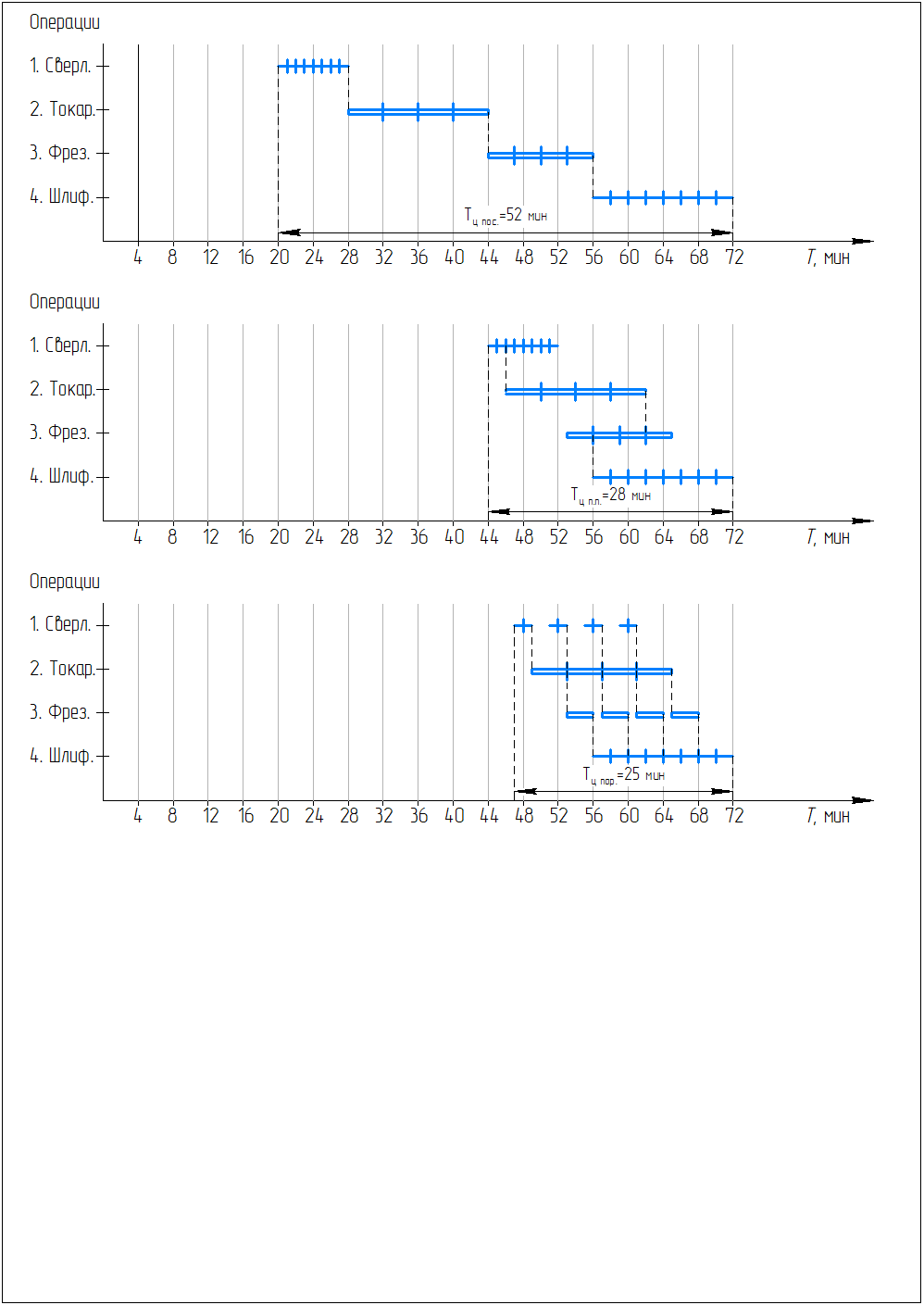 График технологического цикла при параллельно-последовательном движения партии деталей:  График технологического цикла при параллельном движения партии деталей:  |