станок 1И611П. Пояснительная записка содержание
 Скачать 145.03 Kb. Скачать 145.03 Kb.
|

 ПОЯСНИТЕЛЬНАЯ ЗАПИСКА СОДЕРЖАНИЕ стр. нарезание резьбы на токарном станке 3 Назначение, кинматическая схема конструктивные особенности монтаж и обслуживание, график скоростей станка марки 1И611П 6 Токарные патроны их виды и назначение 8 Используемая литература 11 1Нарезание резьбы на токарном станке Нарезание резьбы с использованием токарного оборудования При нарезании резьбы на заготовке, установленной на токарном станке, с помощью резца такой процесс выглядит следующим образом: инструмент, перемещающийся вдоль оси вращающейся детали (движение подачи), своей заостренной вершиной прочерчивает на ее поверхности линию винтового типа. Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется: величиной подачи режущего инструмента, перемещающегося вдоль оси заготовки; частотой, с которой вращается деталь. Не менее важным параметром винтовой линии является ее шаг, который характеризует расстояние между ее соседними витками. Измеряется это расстояние по оси обрабатываемой детали. Поверхность заготовки с резьбой может быть цилиндрической и конической. На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили: -треугольные; -трапецеидальные; -прямоугольные; -упорные; -круглые. Резьба на поверхности детали может быть сформирована одной винтовой ниткой (однозаходная) или несколькими (многозаходная). Если нарезают несколько винтовых ниток, то их располагают эквидистантно по отношению друг к другу. Посчитать количество ниток можно в начале резьбовой поверхности. Многозаходная резьба, кроме шага, характеризуется таким параметром, как ход. Это расстояние, измеряемое между двумя однотипными точками двух соседних витков, которые сформированы одной ниткой. Измеряется такое расстояние по линии, располагающейся параллельно оси резьбовой детали. У однозаходной резьбы, сформированной одной ниткой, ход равен шагу, а для многозаходной его можно вычислить, если умножить шаг на количество заходов. Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы. Технология использования метчиков и плашек При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход. Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового. 2 Назначение, кинматическая схема конструктивные особенности монтаж и обслуживание, график скоростей станка марки 1И611П 2.1Универсальный токарно-винторезный станок 1И611П повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб. Станок 1И611П применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах. 2.2 Кинематическая схема 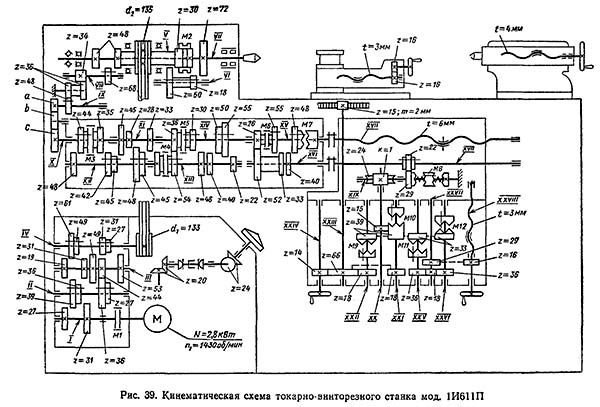 Рис№1 (Кинематическая схема) 2.3 Конструктивные особенности -Фиксация резцовой головки,но без зазора (обеспечивается жесткость и точность). -В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с -электрооборудованием. -Система отвода и сбора стружки. -Пре селекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки). -Фартук с защитой от перегрузок и жестким упором при точении. -Верньерный механизм для точной поперечной подачи. -На поперечной каретке суппорта механизм для выполнения фрезерных работ. Суппорт управляется одной рукояткой по мнемоническому принципу. Отсутствие элементов управления с тыльной стороны (можно ставить у стены). Станина -Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. -Станина закреплена на монолитной трубе. -Тут же полка, защищающая ходовой винт от стружки и эмульсии. -Внутри станины расположены: - Электродвигатель главного привода. -Редуктор изменения скоростей вращения шпинделя. - Механизмы системы подачи смазки и охлаждающей жидкости. - Емкость для эмульсии. -Панель с электрооборудованием. 2.4 монтаж и обслуживание |